


Методическая разработка урока «Ремонт пневматических контакторов». Ремонт контакторовРемонт - контактор - Большая Энциклопедия Нефти и Газа, статья, страница 1Ремонт - контакторCтраница 1 Ремонт контактора состоит из очистки от нагара и грязи главных и вспомогательных контактов, а также пластин дугогасительной камеры. [1] Ремонт контактора начинается со снятия верхней крышки и оп-рессовки воздухом через штуцер наружного пучка холодильника. [2] Ремонт контакторов заключается главным образом в замене поврежденных или изношенных деталей новыми с последующей регулировкой и испытанием контакторов. Наиболее часто приходится менять главные контакты, гибкие соединения, дугогасительные камеры, катушки электромагнитов, пружины и короткозамкнутые витки. [3] Ремонт контакторов заключается главным образом в замене поврежденных или изношенных деталей новыми с последующей регулировкой и испытанием контакторов. Чаще всего приходится менять главные контакты, гибкие соединения, дугогасительные камеры, катушки электромагнитов, пружины и короткозамкнутые витки. [4] Ремонт контакторов заключается главным образом в замене поврежденных или изношенных деталей новыми с последующей регулировкой и испытанием контакторов. Часто приходится менять главные контакты, гибкие соединения, дугогасительные камеры, катушки электромагнитов, пружины и короткозамкну-тые витки. [5] Ремонт контакторов сводится прежде всего к восстановлению их важнейшей части - контактов. [7] Ремонт контакторов сводится прежде всего к восстановлению контактов. [8] Ремонт контакторов также начинают с их очистки от пыли и грязи. Контакты протирают сухой салфеткой, а при наличии нагара - салфеткой, смоченной в бензине. Поверхности контактов при появлении на них наплывов зачищают мелкой стеклянной бумагой или личневым напильником. Контакты с серебряными накладками протирают только замшей, при износе накладки до меди контакты заменяют новыми. [10] Ремонт контакторов сводится прежде всего к восстановлению контактов. Зачистку производят осторожно, не снимая много металла. Смазывать контактные поверхности не рекоменду ется, так как при возникновении дуги смазка сгорает и загрязняет поверхность, ухудшая работу контакта. Однако если поверхность контактов покрыта слоем серебра, чистить их напильником не рекомендуется. В случае сильного обгорания контактов необходима их замена. [11] Ремонт контакторов сводится прежде всего к восстановлению контактов. Зачистку нужно производить осторожно, снимая небольшой слой металла. Смазывать контактные поверхности не рекомендуется, так как при возникновении дуги смазка сгорает и загрязняет поверхность, ухудшая условия работы контакта. Однако, если поверхность контактов покрыта слоем серебра, чистить их напильником не рекомендуется. В случае сильного обгорания контактов необходима их замена. [12] При ремонте контакторов придерживаются паспортных величин нажйтия контактов. [13] При ремонте контактора проверяют состояние дугогасительной камеры, рогов, контактов, изоляции узлов аппарата, регулируют плотность прилегания контактов. Поврежденные узлы и детали заменяют новыми. С одной стороны трубки шайба закреплена развальцовкой. Цилиндрическую часть трубки изолируют электроизоляционным картоном. [14] Страницы: 1 2 3 4 www.ngpedia.ru Эксплуатация и ремонт контакторов серии КТ (КТВ, КТЭ)Контактор должен быть установлен вертикально, так как отключение его происходит под действием веса подвижной системы. Допускается отклонение от вертикального положения на угол до 5о. Должны быть проверены затяжки болтов и гаек, крепящих детали контакторов и свободный ход подвижной системы. Контакты контакторов, как в момент начального соприкосновения, так и после включения должны соприкасаться линейно, при этом прилегание должно быть не менее, чем на 75% ширины контактов. Добиваться соприкосновения по плоскости не нужно. Подвижный контакт при включении должен перекатываться по неподвижному. Контакты контакторов, работающих в продолжительном режиме, исполняются с серебряными впаянными вставками. Для возможности замены все контакты съемные. Не разрешается чистить контакты наждачным полотном, так как кристаллы наждака врезаются в медь. Смазывать контакты не разрешается. Необходимо следить, чтобы контакты имели нормальное нажатие, провал и растворы (см. таблицу 1 и 2). Таблица 1
Таблица 2
Значение конечных нажатий и растворов в этой таблице дано для новых контактов. По мере износа контактов конечное нажатие уменьшается. Если при новых контактах провал менее 2,5 мм, контакты следует регулировать. Если в процессе эксплуатации провал станет меньше 1,2 мм, контакты следует заменить. Значения начальных нажатий, как для новых, так и для изношенных контактов должны быть выдержаны. Во время ремонтов одновременность начального и конечного нажатий контактов производится путем прокладывания шайб под фасонный штифт, на который опирается пружина. Дугогасительные камеры деионного гашения имеют внутри решетку из стальных омедненных дугогасительных пластинок. Эти пластины должны находиться на своих местах – в пазах и не должны касаться друг друга. В камере с магнитным гашением применены дугогасительная катушка и сердечник, который охватывает дугогасительную камеру снаружи. Камера должна быть правильно закреплена на контакторе. Подвижные не должны касаться стенок камеры. Электромагнитная система состоит из якоря, сердечника Ш-образной формы и втягивающей катушки. Крайние полюсы якоря и сердечника должны плотно прилегать друг к другу. Вероятные причины, вызывающие гудение: а) плохо затянуты винты, крепящие якорь и сердечник; б) лопнул или отсутствует короткозамкнутый виток; в) чрезмерно нажаты контакты; г) якорь перекошен или неплотно прилегает к сердечнику вследствие загрязнения поверхности прилегания, либо при забоинах и искривлении плоскостей прилегания. Короткозамкнутые витки на крайних полюсах могут нагреваться до 200оС. Корпус контактора должен быть заземлен. www.nov-electro.com Ремонт - контактор - Большая Энциклопедия Нефти и Газа, статья, страница 3Ремонт - контакторCтраница 3 При необходимости производства ремонта контактора основного питания - должен быть включен выключатель ЗА, шунтирующий цепь катушки контактора резервного питания на случай размыкания блок-контактов 3 и 7 контактора основного питания. В противном случае при ремонте потребитель может быть лишен электроэнергии. [31] По своему характеру ремонт магнитных пускателей мало отличается от ремонта контакторов. [33] Ремонт магнитных пускателей по своему характеру мало чем отличается от ремонта контакторов Т5со - бенность ремонта магнитных пускателей - смена неисправных катушек и тепловых элементов. Катушки пускателя меняют из-за их неисправности и если напряжение сети отлично от того, на которое рассчитан магнитный пускатель. [34] Ремонт магнитных пускателей по своему характеру мало чем отличается от ремонта контакторов. [35] Операции ремонта контактов и дугогасительного устройства контакторов магнитного пускателя в основном аналогичны соответствующим операциям, выполняемым при ремонте контакторов КП. [36] Ревизия СДЗ н, кроме тою, полнлп разборка и чистка всех узлов дренашпой установки, проверка амперметра по эталону, измерение сопротивления изоляции кабелей, замена вентилей, ремонт контакторов. [37] При ремонте гибких соединений удаляют поврежденные пластины и заменяют их новыми таких же сечений. Особое внимание при ремонте контактора обращают на легкость включения его подвижной системы и плотность прилегания якоря к сердечнику. [38] При ремонте гибкой связи поврежденные пластины заменяют новыми таких же сечений. Особое внимание при ремонте контактора обращают на легкость включения его подвижной системы и плотность прилегания якоря к сердечнику. [39] При выходе из строя втягивающей катушки контактора ее заменяют новой, желательно заводского изготовления. При больших партиях поступающих в ремонт контакторов в электроремонтном цехе организуется производство втягивающих катушек по данным заводов-изготовителей. [40] При ремонте необходимо удалить поврежденные пластины и замелить их новыми пластинами таких же сечений. Особое внимание должно быть обращено при ремонте контактора на легкость включения его подвижной Системы и плотность прилегания якоря к сердечнику: при неплотном прилегании необходимо подшабрить якорь и сердечник вдоль пластин пакетов активной стали. [41] Рассмотрим ремонт магнитных пускателей. Этот ремонт по своему характеру мало чем отличается от ремонта контакторов. [43] Перед ремонтом осматривают все основные части контактора, чтобы установить, какие детали подлежат замене и восстановлению. Лучше всего пользоваться заводскими запасными частями и лишь в случае их отсутствия изготовлять новые. Ремонт контакторов сводится прежде всего к восстановлению контактов. При небольшом обгорании контактной поверхности ее очищают от копоти и наплывов обычным личным напильником и стеклянной бумагой. Зачистку нужно производить осторожно, снимая небольшой слой металла. Смазывать контактные поверхности не рекомендуется, так как при возникновении дуги смазка сгорает и загрязняет поверхность, ухудшая условия работы контакта. Однако если поверхность контактов покрыта слоем серебра, чистить их напильником не рекомендуется. В случае сильного обгорания контактов необходима их замена. [45] Страницы: 1 2 3 4 www.ngpedia.ru Ремонт электромагнитных контакторов серии МК-82,85,93Подготовительные работыСнять электромагнитные контакторы МК-82,85,93 с электровоза или панелей контакторов для осмотра и ремонта в электроаппаратном цехеПродуть контакторы сухим сжатым воздухом в специальной камере, оборудованной вытяжной вентиляцией Давление воздуха0,2 – 0,3 МПаОсмотреть контакторы, выявить целесообразность разборки того или иного узлаЗаведомо исправные и детали контакторов допускается не разбирать, а ограничиться их тщательным осмотром, очисткой и проверкойРазборка контакторов МК-82,85,93 (имеют унифицированную конструкцию, отличаются числом контактов, как силовых, так и блокировочных)Снять дугогасительные камеры 8, отвернув гайки-барашки М6 поз.6Снять кронштейн 22, отвернув по 2 болта М6 поз.33 с двух сторон При этом освободится пружина. Контактор электромагнитный МК-82 черт. 6ТН.241.082 Отсоединить соединение гибкое 13 от шинного вывода 1, отвернув винты (болты) 46Снять кронштейн 17 с подвижным контактом 12, отвернув 8 болтов М6х20 поз.34 Одновременно снимается планка 32Снять подвижный контакт 12 с шунтом 13, отвернув болты 45Снять основание 5 несущее шину 1, кронштейн 7 неподвижного контакта, скобу 31 и катушку дугогасительную 9, отвернув 3 болта М8 поз.4Снять основание 5 шины 1, отвернув винты 41Освободить крючки 3, закрепленные винтами М5х25 поз.36Снять катушки дугогасительные 9, отвернув болты М6 поз.35, крепящие катушки к кронштейнам 7Снять скобу 31, закрепленную к основанию 5 и кронштейну 7 винтом М6 поз.40 и болтом 39. Снять сердечники 42 дугогасительной системы с шайбами изолирующими 43 и гильзами изолирующими 44Снять неподвижный контакт 11 со скобой 10, отвернув болт М6 поз.38, крепящий контакт 11 и скобу 10 к кронштейну 7Снять якорь 27, отвернув 4 болта М8х20 поз.25, крепящих ограничительные скобы 26 к скобе магнитопровода 28Снять катушку 24, отвернув болт М12 поз.23Снять с кронштейна 22, несущего блокировку 18, рычаг 29, нажимающий на шток блокировки, с пружиной 30, фиксирующей рычаг 29Разобрать блокировку 18Очистка деталейОчистить все детали контактора (кроме катушек) от загрязнений с применением керосина, протереть сухими чистыми техническими салфетками Детали не должны иметь загрязнений, пыли и копотиПродуть катушку сухим сжатым воздухом в камере, оборудованной вытяжной вентиляцией Давление воздуха0,2 – 0,3 МПа Осмотр и ремонт деталей из изоляционных материалов (после обнаружения бракованных деталей переместить их в изолятор брака)Осмотреть основание 5, кронштейн 17, планку 20 При наличии на деталях трещин, сколов, расслоений – деталь заменить.При незначительных повреждениях зачистить поврежденные участки шлифовальной шкуркой, покрыть эмалью. Осмотреть состояние гильзы изолирующей 44, сердечника 42, дугогасительной системы При механическом повреждении или прожоге гильзу заменить.При повреждении только верхнего слоя изоляции гильзу окрасить и просушить на воздухе. Гильза черт. 8ТН.775.000 Осмотреть состояние катушки дугогасительной поз.9 Следы перебросов электрической дуги зачистить шлифовальной шкуркой.Места оплавлений зачистить напильником.Места повреждения изоляции покрыть лаком и эмалью.При нарушении мест пайки выводов лудить поврежденные места готовым полностью расплавленным припоем, приклепать шины к месту выводов, припаять выводы катушек. Катушка дугогасительная черт. 5ТН.520.209 (левая) черт. 5ТН.520.210 (правая) Осмотр и ремонт катушек (после обнаружения бракованных деталей переместить их в изолятор брака)Измерить значение активного сопротивления катушки контактора МК-82, 85, 93 41,6 – 47,28 Ом,при несоответствии заменитьПроверить целостность покровной изоляции и состояние выводов катушек Катушки должны быть прочно закреплены на сердечниках, не иметь повреждений каркаса, поверхностной изоляции, при обгорании, ослаблении выводы отремонтироватьПовреждения и прожоги покровной изоляции отремонтировать Наложением тафтяной ленты 0,25х20 мм в один слой с перекрытием 1/3 ширины и забандажировать шнуром крученым льнопеньковым ПК диаметром 1 ммПосле ремонта покровной изоляции пропитать катушку в лаке БТ-988, окрасить лаком БТ-99. Окрасить катушки, имеющие хорошую изоляцию Просушить на воздухе до прекращения отлипаНаконечники выводных концов катушек, имеющие трещины, изломы и прожоги – перепаять, окисленные наконечники облудить Установить новый вывод, припаять проводник готовым полностью расплавленным припоем. При пайке жилы провода должны быть полностью облужены с плавным переходом от провода к наконечнику. Допускается обрыв жил вблизи наконечника не более 10% сеченияПосле ремонта катушку испытать напряжением 1200В переменного тока частотой 50Гц в течение 1 минуты Испытательное напряжение для новой катушки 1500В. Осмотр и ремонт механизма блокировки (после обнаружения бракованных деталей переместить их в изолятор брака)Осмотреть состояние деталей блокировки, проверить действие блокировки нажатием на шток При изломе пружин, трещинах в корпусе, изгибе и изломе контактных мостиков, искривлении штока блокировку разобрать с заменой неисправных деталей. После сборки механизм блокировки должен перемещаться четко без заеданийПри изгибе рычага 29, толкающего шток блокировки, выправить рычагОсмотреть контакты контактных мостиков Зачистить (загладить) поверхность контактов. Зачистка наждачной бумагой не допускается.Поверхность контактов должна быть гладкой, без заусенцев, забоинПри невозможности устранить подгары и оплавления, контактные мостики заменить. Замерить толщину напаек контактов, мм Чертежный размер 1,05 — 1,2, допускаемый при выпуске из ремонта ТР-3 0,5 – 1,2при несоответствии заменитьПроверить зазор (разрыв), провал и нажатие блокировочных контактов, мм Зазор : «А»Чертежный размер 4 – 5, допускаемый при выпуске из ремонта ТР-3 4 – 5Провал : «В» и «С»Чертежный размер 2 – 3, допускаемый при выпуске из ремонта ТР-3 2 – 3Нажатие :Контактное нажатие на один мостик при провале 2 мм должно быть 0,17 — 0,19 кгс,при несоответствии отрегулировать. После ремонта блокировку испытать:— между каждым левым и правым неподвижными контактами при разомкнутых контактах;— между подвижными контактами и металлическим кронштейном, к которому крепится блокировка;— между соседними неподвижными контактами Испытательное напряжение 1500В переменного тока частотой 50Гц в течение 1 минуты;— для новой блокировки 2000В переменного тока частотой 50Гц в течение 1 минутыОсмотр и ремонт пружин (после обнаружения бракованных деталей переместить их в изолятор брака)Снятые с контакторов пружины проверить на соответствие чертежам Пружины с трещинами, изломами или потерявшие упругие свойства заменить. Осмотр и ремонт гибких соединений (шунтов) — (после обнаружения бракованных деталей переместить их в изолятор брака)Осмотреть гибкие соединения (шунты) Проверить целостность шунтов, качество пайки провода в наконечниках.При обрыве жил проводов до 10% сечения провода заправить так чтобы свободные концы плотно прилегали к целым жилам, затем пропаять. При обрыве жил более 10% сечения шунты заменить.Зачистить наконечники шунтов стеклянной шлифовальной шкуркой Контактная поверхность наконечников должна быть чистой, гладкой, не иметь черновин, непролуженных мест и наплывов припоя.Гибкие соединения (шунты) имеющие следы перегрева заменитьПролудить контактные поверхности наконечников шунтов Пролудить поверхности предварительно обезжирив. Осмотр и ремонт силовых контактов (после обнаружения бракованных деталей переместить их в изолятор брака)Снять силовые контакты, осмотреть на целостность, проверить состояние резьбы в отверстиях Трещины контактов не допускаются, небольшие оплавления обработать напильником, неисправные контакты заменитьИзмерить толщину подвижного и неподвижного контактов, высоту неподвижного контакта, мм Толщина главных контактов:— подвижных :Чертежный размер 8, допускаемый при выпуске из ремонта ТР-3 6 – 8,2,— неподвижных :Чертежный размер 6, допускаемый при выпуске из ремонта ТР-3 4,5 – 6,Высота неподвижного контакта, измеренная от сферической поверхности до основания :Чертежный размер 23, допускаемый при выпуске из ремонта ТР-3 20 – 23. Измерить линию касания контактов Не менее 80% от ширины контактов,При несоответствии обработать напильником, зачистить поверхность контакта шкуркойОсмотр и ремонт деталей контактора (после обнаружения бракованных деталей переместить их в изолятор брака)Якорь осмотреть, отремонтировать При наличии трещин, износа резьбы, износа трущихся поверхностей якорь заменить.При наличии деформаций якорь выправить по линейке до чертежных размеров. Скобу 26, 28, 31 осмотреть, отремонтировать При наличии трещин, износа резьбы, износа трущихся поверхностей скобу заменить.При наличии деформаций скобу выправить по линейке до чертежных размеров. Кронштейн 22 осмотреть, отремонтировать При наличии трещин, сколов, прожогов, износа трущихся поверхностей кронштейн заменить.При наличии деформаций кронштейн выправить по линейке до чертежных размеров. Камеру дугогасительную 8 осмотреть, отремонтироватьКамеру дугогасительную очистить от загрязнений, копоти Продуть камеру сжатым воздухом 0,6 МПаПротереть камеру техническими салфеткамиКамеру дугогасительную отремонтировать При наличии трещин, сколов, прожогов, износа стенок более 25%, камеру разобрать, негодные детали заменить.Наплывы металла зачистить шкуркой. Сборка контакторовСобрать сборочные единицы, входящие в состав контактора в порядке, обратном разборке В процессе сборки контактора необходимо производить контроль качества их сборки.Сборочные единицы должны быть собраны и окрашены согласно требованиям, указанным в чертежах, и проверены.Трущиеся узлы и детали смазатьСобрать узлы дугогасительных катушек 9, для чего выводы катушек 9 соединить болтами М6 и припаять к кронштейнам 7 припоем МФ9 (если при разборке контактора вывод катушки был отсоединен от кронштейна) Не допускаются наплывы припоя в местах сопряжения кронштейна 7 с неподвижным контактом 11Вставить внутрь дугогасительных катушек сердечники 42 с шайбами изоляционными 43 и гильзами 44Установить неподвижный контакт со скобой 10, предназначенной для удерживания дугогасительной камеры, в выемку кронштейна 7, закрепить болтом М6. Собрать узел неподвижного контакта 11 :— установить на основание 5 кронштейн 7, с неподвижным контактом и дугогасительной катушкой 9, закрепить кронштейн 7 двумя болтами М6;— закрепить катушку 9 к основанию 5 крючком 3 с помощью винта М5 с гайками;— установить на основание 5 скобу 31, закрепив ее к основанию болтом М6 и кронштейну 7 винтом М6;— установить на основание 5 шины 1, закрепить каждую шину двумя винтами М5.Собрать магнитную систему контактора :— установить на якорь 27 планку 32 и кронштейн 17, закрепив их восемью болтами М6х20 поз.34;— установить на скобу 28 катушку 24 с сердечником 47, завернуть в сердечник болт 23;— установить на скобу 28 планку 20 с прокладками 21;— установить якорь 27 с кронштейном 17 в прорезь скобы 28;— поставить на скобу 28 скобы 26. После сборки обеспечить свободный проворот якоря на призме с зазором не более 0,3 мм в направлении, перпендикулярном оси призмы и поперечным перемещением якоря вдоль планки 20 не более 1 мм. При повороте якорь должен плотно прилегать к полюсному наконечнику При этом допускается зазор не более 0,5 мм со стороны оси вращения якоря.Зазор с противоположной стороны не допускается. Установить подвижный контакт 12 в окно кронштейна 17, подсоединить к контакту 12 и шине 1 гибкое соединение (шунт) 13, закрепив шунт болтами.Установить в кронштейн 17 шип 16 и пружину 14Собрать узел блокировки :— укрепить блокировку низковольтную электрическую к кронштейну 22;— вставить в кронштейн 22 рычаг 29 привода блокировки 18 и удерживающий рычаг пружину 30Установить кронштейн 22 с блокировкой 18 на скобу 28, закрепить его четырьмя болтами М6, вставив между кронштейном 22 и якорем 27 пружину 19Надеть дугогасительные камеры, завернув гайки-барашки М6.Проверить качество сборки контактора Якорь должен легко поворачиваться на призме.Магнитная и контактная система не должна иметь перекосов, заеданий.Гибкие соединения (шунты) не должны задевать за подвижные части контактора. Проверка и регулировка контакторовОтрегулировать раствор контактов «А», мм Чертежный размер 13 – 17, допускаемый при выпуске из ремонта ТР-3 13 – 19,Регулируется в отключенном положении контактора установкой пластин 21 под планку 20, а так же припиловкой планки 20Отрегулировать провал контактов «В», мм Чертежный размер 3 – 4, допускаемый при выпуске из ремонта ТР-3 2 – 4Регулируется установкой прокладок 2 под основание 5Отрегулировать начальное нажатие контактов Нажатие главных контактов1,3 – 1,9 кгс,Величина нажатия определяется динамометром в момент трогания полоски бумаги.Регулировку нажатия производить установкой шайб 15 под пружину 14. Проверить линию касания контактов по отпечатку через копировальную бумагу Линия касания контактов должна быть не менее 80% рабочей ширины контактовДля обеспечения допускается припиловка контактовПроверить поперечное смещение контактов, мм Допускаемый при выпуске из ремонта ТР-3 не более 1,0Проверить зазор между контактами одной пары при касании контактов другой пары Зазор не более 0,5 мм регулировать поворотом планки 32, несущей кронштейн 17 подвижного контактаПроверить величину рабочего хода блокировки Рабочий ход штока блокировки должен бытьЧертежный размер 6 – 8, допускаемый при выпуске из ремонта ТР-3 6 – 8,Регулировку производить перемещением блокировки вдоль своей осиПроверить отсутствие жесткого удара рычага 29 по штоку блокировки Свободный ход штока при выключенном контакторе должен быть не менее 1 мм. Проверка работы контактораУстановить контактор на стенд А68.000.00.Проверить включение контактора при пониженном (30В) и номинальном (50В) напряжении в цепи включающей катушки Контактор должен гарантированно срабатывать при пониженном (30В) и номинальном (50В) напряжении без заеданий и остановок в промежуточном положении, обеспечивая четкое включение и отключение главных и блокировочных контактов.При снятии с катушки напряжения контактор должен четко отключаться.Если контактор не включается, следует произвести регулировку изменением воздушного зазора под якорем путем установки прокладок 21 под планку 20. После регулировки контактора зафиксировать регулировочные винты и нанести контрольные риски красной эмальюИспытание контакторовПроверить сопротивление изоляции контактора Между соединенными главными контактами и скобой 28 магнитной системы :Между разомкнутыми главными контактами :Между соседними главными контактами :— для нового контакторане менее 10 МОм,— при выпуске с ТР-3не менее 4 МОм. 15.1. Проверить сопротивление изоляции контактора Между соединенными выводами катушки 24, соединенными блокировочными контактами и скобой 27 магнитной системы :— для нового контакторане менее 10 МОм,— при выпуске с ТР-3не менее 0,6 МОм. Мегаомметр 500В Слесарь-электрик по ремонту эл.оборудования ИОТ-ТЧР-34-04315.2. Испытать электрическую прочность изоляции контактора Между соединенными главными контактами и скобой 27 магнитной системы :Между разомкнутыми главными контактами :Между соседними главными контактами :— для нового контактора2000В 50Гц в течение 1 мин— при выпуске с ТР-31500В 50Гц в течение 1 мин Стенд испытания электрической прочности изоляции электроаппаратов А1823 — « — ИОТ-ТЧР-34-043 ИОТ-ТЧР-34-038. Испытать электрическую прочность изоляции контактора Между соединенными выводами катушки 24, соединенными блокировочными контактами и скобой 27 магнитной системы :— для нового контактора1500В 50Гц в течение 1 мин— при выпуске с ТР-31200В 50Гц в течение 1 мин. Автор публикации 1 014 1 014 счастье где-то рядом... 37 летКомментарии: 79Публикации: 1532Регистрация: 17-05-2015 Граф Достижение получено 09.07.2018Титул Графа +500руб на личный счет xn--1-htbf.xn--p1ai Ремонт электропневматического контактора - часть 2Изоляционный стержень очищают от копоти и пыли техническими салфетками, смоченными спиртом или бензином. Поверхностную изоляцию с трещинами, сколами, прожогами или поврежденную на глубину, равную 1/3 ее толщины, снимают полностью или частично. Если оставшиеся слои изоляции удовлетворяет всем требованиям, то вдоль повреждения полосами нарезают и накладывают заготовки из формовочного миканита и пропитанной бакелитом в бумаге. После накатки на стержень накладывают бандаж из киперной ленты и пропитывают его глифталиевым лаком. Затем стержень помещают в полость специальной пресс формы, опресовывают на гидравлическом прессе, запекают, образовавшиеся неровности зачищают стеклянной бумагой и дважды покрывают эмалью ГФ-92-ХК. Осмотр и контроль электропневматического контактора: Пневматический привод разбирают, все детали промывают в бензине и осматривают. Внутреннею поверхность цилиндра при наличии на нем рисок шлифуют, при износе по диаметру более 0,5мм заменяют или восстанавливают хромированием. Новые и годные старые манжеты прожировывают, резиновые манжеты промывают в горячей воде, а через каждые три года заменяют. При сборке приводы манжеты и внутренние поверхности цилиндра смазывают маслом МВП или смазкой ЖТ-72, ЖТКЗ-65. После сборки привода проверяют его на возможную утечку воздуха. Утечки воздуха устраняют. Втулки с разработанным отверстием в контактодержателе, якоре распрессовывают и устанавливают новые. Оси и валики очищают от грязи, окалины, подгаров, оцинковывают и вперед постановкой в аппарат смазывают. Изоляционные планки и панели оснований, рычаги, стойки должны иметь глянцевую поверхность или быть окрашены эмалью ГФ-92-ХК. Изоляционные детали с трещинами заменяют. Пружины снимают и проверяют по основным размерам. Пружины со следами ржавчины оцинковывают и выдерживают в печи при температуре 200 градусов в течение 1 часа. Пружины с трещинами или не соответствующие характеристике заменяют. Кабельный наконечник и дистанционная перегородка должна быть прочно стянута медными трубками между стенками. Выработку паза кабельного наконечника наплавляют латунью Л-62. Места крепления подводящих проводов обслуживают припоем ПОС-40, а образовавшиеся неровности зачищают напильником. 5. Технология ремонта (замена, способ восстановление) Техническое обслуживание ТО –2: Производится внешний осмотр аппаратов. Проверяется отсутствие повреждений аппаратов, состояние контактов, блокировок крепежных деталей. Оплавленные контакты должны быть зачищены или заменены. Проверяется четкостьработы аппаратов при подаче питания. Аппараты должны переключаться без задержки в промежуточном положении. Текущий ремонт ТР – 1: Проверяется крепление аппаратов и их деталей, отсутствие трещин. Снимаются дугогасительные камеры. Аппараты очищаются от пыли, грязи и подгаров. Дугогасительные камеры осматриваются, проверяется прочность болтовых соединений, камеры очищаются от металлического налета и копоти. Изношенные детали камер из асбоцемента разрешается ремонтировать с применением специальной смазки или вставок из термодугостойких материалов. Проверяется состояние разъемных силовых и вспомогательных контактов. Обожженные, оплавленные или окислившиеся контактные поверхности контактов обрабатываются при помощи напильников с мелкой насечкой и шлифовальной шкуркой с сохранением профиля контактов. Мелкие оплавления деталей зачищаются с использованием стеклянного полотна, крупные - при помощи личного напильника. Толщина, раствор, провал, смещение и нажатие силовых и вспомогательных контактов должны соответствовать техническим требованиям чертежей и нормам допусков и износов. Проверяется четкость срабатывания, отсутствие заеданий в подвижных частях аппаратов и прочность их крепления. Текущий ремонт ТР -2: При текущем ремонте ТР -2 должны быть выполнены все работы предусмотренные текущим ремонтом ТР -1. Текущий ремонт ТР-3: При текущем ремонте ТР -3 электропневматические контакторы полностью разбирают. Снимают дугогасительную камеру, блокировочные колодки с кронштейном и рычагом, изоляционную тягу, верхний и нижний кронштейны, пневматический привод. Кронштейны и рычаги контактора осматривают. Разработанные отверстия в них заваривают и обрабатывают согласно чертежным размером, Допускается рассверливать эти отверстия до большого диаметра, с установкой в них бронзовых втулок. Изношенные втулки заменяют новыми. Трещины в дугогасительном роге неподвижного кронштейна разделывают и заваривают газовой сваркой, а профиль рога проверяют специальным шаблоном. В случае наличия на нем подгара или обгорания, дефектное место наплавляют латунью. Металлические прокладки под болты, крепящие кронштейны, не должны иметь острых краев и заусенцев, которые могут явиться причиной нарушения или пробоя изоляции стержня. Такие прокладки ремонтируют или заменяют. Допускается восстановление дефектной поверхности рога по длине напайкой медно-вольфрамового наконечника. Замена и способ восстановления деталей электропневматического контактора: Контакты с выработкой рабочей поверхности более чем на 2мм заменяют новыми, изготовленными из профильной меди. Заменят и контакты контакторов, если толщина напайки их контактов менее 0,5мм. Подлежат замене также и контакты, толщина которых у пятки менее 5мм. Подгары на контактах зачищают бархатным напильником, снимая возможно меньший слой, метала и не изменяя профиля контакта. Контакты с металлокерамическими напайками зачищают металлическими пластинами или стеклянной бумагой, а напайки с износом более 1мм перепаивают. Дугогасительные катушки с оплавлением более 3% площади их сечения восстанавливают на плавкой меди. Поврежденную изоляцию на концах катушки заменяют. Места заклепочных соединений концов дугогасительной катушки припаивают припоем ПСР-45 или латунью Л-63, наконечник катушки облуживают припоем ПОС-40. Проверяют изоляцию сердечников относительно дугогасительного рога или неподвижного кронштейна. Пружины контактора проверяют на исправность и соответствие их характеристикам. Изоляционную втулку, устанавливаемую между катушкой и сердечником, осматривают, и если на ней будут обнаружены следы пробоя или подгары, или если ее сопротивление окажется менее 10МОм, то втулку заменяют. Дугогасительные камеры разбирают. Стенки и перегородки очищают на дробеструйной установки или специальном приспособлением закрепленной на нем механической щеткой, вставляемым в патрон сверлильного станка. Небольшие подгары перегородок и стенок заделывают смесью, состоящий из равных долей гипсового порошка и асбестового волокна, или эпоксидном компаундом. Поверхность, подлежащий восстановлению, очищают от нагаров и копоти наждачным полотном или металлической щеткой, тщательно промывают ацетоном, а затем поврежденное место заполняют компаундом. После полного отвердения компаунда восстановленную поверхность обрабатывают напильником и зачищают наждачным полотном. Асбоцементные стенки и перегородки гигроскопичны, поэтому после окончательной обработки их подвергают сушки и пропитке. Стенки перегородки с трещинами и прогарами глубиной более 1/4 их толщины подлежат замене. Изоляцию полюсов камер со сколами и трещинами заменяют. Изоляционной стержень очищают от копоти и пыли техническими салфетки, смоченными спиртом или бензином. Поверхностную изоляцию с трещинами, сколами, прожогами или поврежденную Ра глубину, равную 1/3 ее толщины, снимают полностью или частично. Если оставшиеся слои изоляции удовлетворяет всем требованиям, то вдоль повреждения полосами нарезают и накладывают заготовки из формовочного миканита и пропитанной бакелитом в бумаге. После накатки на стержень накладывают бандаж из киперной ленты и пропитывают его глифталиевым лаком. Затем стержень помещают в полость специальной пресс формы, опресовывают на гидравлическом прессе, запекают, образовавшиеся неровности зачищают стеклянной бумагой и дважды покрывают эмалью ГФ-92-ХК. Пневматический привод разбирают, все детали промывают в бензине и осматривают. Внутреннею поверхность цилиндра при наличие на нем рисок шлифуют, при износе по диаметру более 0,5мм заменяют или восстанавливают хромированием. Новые и годные старые манжеты прожировывают, резиновые манжеты промывают в горячей воде, а через каждые три года заменяют. При сборке приводы манжеты и внутренние поверхности цилиндра смазывают маслом МВП или смазкой ЖТ-72, ЖТКЗ-65. После сборки привода проверяют его на возможную утечку воздуха. Утечки воздуха устраняют. Блокировочные колодки с выработкой глубиной более 1ммремонтируют установкой на заклепках фибровых вставок. Применьшой глубине выработки дефект устраняют, запиливая личнымнапильником.Недостаточную длину линии касания блокировочных контактов восстанавливают взаимной притиркой пальцев. Нажатие блок-контактов регулируют подгибом кронштейна держателя. Блок-контакты, не обеспечивающие требуемого нажатия из-за утери своих упругих свойств, а также с износом более 1 мм, заменяют. Места изоляции с механическими повреждениями зачищают и покрывают эмалью ГФ-92-ХК. Неисправные наконечники перепаивают, ремонтируют или заменяют неисправные шунты, заменяют дефектный крепеж и пружины с трещинами, изломами или утратившие упругость. Сборка электропневматического контактора выполняется в последовательности, обратной его разборки. На изоляционной стержень контактора устанавливают кронштейн с рычагом неподвижного контакта, дугогасительный рог с неподвижным контактом и закрепляют его. Устанавливают пневматический привод и валиком соединения изоляционную тягу штока с рычагом подвижного контакта. На крышке цилиндра укрепляют электропневматический вентиль и монтируют блокировочное устройство. После сборки проверяют контактор на соответствие техническим требованием. Раствор контактора проверяют с помощью шаблона, а регулируют перемещением кронштейнов на стержне контактора. Взаимное смещение контактов должно быть не более 2 мм, а линия касания не менее 80% их ширины. Возможный люфт рычажной системы и перекос блокировочной колодки устраняют. Проверяют работу пневматического привода и герметичность вентиля, для чего заполняют резервуар сжатым воздухом под давлением 0,65 МПа и, следя за показанием манометра, убеждаются в герметичности вентиля. Разрешается проверить герметичность с помощью мыльного раствора. В этом случае допускается появление мыльных пузырей, если они удерживаются и не разрываются не менее чем за 10с. mirznanii.com Методическая разработка урока «Ремонт пневматических контакторов»Пояснительная записка Урок производственного обучения «Ремонт пневматических контакторов» входит в профессиональный цикл профессии «Машинист локомотива» темы программы ПМ.01 ПП.01 «Техническое обслуживание и ремонт локомотива». Методическая разработка урока составлена с учетом требований специалистов ПАО «НЛМК» к выпускнику Липецкого политехнического техникума. Методическая разработка урока производственного обучения является составной частью учебной практики для подготовки квалифицированных рабочих. Производственное обучение как часть учебного процесса состоит из обучающей деятельности «урок – инструктирование» и учебной деятельности «урок – упражнение». Главными и основными целями изучения данной темы являются: 1. Формирование у студентов практических умений при ремонте пневматических контакторов; 2. Ознакомление студентов с устройством пневматических контакторов, проверкой и ремонтом пневматических контакторов; 3. Воспитание у студентов чувства ответственного отношения к труду и профессиональной этике; 4. Продолжение формирования активной жизненной позиции, осознание потребности в труде, бережное отношение к инструментам и оборудованию; 5. Внимательное соблюдение правил техники безопасности; 6. Развитие у студентов памяти, умение сравнивать, анализировать, способность логически мыслить, умение контролировать свои действия, умение решать проблемные ситуации; 7. Систематическое развитие учебно-производственной самостоятельности, навыков и привычек самоконтроля. В результате изучения данной темы студент должен: Иметь представление: - О квалификационных требованиях к рабочим, овладевающих данной профессией. Знать: - Охрану труда перед началом работы, вовремя работы и по окончании работы; - Назначение, устройство и принцип действия пневматических контакторов; - Порядок ремонта пневматических контакторов; - Технологический процесс ремонта тепловозов в объеме выполняемых им работ; - Инструкция по охране труда, эксплуатации испытательных стендов, измерительных приборов приспособлений, используемых им при техническом обслуживании и ремонте тепловозов; - Структуру ремонтного цикла; - Основные положения и правила ремонта; - Возможные неисправности и ремонт пневматических контакторов; - Порядок ремонта и способы их устранения. Уметь: - Соблюдать правила внутреннего трудового распорядка, установленный режим труда и отдыха и трудовую дисциплину; - Выполнять работу по ремонту пневматических контакторов; - Выявлять неисправности при ремонте пневматических контакторов. Урок «Ремонт пневматических контакторов» рассчитан на 6 часов. Для закрепления текущего инструктажа проводятся тренировочные упражнения в локомотивном цехе УЖДТ с целью выявления неисправностей при ремонте пневматических контакторов и способы их устранения с наставниками и мастерами участков, а так же соблюдение правил охраны труда перед началом работы, вовремя работы и по окончании работы. Устройство и принцип действия пневматических контакторов Пневматические контакторы ПК предназначены для переключения силовых цепей электровоза. Контакторы ПК-14 — ПК-19, ПК-21 — ПК-26 используют для включения резисторов ослабления возбуждения тяговых двигателей. Контакторы ПК-56, ПК-84 — ПК-89 и ПК-96 — ПК-101 применяют в качестве линейных контакторов. Технические данные и технические требования приведены в табл. 1 и 2. Конструкция и принцип действия. По конструкции контакторы всех типов аналогичны, отличаются они наличием системы дугогашения, дугогасительными камерами, а ПК-96 — ПК-Ю1, кроме разрывных контактов, имеют еще главные. Все детали и узлы контакторов собраны на изолированном металлическом стержне 4. Основные узлы следующие: кронштейн 9 неподвижных контактов, кронштейн 5 подвижных контактов, пневматический привод 2, дугогасительная камера 10 и тяга 3. На кронштейне 9 неподвижного контакта расположены главный неподвижный контакт 8, разрывной контакт 12 и дугогасительная катушка . Кронштейн 5 подвижного контакта шарнирно соединен с рычагом 6, несущим контакты главный подвижной 7 и разрывной 13. Главные контакты выполнены из металлокерамики марки СОК-15 и рассчитаны на длительное прохождение силового тока. Разрывные контакты имеют напайки из металлокерамики марки МВ-70 и предназначены для коммутации силового тока. Пневматический привод состоит из цилиндра, включающей пружины, поршня с уплотнительной резиновой манжетой и электромагнитного включающего вентиля. При подаче питания на катушку электромагнитного вентиля или включении его вручную с помощью кнопки сжатый воздух поступает в цилиндр, перемещает поршень, приводя в действие подвижную систему контактора. При этом происходит замыкание силовых контактов и переключение. Рис. 1 Пневматический контактор ПК-14 1-катушка вентеля;2-пневматический привод;3-тяга;4-изолированный металлический стержень;5-кронштейн;6-рычаг;7-подвижный контакт;8-неподвижный контакт;9-кронштейн
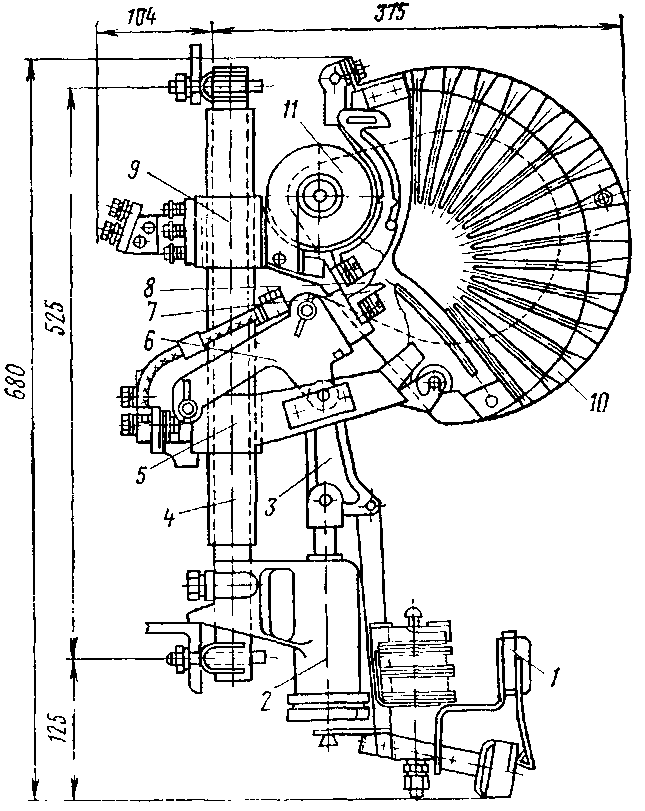
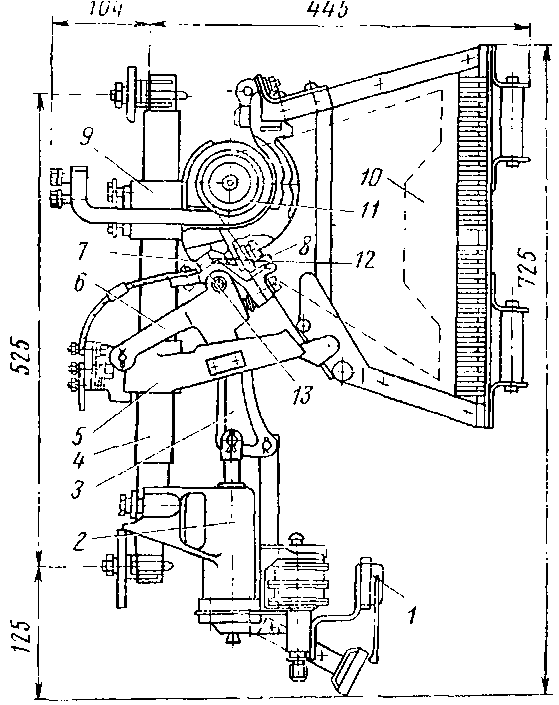
Рис. 2 Пневматический контактор ПК-21 1-катушка вентеля;2-пневматический привод;3-тяга;4-изолированный металлический стержень;5-кронштейн;6-рычаг;7-подвижный контакт; 8-неподвижный контакт;9-кронштейн; 10-дугогасительная камера; 11-дугогасительная катушка Рис. 3 Пневматический контактор ПК-96 1-катушка вентеля;2-пневматический привод;3-тяга;4-изолированный металлический стержень;5-кронштейн;6-рычаг;7-подвижный контакт; 8-неподвижный контакт;9-кронштейн; 10-дугогасительная камера; 11-дугогасительная катушка ;12,13-разрывной контакт Таблица 1 Значение показателей для пневматических контакторов Таб. 1 Таблица 2 Технические показатели пневматических контакторов Таб. 2 ПоказателиЗначения показателей ПК-17,ПК 19, ПК 21-ПК-26 ПК 50 ПК-81,ПК-86» ПК-96, ПК-101 Раствор контактов, мм 24-27 24-27 24-27 Не менее 23 Начальное контактное на жатие, кгс (па динамометре) 2,9-4,2 2,9-4,2 2,9-4,2 3-4 Конечное контактное нажатие при давлении сжатого воздуха 5 кгс/, не менее, кгс (на динамометре) 23 23 23 Не менее 15 Контактное нажатие блокировочных пальцев, кгс 1-2,5 1-2,5 1-2,5 1-2,5 Наименьшее давление сжатого воздуха при котором аппарат должен четко работать кгс/ 3,75 3,75 3,75 3,75 Испытательное давление сжатого воздуха дляпро верки привода на утечку, кгс/ 6,75 6,75 6,75 6,75 Напряжение переменного тока частотой 50 Гц в течение 1 мин для испытания изоляции силовой цепи 9500 7800 11000 9000 В: относительно земли между разомкнутыми кон тактами 9500 6600 9500 4800 То же для цепей управления, В 1500 1500 1500 1500 Провал контактов для всех типов контакторов должен составлять 10—12 мм (> ПК 96 — ПК-101 для разрывных контактов), контролировать его следует шаблоном 13±Г в указанном месте. 2. У контакторов ПК 96— ПК-101 раствор главных контактов в момент касания разрывных должен I быть не менее 7 мм 3. В графе для контакторов ПК-96—-ПК 101 цифры в числителе соответствуют главным контактам, в знаменателе — разрывным. 1. В контакторах ПК-96 — ПК-101 первыми замыкаются разрывные контакты, а затем — главные. Начальное и конечное нажатия разрывных контактов осуществляются контактной пружиной, а нажатие главных —давлением сжатого воздуха. После прекращения питания катушки вентиля (или отпускании кнопки) сжатый воздух выходит из цилиндра через корпус вентиля, и поршень под действием включающей пружины возвращает подвижную систему контакторов в исходное положение. Контакторы ПК-14 — ПК-19, ПК-21 - ПК-26, ПК-56 и ПК-84 -ПК-89 имеют одну пару силовых контактов, выполненных из профильной меди марки МТ. Начальное нажатие контактов осуществляется контактной пружиной, а конечное — давлением сжатого воздуха. Рис. 4 Варианты исполнения привода (I—VI) I-ПК-14-19;II-ПК-21-26;III-ПК-56;IV-84-89; V-ПК-96;VI-ПК-101 После выбора провала контактов кронштейн, несущий подвижной контакт, доходит до упора рычага, осуществляя жесткую передачу усилия от привода к контактам. Контакторы ПК-21 — ПК.-26 имеют лабиринтно-щелевые камеры, контакторы ПК-84 —ПК-89, ПК-56, ПК-96 —ПК-101 — однощелевые с пламегасительной решеткой и шунтирующим резистором. Дугогасительные камеры выполнены из дугостойкого материала КМК-218. Контакторы ПК-14 — ПК-19 не имеют системы дугогашения. По способу подачи воздуха к приводу и наличию электрической блокировки контакторы ПК-14 — ПК-19, ПК-21 — ПК-26 и ПК-84 — ПК-89 имеют по шесть исполнений (рис. 5). Исполнения приводов приведены в табл. 3, а обозначения блок-кон тактов — в табл. 4. На пневматических контакторах ПК-96 — ПК-101 установлен электромагнитный включающий вентиль, имеющий дросселирующее калибровочное отверстие; через это отверстие сжатый воздух плавно поступает в цилиндр привода, в результате чего контакты и другие подвижные детали при включении не воспринимают ударных нагрузок. Это позволило повысить механическую износоустойчивость контактора.
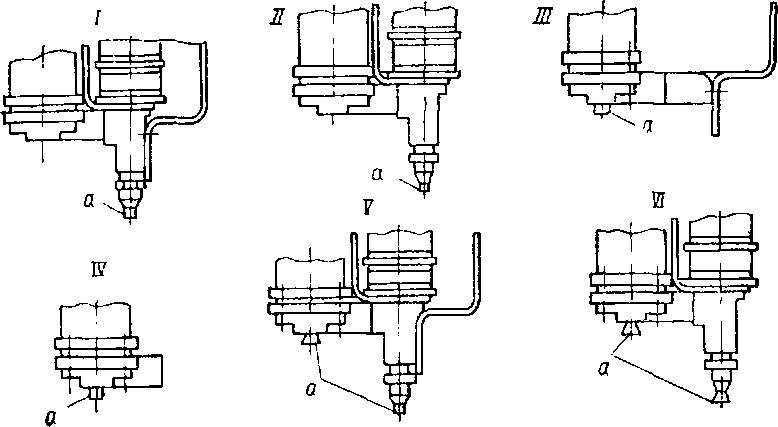
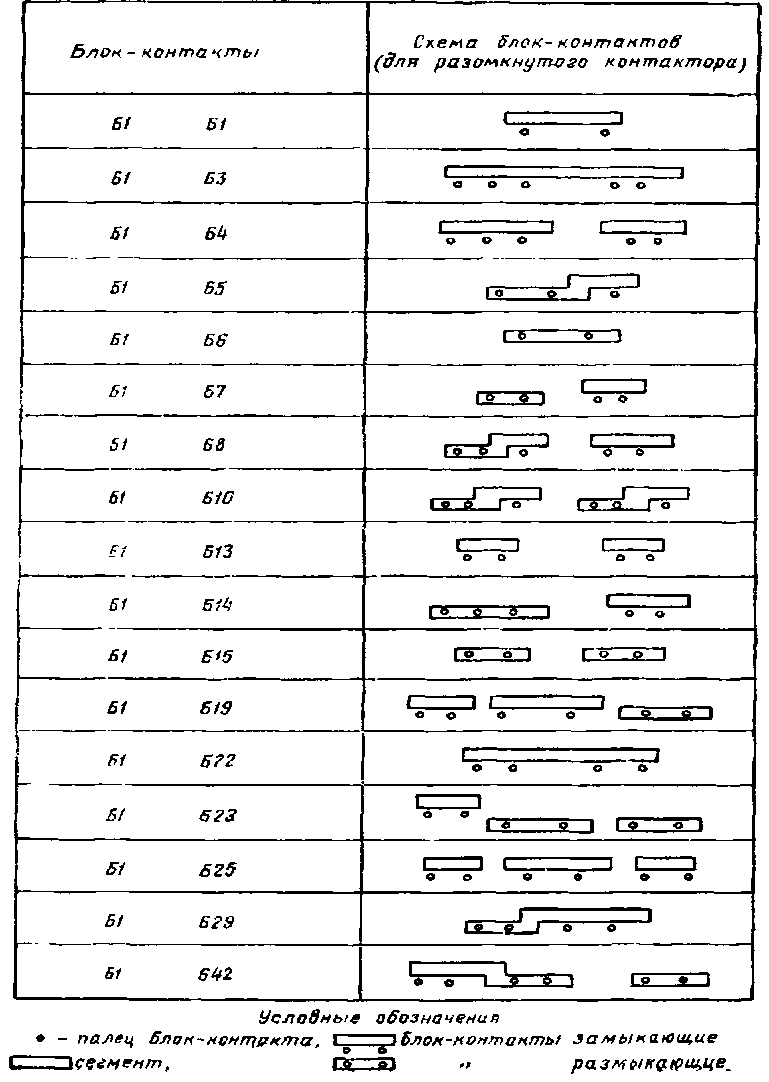
Рис. 5. Обозначение на схеме узла дросселирующего устройства вентиля Калибровочное отверстие диаметром 1,5 А5 выполнено в латунной втулке , ввинченной в штуцер электромагнитного вентиля Диаметр отверстия выбран оптимальным. Уход в эксплуатации В эксплуатации для обеспечения надежной работы пневматических контакторов периодически в зависимости от конкретных условий необходимо производить осмотр контакторов. При осмотре контактор очистить от пыли и загрязнений, проверить целостность изоляции стержней, надежность всех винтовых соединений, при необходимости их подтянуть. Детали, имеющие повреждения, заменить новыми. Контактное устройство. Необходимо внимательно следить за состоянием контактного устройства и регулярно его осматривать. При осмотре контактов необходимо убедиться в отсутствии перекосов в контактной системе. Если контакты из меди сильно обгорели, их необходимо зачистить бархатным или личным напильником. При зачистке надо стараться снять возможно меньше металла и следит за тем, чтобы не изменить профиль (радиус закругления) подвижных и неподвижных контактов. После зачистки контакты протереть чистой ветошью. Контакты всегда должны быть сухими. Смазывать контакты недопустимо. У контакторов ПК-96— ПК-101 обратить внимание на состояние главных контактов, оплавление их свидетельствует о ненормальной работе контакторов. Контакты с напайками из металлокерамики в процессе работы в зачистке не нуждаются. У контакторов ПК-96 — ПК-101 разрывные контакты подлежат замене, если износ каждой напайки достиг 1 мм; главные контакты подлежат замене, если напайки износились полностью, Для остальных ПК разрывные контакты подлежат замене, если они износились до половины. После замены контактов проверить линию касания их, которая должна быть не менее 80% ширины контакта. При этом допускается подпилка контактов. Гибкие соединения, имеющие обрыв жил свыше 20% сечения, заменить новыми. Проверка данных регулирования контактного устройства. Раствор контактов, провал и нажатие на контактах являются основными параметрами, поэтому подлежат периодической проверке. В табл. 2 приведены основные данные для новых контактов. По мере износа контактов провал уменьшается, а раствор увеличивается. Допустимые износы оговорены выше. Предельный раствор на 8 мм больше указанного в табл. 2. По мере износа контактора конечное нажатие остается практически неизменным. Проверять его нужно при замкнутых контактах и давлении сжатого воздуха в цилиндре привода 5 кгс/. Отсчет по динамометру производить в момент свободного передвижения полоски бумаги. Для контакторов ПК-96, ПК-101 нажатие проверяют для главных контактов. Начальное нажатие не следует производить при разомкнутых контактах, замеряя его так же, как конечное. Дугогасительная камера При эксплуатации необходимо следить, чтобы дугогасительная камера была укреплена, а контакты не касались ее стенок. Со стенок дугогасительных камер необходимо периодически удалять брызги расплавленного металла и копоть. Камеры, поломанные и выгоревшие до половины толщины стенок, следует заменить новыми. Блок-контакты Блок-контакты особого ухода не требуют. Износ контактных пластин допускается до 1 мм, износ контактных пальцев до половины их толщины. Периодически необходимо производить разборку и осмотр пневматического привода. Детали привода очищать от старой смазки. Резиновые манжеты промывать в теплой воде. Стенки цилиндра и резиновые манжеты смазывать только смазкой ЦИАТИМ-201 ГОСТ 6207—74. Смазочное кольцо пропитать в масле МВП ГОСТ 1805—51 в течение 12 ч. При установке манжеты на поршень рекомендуется пользоваться коническим приспособлением. После сборки привода проверить его на утечку сжатого воздуха по ГОСТ 9219—75. Если будет наблюдаться утечка воздуха, много кратным включением и выключением вручную электропневматического вентиля в течение 1—2 мин провести приработку привода. Если и в этом случае утечка не будет устранена, проверить состояние рабочей поверхности манжеты и при необходимости заменить ее новой. После замены узлов и деталей контактор проверить на соответствие техническим требованиям. Хранить контакторы и запасные части необходимо в закрытых складских помещениях с относительной влажностью не выше 70% при температуре не ниже 10° С.
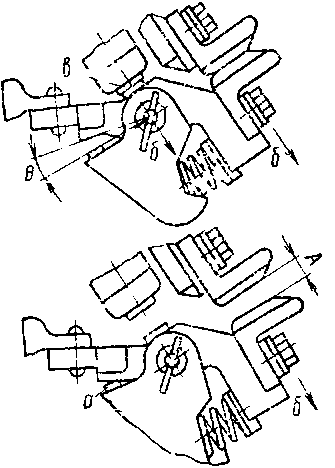
Рис. 7 Проверка параметров контактного устройства контактора ПК-96 а-место подкладки бумаги для проверки начального нажатия разрывных контактов; б-место приложения динамометра; в-место нажатия прокладки бумаги для проверки нажатия главных контактов. Технология ремонта пневматических контакторов На ТР-3 работы удобно выполнять на специальных стендах(рис.6), имеющих подвод воздуха и постоянного тока напряжением, регулируемым от 0 до 50 В, для испытания отремонтированных аппаратов. На таком стенде каждый контактор устанавливают в гнездо, позволяющее быстро закрепить стойку и свободно поворачивать аппарат в горизонтальной плоскости при разборке и сборке.
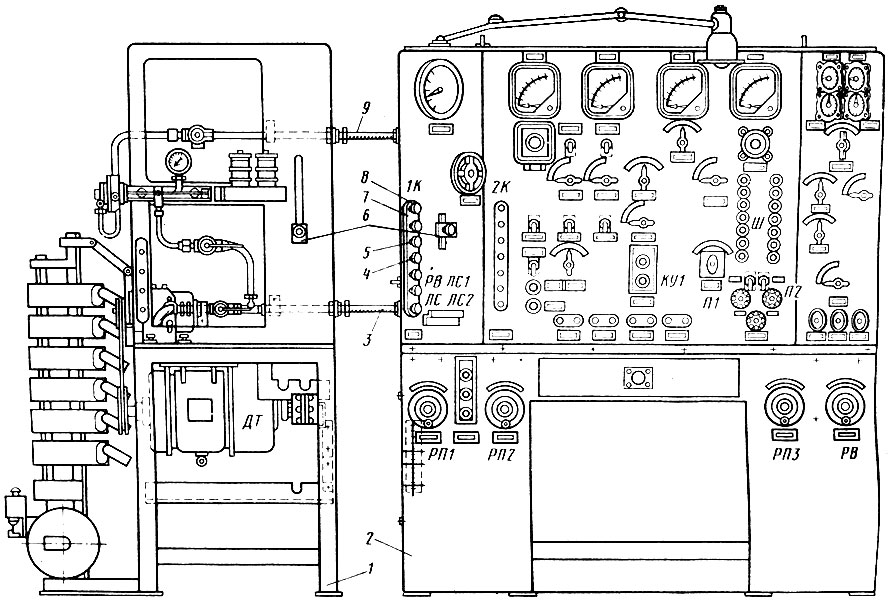
Рис.6Стенд для проверки и регулировки пневматических контакторов: 1 - секция для проверки и регулировки электропневматических аппаратоа; 2 - секция для проверки и настройки электромагнитных аппаратов; 3, 9 - пневматическая магистраль; 4, 5, 7, 8 - зажимы для подключения катушек аппаратов; 6 - зажимы; РП1, РП2, РП3, РВ - регулировочные резисторы; 1Л, 2Л - рейки; РВ, ЛС - зажимы для подключения контактов аппаратов; ЛС1, ЛС2 - сигнальные лампы; П1, П2 - штепельные разъемы для подключения контактов регулятора напряжения ТРН-1А; Ш - контрольные лампы Одной из первых операций является снятие пневматического привода. После снятия привода кронштейны и другие детали неподвижного и подвижного контактов очищают от загрязнений и нагаров металлической щеткой, а затем салфетками. Изоляционные стойки контактора и дугогасительные катушки протирают салфетками, смоченными бензином, а затем сухими. После очистки проверяют состояние всех основных и крепежных деталей. Используя лупу, убеждаются в отсутствии трещин.Наиболее часто трещины можно обнаружить в изоляционном покрытии стоек, в дугогасительных рогах (особенно в месте крепления неподвижного контакта), в перемычках шунтов. Если по результатам состояния электропневматического или электромагнитного контактора не нужно менять изоляцию несущего стержня, выполнять наплавочные работы у кронштейнов, пайку контактных соединений дугогасительной катушки или другие работы, требующие основательной разборки аппарата, то TP-3 контактора обычно делают без снятия кронштейнов подвижного и неподвижного контактов. При ремонте с разборкой верхний кронштейн снимают вместе с дугогасительной катушкой. Для этого снимают запорные шайбы, ослабляют торцовые болты и сдвигают кронштейн неподвижного контакта с изолированного стержня, постукивая по нему молотком. Аналогично снимают нижний кронштейн с подвижными деталями и, если требуется, разбирают подвижную систему, расшплинтовав и вынув валики.Трещины, обнаруженные в кронштейнах или других латунных деталях контакторов, разделывают и заваривают газовой сваркой, используя для присадки листовую латунь, а в качестве флюса – буру. Предварительно всю деталь прогревают в пламени газовой а после окончания сварочных работ погружают в золу или сухой песок. Такие меры предосторожности позволяют предупредить появление новых трещин в теле детали и сварочном шве при ее резком охлаждении. После остывания детали сварочный шов зачищают напильником заподлицо. Качество сварки проверяют легкими ударами молотка. Газовую сварку используют также для заплавки отверстий с сорванной или изношенной резьбой. После заплавки их вновь рассверливают и нарезают новую резьбу. Проверяя состояние узла неподвижного контакта, обязательно зачищают плоскость соприкосновения кронштейна и силового контакта. Убеждаются в том, что вывод дугогасительной катушки плотно соединен с выводом контактора. При ослаблении контакта между ними высверливают и выбивают заклепки. Также поступают при смене дугогасительной катушки, когда в ней обнаружены неустраняемые ремонтом повреждения, например, сильное оплавление витков или трещины в них. Плоскости соприкосновения выводов катушки и контактора зачищают металлической щеткой, лудят припоем ПОСу 40-0,5 и скрепляют новыми заклепками. Пользуясь отверткой, разводят витки дугогасительной катушки так, чтобы они не касались друг друга и не подходили к дугогасительному рогу ближе чем на 2 мм. Вывод дугогасительной катушки, имеющий обгоревшую или порванную изоляцию, очищают и изолируют вновь слоем электроизоляционного картона ЭВ и двумя слоями тафтяной ленты. Сверху ленту покрывают лаком БТ-99. Изоляция катушки должна быть монолитной, хорошо проклеенной. Подсоединив мегаомметр на 2500 В к полюсу сердечника дугогасительной катушки и ее выводу, измеряют сопротивление изоляции. У исправной катушки оно не может быть менее 3 Мом. Чтобы восстановить изоляцию или сменить изломанные фланцы, сердечник катушки расклепывают, снимают фланцы, изоляционные шайбы и изоляционную трубку. В зависимости от характера повреждения ставят новые фланцы, шайбы или втулку, после чего сердечник заклепывают. Собирая неподвижный контакт, надежно закрепляют все детали. При осмотре узла подвижного контакта убеждаются в отсутствии трещин в кронштейне, держателе, рычаге и валиках. Отбраковывают валики и ось тяги привода, имеющие износ по диаметру более 0,24 мм. Убеждаются в плотной посадке втулок в кронштейне, рычаге и держателе. При ослаблении вытачивают новую втулку с большим наружным диаметром. Предварительно устраняют разверткой овальность отверстия под втулку.К выпуску из ТР-3 могут быть допущены контакторы ПК, у которых зазоры между валиками, осью тяги и отверстиями втулок находятся в пределах 0,02—0,6 мм. Суммарное перемещение подвижного контакта по вертикали из-за слабины в валиках должно быть не более 2,5 мм. Притирающие пружины подвижных контактов, работающие на сжатие, воспринимают нагрузку на торцовые витки. От выполнения этих витков в немалой степени зависит надежная посадка на рабочем месте и правильная работа пружин. Поэтому при постановке новых или отремонтированных пружин сжатия (что также относится к пружинам пневматического привода) их торцовые витки опиливают так, чтобы опорные поверхности были плоскими и перпендикулярными к оси пружины. К шунту подвижного контакта предъявляются обычные требования. Изоляционную тягу из пластмассы АГ-4В заменяют при наличии трещин, сильных повреждений поверхностей и несоответствии требуемым размерам отверстий. Диаметры отверстий должны составлять 14,5—15,0 и 7,5—8,0 мм. При наличии на поверхности изоляционной тяги царапин, рисок и небольших поджогов поврежденные места шлифуют мелкой шлифовальной шкуркой, а затем покрывают лаком ФЛ-98. Чтобы обеспечить плотность соединения с рогом дугогасительной камеры, расстояние у горловины прижима на нижнем неподвижном кронштейне устанавливают равным 10 мм. По мере необходимости ремонтируют или заменяют рычаги, валики и втулки блокировочного механизма Б-1Б. Отверстия под валики с износом более 0,2 мм заваривают и вновь просверливают. Поврежденные и изношенные больше нормы контактные пальцы и сегменты заменяют новыми. Толщина сегментов не должна быть менее 3 мм, а толщина пальцев у контактной поверхности — менее 0,7 мм. Поверхность скольжения контактных пальцев обрабатывают на станке или запиливают вручную так, чтобы не было резких переходов от сегмента к изоляционной поверхности. Новый сегмент хорошо пригоняют по месту и надежно закрепляют шурупами. При выработке гнезда для шурупов его рассверливают, затем в отверстие забивают пробку, смазанную эмалью ГФ-92-ХК или НЦ-929, и ввертывают новый шуруп. Если выработана изоляционная поверхность сегментодержателя, его либо заменяют новым, либо, сняв верхний слой, наращивают на шурупах прокладкой из фибры или текстолита толщиной 2 мм. В собранном механизме блокировочные пальцы при любом положении блок-контактов должны отстоять от края сегментов не менее чем на 3 мм с учетом свободного хода из-за наличия зазоров. Состояние изолирующего покрытия несущих стержней (изоляционных стоек или панелей) контакторов проверяют так же, как и при текущих ремонтах меньшего объема. При разборке аппарата стержень, исправный или имеющий незначительные повреждения изоляционной поверхности, покрывают ровным слоем эмали ГФ-92-ХС (красного цвета) или НЦ-929 в зависимости от того, какой эмалью он был покрыт ранее. При больших дефектах поверхностного слоя его зачищают ножом или напильником, затем шлифуют мелкозернистым стеклянным полотном, продувают сжатым воздухом и окрашивают эмалью в два слоя. Стержень, имеющий повреждение изоляции более чем на половину ее толщины, заменяют При меньшем повреждении, то есть на глубину 1 —1,5 мм, поврежденное место очищают острым ножом до слюды, полого срезают края на длине 15—20 мм. Затем очищенное место покрывают бакелитовым лаком и ровными слоями наматывают миканитовую ленту с перекрытием 1/2 ширины, промазывая ее лаком.Последний слой наматывают с таким же перекрытием киперной лентой и после длительной сушки окрашивают отремонтированную изоляцию ровными слоями ной изоляционной эмали. Перед постановкой на контактор отремонтированных деталей полезно проверить надежность крепления всех узлов, не снимавшихся с аппарата. Сборку полностью разобранного электропневматического контактора начинают обычно с постановки нижнего кронштейна на изоляционную стойку. Под торцовые болты кронштейна подкладывают металлическую прокладку, чтобы не повредить изоляцию. Затем двумя болтами укрепляют на стойке пневматическую часть. В соответствии с нормами допусков подбирают по отверстиям втулок диаметры валиков. Перед сборкой шарниров валики промазывают смазкой ЦИАТИМ-201. Особое внимание уделяют подбору валика, соединяющего подвижной рычаг с нижним кронштейном. Валик плотно вводят в отверстие кронштейна, т. е. зазор между валиком и втулками рычага подбирают соответствующим нижнему пределу допуска.Вслед за пневматической частью устанавливают на стойку верхний кронштейн. Первоначально все основные узлы на стойку монтируют в соответствии с установочными размерами, а затем закрепляют их в таком состоянии, чтобы раскрытие силовых контактов было в пределах 24—27 мм. Учитывая возможность увеличения раскрытия контактов во время эксплуатации из-за их износа, стремятся при сборке установить раскрытие ближе к нижнему пределу. Если оставить большое раскрытие контактов при установке верхнего кронштейна, то расстояние между валиком и болтом для крепления дугогасительной камеры может оказаться чрезмерно большим и ее нельзя будет надеть на контактор.К установке на контактор ПК допускают силовые контакты, имеющие толщину у пятки в пределах 5,0—10,2 мм. При этом обязательно убеждаются в отсутствии трещин в контактах. Провал силовых контактов контакторов ПК должен составлять 10—12 мм, а их конечное нажатие должно быть не менее 270 Н (27 кгс). Необходимо учитывать, что по мере износа контактов их провал и нажатие уменьшаются.После сборки блокировочного механизма проверяют работу блок-контактов. Ослабив крепление контакторных пальцев, перемещают и закрепляют их на новом месте так, чтобы в фиксированном положении контактора контакты правильно располагались относительно сегментов и не находились на головках винтов. Нажатие блок-контактов должно составлять 10—25 Н (1,0—2,5 кгс).Сборку контактора заканчивают постановкой гибких шунтов и замковых шайб на торцовые болты кронштейнов. Проверяют надежность крепления всех валиков шайбами и шплинтами. Шплинты должны соответствовать отверстию в валике и быть разведенными не менее чем на половину диаметра валика. Перед установкой контакторов на тепловозе в раму, на которой их закрепляют, осматривают и убеждаются в отсутствии повреждений и трещин. После установки контакторов полезно обезжирить все изоляционные поверхности протиранием салфетками, увлажненными бензином, а затем сухими. В завершение убеждаются в четкой работе аппарата и отсутствии помех сначала путем нажатия рукой на грибок вентиля, а затем путем подачи минимального напряжения на его катушки. Все подвижные части контакторов должны перемещаться свободно, без заеданий. Между ними и дугогасительной камерой должен быть зазор не менее 1 мм. Запирающий механизм должен надежно фиксировать дугогасительную камеру, а ее полюсы должны плотно касаться полюсов дугогасительной катушки контактора. Список литературы
Содержание
Управление образования и науки Липецкой области Государственное областное бюджетное Профессиональное образовательное учреждение «ЛИПЕЦКИЙ ПОЛИТЕХНИЧЕСКИЙ ТЕХНИКУМ» (ГОБПОУ «ЛПТ») МЕТОДИЧЕСКАЯ РАЗРАБОТКА УРОКА ПРОИЗВОДСТВЕННОГО ОБУЧЕНИЯ по теме: «Ремонт пневматических контакторов» по профессии 23.01.09 Машинист локомотива Выполнил мастер п/о Кудряшова Е.А. Липецк 2016г. УтверждаюСт. мастер ЛПТ_____ А.В. Кузнецов Планурока производственного обученияпо профессии «Машинист локомотива» ПП. 01 ПМ. 01 «Техническое обслуживание и ремонт локомотива» Тема урока: Ремонт пневматических контакторов.Тип урока: Урок-инструктирование, урок-упражнение.Вид урока: Урок по изучению трудовых приемов и операций.Методы изучений: Наглядные, практические, словесные.Цели урока:Образовательная: ознакомить студентов с неисправностями при ремонте пневматических контакторов, научить их выделять дефекты и производить ремонт.Воспитательная: воспитать у студентов чувство ответственного отношения к труду, профессиональную этику, продолжать формирование активной жизненной позиции, осознанной потребностей в труде, бережное отношение к инструменту и оборудованию, внимательность в соблюдении правил техники безопасности, чувство гордости за свою профессию.Развивающая: развивать у студентов память, умение сравнивать, анализировать, способность логически мыслить, умение контролировать свои действия, умение решать проблемные ситуации. Методическая: формирование практических умений при ремонте пневматических контакторов;Материально-техническое оснащение: плакаты, раздаточный материал, детали т пневматических контакторов.Методы проведения урока:1) Репродуктивный метод2) Метод демонстрации3) Метод показа трудовых приемовОрганизация и ход урока:1. Организационная часть:1.1 проверка посещаемости студентов1.2 проверка внешнего вида студентов1.3 организация внимания и готовности студентов к уроку2. Вводный инструктаж:2.1 сообщение темы и целей урока2.2 мотивация к изучению темы2.3 актуализация опорных знаний3. Объяснение нового материала:3.1 охрана труда при выполнении ремонтных работ3.2 назначение, устройство и принцип действия пневматических контакторов 3.3 порядок ремонта пневматических контакторов 3.4 способы устранения при ремонте пневматических контакторов 3.5 возможные неисправности пневматических контакторов 4. Закрепление материала вводного инструктажа.4.1 охрана труда при выполнении ремонтных работ4.2 показать и рассказать порядок ремонта пневматических контакторов 4.3 перечислить характерные неисправности пневматических контакторов 5. Текущий инструктаж:5.1 самостоятельная работа студентов, т.е. отработка практических упражнений и навыков на рабочих местах5.2 обход рабочих мест студентов с целью проверки организации рабочих мест и правильности выполнения работ, соблюдении правил охраны труда, а также контроля качества выполнения заданий5.3 прием и проверка работ6. Заключительный инструктаж:6.1 сообщение о достижении целей урока6.2 анализ и самоанализ выполнения производственных работ каждого студента6.3 разбор наиболее характерных ошибок в работе и причины их вызвавшие6.4 сообщение оценок за урок6.5 задание на дом: В.П. Иванов «Технология ремонта тепловозов» Мастер производственного обучения Кудряшова Е.А. Заключение Методическая разработка урока производственного обучения «Ремонт пневматических контакторов» является составной частью учебного процесса подготовки квалифицированных рабочих. На уроке присутствовало 26 студентов в группе 13-7 по профессии «Машинист локомотива», которые получили соответствующие оценки: «5» - Терновой Филипп, Титов Никита, Баранов Артем, Кузьмин Денис, Иноземцев Руслан, Мандрыкин Иван. «4» - Анисимов Николай, Арсланов Амир, Алин Юрий, Гаврилюк Сергей, Жеребцов Иван, Жиряков Владислав, Козлов Сергей, Колокольников Дмитрий, Леньшин Павел, Маточкин Дмитрий, Сотников Никита, Степин Евгений, Печерский Евгений, Печерский Дмитрий, Папочкин Андрей, Прохоров Максим, Клименко Александр, Штанин Максим, Нежданов Андрей, Смирнов Александр. Научились: 1) выполнять ремонт пневматических контакторов; 2) выявлять неисправности, способы определения и устранения пневматических контакторов; 3) разбирать характерные ошибки в работе и причины их вызвавшие. Методическая разработка урока позволяет студенту системно интегрироваться в учебный процесс, не относиться к своей профессии индифферентно. Практические навыки, получаемые студентами укрепляют их уверенность в условиях реальной работы, позволяют им анализировать и проводить аналогии при ремонте пневматических контакторов. Разработка позволяет студентам мыслить техническими критериями, сопоставлять и анализировать возможные технические неисправности. infourok.ru Электромагнитные контакторы - Школа для электрика: устройство, монтаж, наладка, эксплуатация и ремонт электрооборудованияЭлектромагнитные контакторы Контакторы – это аппараты дистанционного действия, предназначенные для частых включений и отключений силовых электрических цепей при нормальных режимах работы. Электромагнитный контактор представляет собой электрический аппарат, предназначенный для коммутации силовых электрических цепей. Замыкание или размыкание контактов контактора осуществляется чаще всего с помощью электромагнитного привода. Классификация электромагнитных контакторов Общепромышленные контакторы классифицируются:
Контакторы также различаются по роду присоединения проводников главной цепи и цепи управления, способу монтажа, виду присоединения внешних проводников и т.п. Указанные признаки находят отражение в типе контактора, который присвоен предприятием-изготовителем. Нормальная работа контакторов допускается
Конструкция электромагнитных контакторов Контактор состоит из следующих основных узлов: главных контактов, дугогасительной системы, электромагнитной системы, вспомогательных контактов. Главные контакты осуществляю замыкание и размыкание силовой цепи. Они должны быть рассчитаны на длительное проведение номинального тока и на производство большого числа включений и отключений при большой их частоте. Нормальным считают положение контактов, когда втягивающая катушка контактора не обтекается током и освобождены все имеющиеся механические защелки. Главные контакты могут выполняться рычажного и мостикового типа. Рычажные контакты предполагают поворотную подвижную систему, мостиковые – прямоходовую. Дугогасительные камеры контакторов постоянного тока построены на принципе гашения электрической дуги поперечным магнитным полем в камерах с продольными щелями. Магнитное поле в подавляюще большинстве конструкций возбуждается последовательно включенной с контактами дугогасительной катушкой. Дугогасительная система обеспечивает гашение электрической дуги, которая возникает при размыкании главных контактов. Способы гашения дуги и конструкции дугогасительных систем определяются родом тока главной цепи и режимом работы контактора. Электромагнитная система контактора обеспечивает дистанционное управление контактором, т. е. включение и отключение. Конструкция системы определяется родом тока и цепи управления контактора и его кинематической схемой. Электромагнитная система состоит из сердечника, якоря, катушки и крепежных деталей. Электромагнитная система контактора может рассчитываться на включение якоря и удержание его в замкнутом положении или только на включение якоря. Удержание же его в замкнутом положении в этом случае осуществляется защелкой. Отключение контактора происходит после обесточивания катушки под действием отключающей пружины, или собственного веса подвижной системы, но чаще пружины.
Вспомогательные контакты. Производят переключения в цепях управления контактора, а также в цепях блокировки и сигнализации. Они рассчитаны на длительное проведение тока не более 20 А, и отключение тока не более 5 А. Контакты выполняются как замыкающие, так и размыкающие, в подавляющем большинстве случаев мостикового типа. Контакторы переменного тока выполняются с дугогасительными камерами с деионной решеткой. При возникновении дуга движется на решетку, разбивается на ряд мелких дуг и в момент перехода тока через ноль гаснет. Электрические схемы контакторов. состоящие из функциональных токопроводящих элементов (катушки управления, главных и вспомогательных контактов), в большинстве случаев имеют стандартный вид и отличаются лишь количеством и видом контактов и катушек. Важными параметрами контактора являются номинальные рабочие ток и напряжения. Номинальный ток контактора - это ток, который определяется условиями нагрева главной цепи при отсутствии включения или отключения контактора. Причем, контактор способен выдержать этот ток три замкнутых главных контактах в течение 8 часов, а превышение температуры различных его частей не должно быть больше допустимой величины. При повторно-кратковременном режиме работы аппарата часто пользуются понятием допустимого эквивалентного тока длительного режима. Напряжение главной цепи контактора - наибольшее номинальное напряжение, для работы при котором предназначен контактор. Если номинальные ток и напряжения контактора определяют для него максимально-допустимые условия применения в длительном режиме работы, то номинальные рабочий ток и рабочее напряжение определяются данными условиями эксплуатации. Так, номинальный рабочий ток - ток, который определяет применение контактора в данных условиях, установленных предприятием-изготовителем в зависимости от номинального рабочего напряжения, номинального режима работы, категории применения, типоисполнения и условий эксплуатации. А номинальное рабочее напряжение равно напряжению сети, в которой в данных условиях может работать контактор. Контакторы должны выбираться по следующим основным техническим параметрам: 1) по назначению и области применения; 2) по категории применения; 3) по величине механической и коммутационной износостойкости; 4) по числу и исполнению главных и вспомогательных контактов; 5) по роду тока и величинам номинального напряжения и тока главной цепи; 6) по номинальному напряжению и потребляемой мощности включающих катушек; 7) по режиму работы; 8) по климатическому исполнению и категории размещения. Контакторы постоянного тока предназначены для коммутации цепей постоянного тока и, как правило, приводятся в действие электромагнитом постоянного тока. Контакторы переменного тока предназначены для коммутации цепей переменного тока. Электромагниты этих цепей могут быть как переменного, так и постоянного тока. Контакторы постоянного тока.
Контакторы серии КПД 100Е предназначены для коммутирования главных цепей и цепей управления электроприводом постоянного тока напряжением до 220В. Контакторы выпускаются на номинальные токи от 25 до 250 А. Контакторы серии КПВ 600 предназначены для коммутации главных цепей электроприводов постоянного тока. Контакторы этой серии имеют два исполнения: с одним замыкающим главным контактом (КПВ 600) и с одним размыкающим главным контактом (КПВ 620). Управление контакторами осуществляется от сети постоянного тока. Контакторы выпускаются на номинальные токи от 100 до 630 А. Контактор на ток 100 А имеет массу 5,5 кг, на 630 А – 30 кг. Контакторы переменного тока. КТ6000, КТ7000 КТ (КТП) - Х1 Х2 Х3 Х4 С Х5 Х1 - номер серии, 60, 70. Х2 - величина контактора: 0, 1, 2, 3, 4, 5, 6. Х3 - число полюсов: 2, 3, 4, 5. Х4 - дополнительное значение специфических особенностей сери: Б - модернизированные контакты; А - повышенная коммутационная способность при напряжении 660В. С - контакты с металлокерамическими накладками на основе серебра. Отсутствие буквы означает, что контакты медные. Х5 - климатическое исполнение: У3, УХЛ, Т3. Контаткторы переменного тока строятся, как правило, трехполюсными с замыкающими главными контактами. Электромагнитные системы выполняются шихтованными, т. е. набранными из отдельных изолированных друг от друга пластин толщиной до 1 мм. Катушки низкоомные с малым числом витков. Основную часть сопротивления катушки составляет ее индуктивное сопротивлние, которое зависит от величины зазора. Поэтому ток в катушке контактора переменного тока при разомкнутой системе в 5-10 раз превышает ток при замкнутой магнитной системе. Электромагнитная система контакторов переменного тока имеет короткозамкнутый виток на сердечнике для устранения гудения и вибрации.
Трехполюсный контактор типа КТ на ток 400 А: а — общий вид (без дугогасительной камеры у первого полюса), б — электромагнит, в — контакты и дугогасительная камера, 1 — панель, 2 — вал подвижных контактов и якоря, 3 — блок-контакты, 4 — главный подвижный контакт, 5 — неподвижный контакт, Б - дуготаеительные камеры: 7 - сердечник электромагнита, 8 — якорь, 9 — катушка электромагнита, 10 — держатель якоря, 11 — размыкающиеся блок-контакты, 12 — ярмо сердечника, 13— коротко-замкнутый виток, 14 — пластины дугогасительной камеры, 15 — контактная пружина, 16 — держатель подвижного контакта, 17 — гибкая связь. В отличии от контакторов постоянного тока режим включения контакторов переменного тока более тяжел, чем режим отключения из за пускового тока асинхронных электродвигателей с короткозамкнутым ротором. Кроме этого наличие дребезга контактов при включении приводит в этих условиях к большому износу контактов. Поэтому борьба с дребезгом при включении здесь приобретает первостепенное значение. Статьи и схемы Полезное для электрика Моя профессия электрик http://electricalschool.info legkoe-delo.ru | ||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
||||||||||||||||||
|
|
||||||||||||||||||
|
 Если контакты обгорели или, если на поверхности их образовались капельки меди (корольки), то поверхность необходимо слегка зачистить, стараясь снять возможно меньше меди. При этом радиус закругления неподвижного контакта не должен изменяться.
Если контакты обгорели или, если на поверхности их образовались капельки меди (корольки), то поверхность необходимо слегка зачистить, стараясь снять возможно меньше меди. При этом радиус закругления неподвижного контакта не должен изменяться. При поджатом к сердечнику якоре полоска папирусной бумаги не должна передвигаться между крайними полюсами. Если поверхность соприкасается менее 60-70%, то сердечник нуждается в подгонке. Шабровку надо производить вдоль слоев шихтовки и при этом нельзя снимать большого слоя, так как может уменьшиться необходимый зазор между средними выступами магнитопровода. Втягивающий электромагнит создает при работе легкий шум, подобный гудению трансформатора. Сильное гудение может быть вызвано неисправностью магнитной системы или ослаблением затяжки винтов.
При поджатом к сердечнику якоре полоска папирусной бумаги не должна передвигаться между крайними полюсами. Если поверхность соприкасается менее 60-70%, то сердечник нуждается в подгонке. Шабровку надо производить вдоль слоев шихтовки и при этом нельзя снимать большого слоя, так как может уменьшиться необходимый зазор между средними выступами магнитопровода. Втягивающий электромагнит создает при работе легкий шум, подобный гудению трансформатора. Сильное гудение может быть вызвано неисправностью магнитной системы или ослаблением затяжки винтов.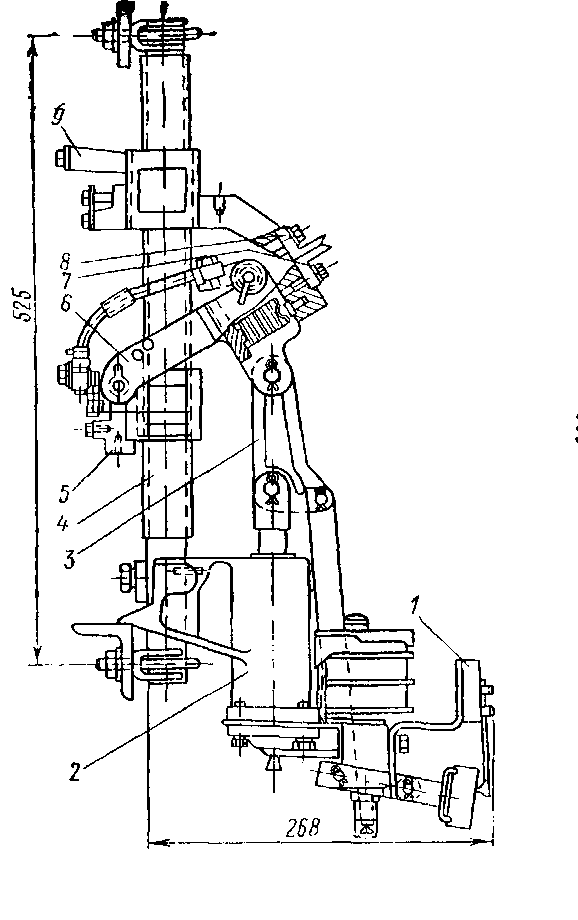
 Выпускаемые промышленностью серии электромагнитных контакторов рассчитаны на применение в разных климатических поясах, работу в различных условиях, определяемых местом размещения при эксплуатации, механическими воздействиями и взрывоопасностью окружающей среды и, как правило, не имеют специальной защиты от прикосновений и внешних воздействий.
Выпускаемые промышленностью серии электромагнитных контакторов рассчитаны на применение в разных климатических поясах, работу в различных условиях, определяемых местом размещения при эксплуатации, механическими воздействиями и взрывоопасностью окружающей среды и, как правило, не имеют специальной защиты от прикосновений и внешних воздействий.
 В настоящее время применение контакторов постоянного тока и соответственно новые их разработки их поэтому сокращаются. Контакторы постоянного тока выпускаются в основном на напряжение 22 и 440 В. токи до 630 А. однополюсные и двухполюсные.
В настоящее время применение контакторов постоянного тока и соответственно новые их разработки их поэтому сокращаются. Контакторы постоянного тока выпускаются в основном на напряжение 22 и 440 В. токи до 630 А. однополюсные и двухполюсные.







