способ изготовления трубчатой оболочки ротора винтового забойного двигателя. Оболочка ротораспособ изготовления трубчатой оболочки ротора винтового забойного двигателя - патент РФ 2187616Изобретение относится к технике для бурения нефтяных и газовых скважин, а именно к способам изготовления трубчатой оболочки роторов винтовых забойных двигателей. Сущность изобретения заключается в том, что формообразование винтовых зубьев на трубчатой оболочке осуществляется воздействием на наружную поверхность трубчатой заготовки давления текучей среды с использованием формующего элемента с наружными винтовыми зубьями, при этом перед извлечением формующего элемента из отформованной трубчатой оболочки ротора в зазор между ними вводят смазку под давлением для расширения трубчатой оболочки. Изобретение обеспечивает облегчение извлечения формующего элемента из отформованной трубчатой оболочки ротора и повышение долговечности формующего элемента. 1 з.п.ф-лы, 4 ил. Изобретение относится к технике для бурения нефтяных и газовых скважин, а именно к способам изготовления трубчатой оболочки роторов винтовых забойных двигателей, предназначенных для бурения нефтяных и газовых скважин. Изобретение может также использоваться для изготовления роторов винтовых насосов для добычи нефти и перекачивания жидкости, а также для изготовления роторов винтовых гидромашин общего назначения. Известен способ изготовления трубчатой оболочки ротора винтового забойного двигателя (патент СССР 1218740, М.кл. Е 21 В 4/02, опубл. 20.01.2000 г. ). Способ включает формообразование винтовых зубьев на трубчатой оболочке воздействием давления текущей среды на наружную поверхность трубчатой заготовки, внутри которой установлен формующий элемент с наружными винтовыми зубьями, который после штамповки извлекается из трубчатой оболочки. При формообразовании винтовых зубьев трубчатой оболочки в контакте наружных винтовых зубьев формующего элемента и внутренней поверхности трубчатой заготовки винтовых зубьев трубчатой оболочки развиваются высокие контактные напряжения. При этом технологическая смазка, которой покрывается формующий элемент перед штамповкой, выдавливается из зоны контакта, следствием чего являются повышенные силы трения, которые необходимо преодолеть при извлечении формующего элемента из трубчатой оболочки, в результате чего происходит "схватывание" материалов формующего элемента и трубчатой оболочки с последующим задиром их винтовых зубьев. Указанные недостатки частично устранены в известном способе изготовления трубчатой оболочки ротора винтового забойного двигателя (патент СССР 1688615, М. кл. Е 21 В 4/02, опубл. 10.07.2000 г.), включающем формообразование поверхности трубчатой оболочки воздействием на трубчатую заготовку давления текучей среды с использованием формующего элемента с винтовыми зубьями, причем внутрь трубчатой заготовки перед размещением ее на формующем элементе вводят на всю длину и по всей внутренней поверхности, подлежащей деформированию, фольгу из пластичного антифрикционного материала. На практике в качестве пластичного антифрикционного материала использовалась медная фольга, которая уменьшала силы трения при извлечении формующего элемента из трубчатой оболочки. Использование медной фольги позволило несколько облегчить извлечение формующего элемента из трубчатой оболочки и увеличить его долговечность. Однако медная фольга, подвергающаяся высоким контактным нагрузкам, не исключает опасности появления задиров на зубьях формующего элемента. Как показала практика, иногда при извлечении формующего элемента из трубчатой оболочки ротора медная фольга разрывается и истирается на сопряженных поверхностях, что приводит к задирам поверхности формующего элемента, нагреву трубчатой оболочки ротора и формующего элемента. Указанные недостатки проявляются в особенности при изготовлении многошаговых трубчатых оболочек ротора, а также при изготовлении трубчатых оболочек ротора, имеющих уменьшенный шаг винтовых зубьев. Задачей настоящего изобретения является устранение недостатков известного способа, облегчение извлечения формующего элемента из отформованной трубчатой оболочки ротора и повышение долговечности формующего элемента. Поставленная задача решается тем, что в известном способе изготовления трубчатой оболочки ротора винтового забойного двигателя, включающем формообразование винтовых зубьев на трубчатой оболочке воздействием на наружную поверхность трубчатой заготовки давления текучей среды с использованием формующего элемента с наружными винтовыми зубьями и извлечение формующего элемента из трубчатой оболочки, согласно изобретению перед извлечением формующего элемента из отформованной трубчатой оболочки ротора в зазор между ними вводят смазку под давлением для расширения трубчатой оболочки. Другим отличием является то, что смазку в зазор между формующим элементом и отформованной трубчатой оболочкой ротора вводят под давлением, обеспечивающим расширение трубчатой оболочки в пределах ее упругой деформации. При введении смазки под давлением в зазор между трубчатой оболочкой и формующим элементом для расширения трубчатой оболочки происходит увеличение наружного диаметра трубчатой оболочки, при этом смазка проникает в зазор между отформованной трубчатой оболочкой и формующим элементом, за счет чего облегчается извлечение формующего элемента. Когда после снятия давления смазки отформованная трубчатая оболочка под действием упругих деформаций принимает уменьшенный (прежний) размер, смазка сохраняется в зазоре между отформованной трубчатой оболочкой и формующим элементом. За счет этого облегчается извлечение формующего элемента из отформованной трубчатой оболочки, оно осуществляется с приложением меньшего осевого усилия, при этом устраняются задиры на формующем элементе. Предложенный способ изготовления трубчатой оболочки ротора винтового забойного двигателя поясняется чертежами. На фиг. 1 представлена в продольном разрезе часть устройства для реализации способа до проведения гидроштамповки; на фиг.2 приведен поперечный разрез по сечению А-А фиг.1; на фиг.3 показана часть устройства для реализации способа после осуществления гидроштамповки; на фиг.4 приведен поперечный разрез по сечению В-В фиг.3. Для реализации способа изготовления трубчатой оболочки ротора осуществляют сборку устройства. На формующий элемент 1 (фиг. 1, 2) устанавливают трубчатую заготовку 2, центрирующие втулки 3 и закрепляют их гайками 4 по концевым резьбам 5 формующего элемента 1. Центрирующие втулки 3 уплотнены по шейкам формующего элемента 1 и концевым участкам трубчатой заготовки 2 уплотнительными резиновыми кольцами 6 и 7. В формующем элементе 1 выполнен осевой канал 8 и радиальное отверстия 9, которое выходит во впадину 10 зуба 11 формующего элемента 1. Способ изготовления трубчатой оболочки реализуется следующим образом. Формующий элемент 1 с установленными на нем трубчатой заготовкой 2, центрирующими втулками 3 и гайками 4 ввводится внутрь корпуса гидроштампа (не показан), уплотняется и закрепляется в нем. В герметизированную полость корпуса гидроштампа подают текучую среду под высоким давлением, которое воздействует на наружную поверхность трубчатой заготовки 2. В результате происходит формообразование винтовых зубьев 12 на трубчатой оболочке ротора 13 (фиг. 3, 4), при этом воздух из полости между формующим элементом 1 и трубчатой заготовкой 2 выходит через отверстия 8 и 9. По окончании процесса гидроштамповки перед извлечением формующего элемента 1 из отформованной трубчатой оболочки ротора 13 в зазор между ними вводят смазку под давлением через осевое 8 и радиальное 9 отверстия формующего элемента 1. Трубчатая оболочка ротора 13 расширяется в пределах упругой деформации, при этом образуются заполненные смазкой зазоры между зубьями 11 формующего элемента 1 и внутренней поверхностью трубчатой оболочки ротора 13. После сброса давления смазки трубчатая оболочка ротора 13 под действием сил упругости материала возвращается к первоначальным размерам, но слой смазки в зоне контакта формующего элемента 1 и трубчатой оболочки ротора 13 сохраняется. Поэтому извлечение формующего элемента 1 из трубчатой оболочки ротора 13 происходит при пониженном осевом усилии и без задиров на винтовых зубьях 11 формующего элемента 1. Пример. Для изготовления трубчатой оболочки ротора использовалась трубчатая заготовка диаметром 57 мм с толщиной стенки 3,5 мм из коррозионно-стойкой стали 12Х18Н10Т. Гидроштамповка осуществлялась при давлении текучей среды 250 МПа. После гидроштамповки в зазор между наружной поверхностью формующего элемента 1 и внутренней поверхностью отформованной трубчатой оболочкой ротора 13 вводилась смазка (масло индустриальное) при давлении 20 МПа, при этом диаметр трубчатой оболочки ротора 13 увеличился на 0,1 мм. После снятия давления диаметр трубчатой оболочки ротора 13 вернулся к первоначальному значению, то есть трубчатая оболочка ротора 13 расширялась в пределах упругой деформации. Извлечение формующего элемента 1 из трубчатой оболочки ротора 13 происходило при уменьшенных в 2 раза тяговых усилиях (50 кН) и без повреждений формующего элемента 1 и трубчатой оболочки ротора 13. Таким образом, за счет введения смазки под давлением в зазор между трубчатой оболочкой ротора 13 и формующим элементом 1 обеспечивается значительное уменьшение необходимых для разборки осевых усилий, облегчается извлечение формующего элемента 1 из отформованной трубчатой оболочки ротора 13, исключаются задиры на формующем элементе 1, повышается производительность процесса изготовления трубчатой оболочки ротора 13 винтового забойного двигателя и снижаются затраты.ФОРМУЛА ИЗОБРЕТЕНИЯ1. Способ изготовления трубчатой оболочки ротора винтового забойного двигателя, включающий формообразование винтовых зубьев на трубчатой оболочке воздействием на наружную поверхность трубчатой заготовки давления текучей среды с использованием формующего элемента с наружными винтовыми зубьями и извлечение формующего элемента из трубчатой оболочки, отличающийся тем, что перед извлечением формующего элемента из отформованной трубчатой оболочки ротора в зазор между ними вводят смазку под давлением для расширения трубчатой оболочки. 2. Способ по п.1, отличающийся тем, что смазку в зазор между формующим элементом и отформованной трубчатой оболочкой ротора вводят под давлением, обеспечивающим расширение трубчатой оболочки в пределах ее упругой деформации.www.freepatent.ru Ротор высокоскоростной электрической машиныРОТОР ВЫСОКОСКОРОСТНОЙ ЭЛЕКТРИЧЕСКОЙ МАШИНЫ, содержащий вал, магнитопровод, постоянные магниты, образующие многополюсную систему возбуждения, упрочняющую оболочку, на внутренней поверхности которой закреплены постоянные магниты, установленные с немагнитным зазором относительно магнитопровода, и радиально упругие элементы, соединяющие вал с упрочняющей оболочкой, отличающийся тем, что, с целью увеличения окружной скорости , он дополнительно снабжен немагнитными элементами, жестко уста новленными на магнитопроводе и размещенными в межполюсных промежутках, а радиально упругие элементы закреплены на валу и выполнены в виде | стаканов с размещенными по их периферии Г-образными ребрами, подпружи (Л нивающими упрочняющую оболочку. со ю ОЭ СОЮЗ СОВЕТСКИХ СОЦИАЛИСТИЧЕСКИХ РЕСПУБЛИК З(5р Н 02 К 21/14 ОПИСАНИЕ ИЗОБРЕТЕНИЯ К АВТОРСКОМ,Ф СВИДЕТЕЛЬСТВУ ГОСУДАРСТВЕННЫЙ КОМИТЕТ СССР ПО делАм изОБРетений и ОткРытий (21) 3389317/24-07 (22) 08.02.82 (46) 30.08. 83. Бюл. Р 32 (72) Н.П. Адволоткин (71) Всесоюзный научно-исследовательский институт электромашиностроения. (53) 621.313.32.822.6(088.8) (56) 1.Балагуров В.А., Галтеев Ф.Ф,. и Ларионов A.Н. Электрические машины с постоянными. магнитами. М.-Л., "Энергия", 1964, с. 51. 2. Патент Великобритании Р 1285966, кл. Н 2 А, 1972. 3. Авторское свидетельство СССР Р 873343, кл. Н 02 К 21/14, 1978. (54)(57) РОТОР ВЫСОКОСКОРОСТНОЙ ЭЛЕКТРИЧЕСКОЙ МАШИНЫ, содержащий вал, магнитопровод, постоянные магниты, „„SU„„10 90 A образующие многополюсную систему возбуждения, упрочняющую оболочку, на внутренней поверхности которой закреплены постоянные магниты, установленные с немагнитным зазором относительно магнитопровода, и ра-. диально упругие элементы, соединяю щие вал с упрочняющей оболочкой, отличающийся тем, что, с целью увеличения окружной скорости, он дополнительно снабжен немагнитными элементами, жестко уста новленными на магнитопроводе и размещенными в межполюсных промежутках, а радиально упругие элементы закреплены на валу и выполнены в виде стаканов с размещенными по их пери- 9 ферии Г-образными ребрами, подпружинивающими упрочняющую оболочку. 1039003 Изобретение относится к электро- . технике, а именно к высокоскоростным электрическим машинам, в частности синхронным и вентильным машинам, и может быть использовано в электроприводах турбокомпрессоров, высоконапорных и других высокооборотных механизмов. Известны роторы высокоскоростных электрических машин, содержащие вал и магнитопровод с расположенными на нем постоянными магнитами, скрепленными упрочняющей оболочкой. Наличие упрочняющей оболочки позволяет увеличить окружную скорость ротора С13 и 2 . Недостаток известной конструкции заключается в неполном использовании прочностных свойств упрочняющей оболочки и вследствие этого в недостаточно высокой окружной скорости ротора, поскольку, помимо усилий, создаваемых под действием центробежных сил магнитов, оболочка воспринимает также усилия от остаточного натяга между оболочкой и магнитами, который необходим для передачи вращающего момента с магни тов на вал. Наиболее близким к изобретению по технической сущности является ротор высокоскоростной электрической машины, содержащий вал, магнитопровод и магнитосвязанные с ним постоянные магниты, образующие многополюсную систему возбуждения, охваченные упрочняющей оболочкой и закрепленные на ее внутренней Поверхности. В даннрм роторе упрочняющая оболочка соединена с валом с помощью радиальных перемычек, а постоянные магниты закреплены на внутренней поверхности оболочки с зазором относительно расположенного на валу магнитопровода. В известной конструкции имеет место более полное использование прочностных свойств упрочняющей оболочки, так как вращающий момент, с магнитов на вал передается не за счет наличия остаточного натяга между оболочкой и магнитаии, а за счет жесткого соединения оболочки с,валом с помощью перемычки, включающей в себя радиально упругие элементы (33. Недостаток данного устройства состоит в том, что оболочка ротора может быть выполнена лишь из металлических высокопрочных материалов, например сплавов титана. Для оболочки не могут быть эффективно использованы композиционные материалы, а именно пластики с одноосно-армированными упрочняющими волокнами, которые характеризуются однонаправленностью своих прочностных свойств. Изготовленная из таких материалов 1 оболочка будет иметь более высокие прочностные показатели на растяжение, чем оболочка из металлов, однако в известной конструкции ротора она не может быть достаточно жестко соединена с валом с помощью какойлибо перемычки, что необходимо для передачи на вал вращающего момента. Цель изобретения — увеличение окружной скорости ротора. Укаэанная цель достигается тем, что ротор высокоскоростной электрической машины, содержащий вал, В роторе, представленном на фиг. 4, магнитопровод 2 содержит немагнитные элементы 8, выполненные в виде шпилек, на которые насажены пластины 9.. На магнитопровод 2 и немагнитные элементы 8 нанесен антиадгезионный слой 10. 65 магнитопровод, -постоянные магниты, )5 образующие многополюсную систему возбуждения„ упрочняющую оболочку, на внутренней поверхности которой закреплены постоянные магниты, установленные с зазором относительно магнитопровода, и радиально упругие элементы, соединяющие вал с упрочняющей оболочкой, дополнительно снабжен немагнитными элементами, жестко установленными на магнитопроводе и размещенными в межполюсйых промежутках, а радиально упругие элементы закреплены на валу и выполнены в виде стаканов с размещенными по их периферии Г-Образными ребрами, подпружинивающими упрочняющую обо30 лочку. На фиг. 1 показан ротор, продольный разрез, на фиг. 2 — то же, вид с торца; на фиг. 3 и 4 — роторы с различным выполнением немагнитных 35 элементов, поперечные разрезы. Ротор (фиг. 1 и 2) содержит вал 1, на который напрессован магнитопровод 2 с постоянными магнитами 3, охваченными упрочняющей оболочкой 4. 40 На валу 1 закреплены упругодемпферные элементы 5 с Г-образными ребрами 6, подпружинивающими оболочку 4 в радиальных направлениях. Между упрочняющей оболочкой 4 и ребрами 6 45 помещена разрезная втулка 7. На магнитопроводе 2 закреплены немагнитные элементы 8 из немагнитного материала, например стеклотекстолита. Остальное межполюс ное пространство заполнено диэлектрическими пластинами 9. Между магнитами 3 с пластинами 9, с одной стороны, и магнитопроводом 2 с немагнитными элементами 8, с другой стороны, нанесен слой 10 материала, обладающего антиадгезионными.свойствами в отношении связующего материала упрочняющей оболочки 4. 1039003 Упрочняющая оболочка 4 выполнена из композиционного материала путем намотки высокопрочной нити упрочнителя), например, из стекловолокна, органического волокна, углеволокна или волокон бора, пропитанной связующим материалом, в качестве которого используются эпоксидные, полиимидные или фенольные смолы. Наиболее предпочтительно использование нитей углеволокна и бора, ввиду их высокого модуля упругости. Способ выполнения упрочняющей оболочки определяет и последовательность сборки ротора. На магнитопровод 2, насаженный на вал 1, крепятся не- 15 магнитные элементы 8 и наносится антиадгезионный слой 10. Эатем на магнитопровод 2 крепятся магниты 3 и пластины 9 с разрезной втулкой 7, после чего осуществляется намотка у упрочняющей нити с последующей ее пропиткой связующим. Элементы 5 с Г-образными ребрами 6 крепятся к валу с обяз атель ным центрированием от носительно него только после окончания про- 5 цесса полимеризации связующего. Аналогично для ротора (фиг. 4 ) на магнитопровод 2 с немагнитными элементами 8 в виде шпилек наносится антиадгезионный слой 10, на шпильки насаживаются пластины 9, после чего крепятся магниты 3 с втулкой 7 и осуществляется намотка нити упрочняющей оболочки. Ротор работает следующим образом. При вращении ротора на упрочняющую оболочку 4 действуют растягивающие усилия, вызванные центробежными силами собственной массы и массы магнитов. Под действием растягивающих усилий упрочняющая оболочка уве- 40 личивается в диаметре на величину, зависящую от значений напряжения в упрочняющей оболочке и модуля упругости материала оболочки. Поскольку напряжения в упрочняюшей оболочке 4 45 значительно превосходят напряжение в магнитопроводе 2, между магнитопроводом 2 с немагнитными элементами 8 и упрочняющей оболочкой 4 с . постоянными магнитами 3 и пластина-. ми 9 появляется воздушный зазор, который увеличивается по мере увели- чения окружной скорости ротора. За счет наличия Г-образных ребер б, подпружинивающих упрочняющую оболочку 4 в радиальных направлениях, обеспечивается ее соосность с валом при наличии указанного .воздушного зазора между магнитами и магнитопроводом. При этом зона упругости ребер 6 должна перекрывать зону максимального перемещения упрочняющей оболочки 4 в радиальном направлении, что достигается выбором соответствующей длины ребер б. Величина усилий, создаваемых ребрами б, должна во всем диапазоне частот вращения превосходить величину односторонних усилий, действующих на упрочняющую оболочку .4, обусловленных наличием дисбаланса ротора. Чтобы эту величину свести к минимуму, балансировку ротора необходимо производить на рабочей частоте вращения. Передача вращающего момента с ва-. ла на магниты и наоборот, обеспечивается с.помощью немагнитных элементов 8 (фиг. 3). В конструкции на фиг. 4 передача вращающего момента с вала на магниты и наоборот обеспечивается с помощью немагнитных элементов 8 в виде шпилек, передающих усилия непосредственно на пластины 9 и далее на магниты 3. В этой конструкции полностью исключается возможность осевого смещения упрочняющей оболочки 4 с магнитами 3 относительно магнитопровода 2, что важно для машин вертикального исполнения. Технико-экономическая эффективность ротора заключается в увеличении его окружной скорости, что достигается применением более прочных упрочняющих материалов в сочетании с .предлагаемой конструкцией. Применение в качестве упрочнителя стекловолокна, органического волокна, углеволокна и волокон бора, имеющих в совокупности со связующим прочность на разрыв 100-160 кгс/мм позволяет, в сравнении с титаном, увеличить напряжение в упрочняющей оболочке примерно в 1,2-1,5 раза и, следовательно, в 1,1-1,2 раза увеличить окружную скорость ротора или его диаметр. Увеличение диаметра ротора в 1,2 раза позволяет примерно в 2 раза увеличить мощность машины. 1039003 два. 2 tpue. д r0 Ю Составитель Т.Калашникова Редактор A.Èoòûëü Техред М.Тепер KoppeKTop B.ГиРняк Тираж б87 Подписное ВНИИПИ Государственного комитета СССР по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5 Заказ 6239/58 Филиал ППП "Патент", г. Ужгород, ул. Проектная, 4     www.findpatent.ru Экранирующая гильза статора и защитная оболочка ротораКонструктивная слитность электродвигателя и насоса предопределяет в герметическом агрегате некоторые общие особенности. Если электродвигатель изготовляется с большей точностью и с более жесткими допусками, чем обычный насос, то изготовление герметического агрегата требует соблюдения более высоких требований технологии. Наилучшей технологичности конструкции можно добиться при комплексной разработке такого рода герметических электронасосов с максимальной нормализацией общих деталей и узлов, в том числе всех элементов экранированного электродвигателя — статора с обмоткой, ротора и, в особенности, экранирующей гильзы и защитной оболочки ротора (гл. И, п. 7). [c.233] Благодаря принятому уменьшению толщины стенок экранирующей гильзы и защитной оболочки ротора, что привело к уменьшению суммарного зазора между пакетами стали статора и ротора с 2,85 мм (у электронасоса НЦ-А5-1) до 2,0 мм, а также благодаря увеличению длины пакета стали ротора при сохранении размера его диаметра и хорошим нагрузочным данным обмоточного провода с кремнийорганической изоляцией, к. п. д. экранированного двигателя возрос с 0,56 до 0,68. [c.239]Материалом для изготовления экранирующих гильз, как правило, служат немагнитные стали или пластмассы, магнитная проницаемость этих материалов приблизительно равна проницаемости воздуха. Поэтому расчетный воздушный зазор у экранированных электродвигателей в общем случае состоит из следующих элементов толщины изолирующего слоя, толщины экранирующей гильзы статора, механического воздушного зазора, толщины защитной оболочки ротора. Изолирующий слой наносится в виде слоя лакоткани или стеклолакоткани при применении металлических экранирующих гильз для устранения контакта между гильзой и сталью пакета статора в целях снижения потерь от вихревых токов. Однако этот слой приводит к увеличению общего воздушного зазора и, следовательно, ухудшает коэффициент мощности, поэтому многие машины изготовляются без изолирую-54 [c.54] Для определения потерь в защитной оболочке ротора можно воспользоваться этой же формулой. Толщина защитной оболочки ротора либо равна, либо меньше толщины гильзы статора. Потери в гильзе возрастают в квадрате от скорости магнитного поля относительно гильзы или в квадрате от частоты, но так как /2 = = то при номинальном скольжении потерями в оболочки ротора можно пренебречь, потому что даже при скольжении 8 = 0,1 потери в защитной оболочке ротора составляют не более 1 % от потерь в экранирующей гильзе статора. [c.56] РАСЧЕТ ЭЛЕКТРИЧЕСКИХ ПОТЕРЬ В ЭКРАНИРУЮЩЕЙ ГИЛЬЗЕ СТАТОРА И ЗАЩИТНОЙ ОБОЛОЧКЕ РОТОРА [c.75] Экранирующая гильза статора и защитная оболочка ротора расположены в зазоре между пакетами стали статора и ротора. Магнитный поток пересекает их и наводит в них электродвижущую силу. [c.75] Так как электромагнитные явления как в экранирующей гильзе, так и в защитной оболочке ротора по своей природе одинаковы, то вначале рассмотрим их применительно к экранирующей гильзе статора, которую в дальнейшем будем называть просто гильзой, а затем полученные выводы применим к защитной оболочке ротора. [c.75] Как уже говорилось, экранирующая гильза статора и защитная оболочка ротора расположены в воздушном зазоре электродвигателя и пересекаются вращающимся магнитным потоком. [c.76] Одним из видов этого нового оборудования является герметический вихревой электронасос, разработанный в Московском инженерно-физическом институте. Его конструкция показана на фиг. 114. Экранированный электродвигатель (ротор 10, статор 11 и экранирующая гильза 12) конструктивно слит с вихревым насосом, проточная часть которого образуется элементами корпуса 2, 5 и б и рабочими колесами 1. Ротор 10 экранированного электродвигателя имеет защитную оболочку толщиной 0,5 мм. Экранирующая гильза 12 имеет толщину 1,5 мм и рассчитана на внутреннее давление 40 кГ/см (без разгрузки). Статор и его обмотка [c.250] Экранированный электродвигатель трехфазного тока 1 размещен. в нижней части нагнетателя. Изготовленные из немагнитных материалов экранирующая гильза 2 статора и защитная оболочка 3 ротора, обеспечивающие герметичность конструкции, неизбежно вызывают дополнительные электрические потери, что требует 260 [c.260] chem21.info Способ изготовления трубчатой оболочки ротора винтового забойного двигателя
Изобретение относится к технике для бурения нефтяных и газовых скважин, а именно к способам изготовления трубчатой оболочки роторов винтовых забойных двигателей. Сущность изобретения заключается в том, что формообразование винтовых зубьев на трубчатой оболочке осуществляется воздействием на наружную поверхность трубчатой заготовки давления текучей среды с использованием формующего элемента с наружными винтовыми зубьями, при этом перед извлечением формующего элемента из отформованной трубчатой оболочки ротора в зазор между ними вводят смазку под давлением для расширения трубчатой оболочки. Изобретение обеспечивает облегчение извлечения формующего элемента из отформованной трубчатой оболочки ротора и повышение долговечности формующего элемента. 1 з.п.ф-лы, 4 ил. Изобретение относится к технике для бурения нефтяных и газовых скважин, а именно к способам изготовления трубчатой оболочки роторов винтовых забойных двигателей, предназначенных для бурения нефтяных и газовых скважин. Изобретение может также использоваться для изготовления роторов винтовых насосов для добычи нефти и перекачивания жидкости, а также для изготовления роторов винтовых гидромашин общего назначения. Известен способ изготовления трубчатой оболочки ротора винтового забойного двигателя (патент СССР 1218740, М.кл. Е 21 В 4/02, опубл. 20.01.2000 г. ). Способ включает формообразование винтовых зубьев на трубчатой оболочке воздействием давления текущей среды на наружную поверхность трубчатой заготовки, внутри которой установлен формующий элемент с наружными винтовыми зубьями, который после штамповки извлекается из трубчатой оболочки. При формообразовании винтовых зубьев трубчатой оболочки в контакте наружных винтовых зубьев формующего элемента и внутренней поверхности трубчатой заготовки винтовых зубьев трубчатой оболочки развиваются высокие контактные напряжения. При этом технологическая смазка, которой покрывается формующий элемент перед штамповкой, выдавливается из зоны контакта, следствием чего являются повышенные силы трения, которые необходимо преодолеть при извлечении формующего элемента из трубчатой оболочки, в результате чего происходит "схватывание" материалов формующего элемента и трубчатой оболочки с последующим задиром их винтовых зубьев. Указанные недостатки частично устранены в известном способе изготовления трубчатой оболочки ротора винтового забойного двигателя (патент СССР 1688615, М. кл. Е 21 В 4/02, опубл. 10.07.2000 г.), включающем формообразование поверхности трубчатой оболочки воздействием на трубчатую заготовку давления текучей среды с использованием формующего элемента с винтовыми зубьями, причем внутрь трубчатой заготовки перед размещением ее на формующем элементе вводят на всю длину и по всей внутренней поверхности, подлежащей деформированию, фольгу из пластичного антифрикционного материала. На практике в качестве пластичного антифрикционного материала использовалась медная фольга, которая уменьшала силы трения при извлечении формующего элемента из трубчатой оболочки. Использование медной фольги позволило несколько облегчить извлечение формующего элемента из трубчатой оболочки и увеличить его долговечность. Однако медная фольга, подвергающаяся высоким контактным нагрузкам, не исключает опасности появления задиров на зубьях формующего элемента. Как показала практика, иногда при извлечении формующего элемента из трубчатой оболочки ротора медная фольга разрывается и истирается на сопряженных поверхностях, что приводит к задирам поверхности формующего элемента, нагреву трубчатой оболочки ротора и формующего элемента. Указанные недостатки проявляются в особенности при изготовлении многошаговых трубчатых оболочек ротора, а также при изготовлении трубчатых оболочек ротора, имеющих уменьшенный шаг винтовых зубьев. Задачей настоящего изобретения является устранение недостатков известного способа, облегчение извлечения формующего элемента из отформованной трубчатой оболочки ротора и повышение долговечности формующего элемента. Поставленная задача решается тем, что в известном способе изготовления трубчатой оболочки ротора винтового забойного двигателя, включающем формообразование винтовых зубьев на трубчатой оболочке воздействием на наружную поверхность трубчатой заготовки давления текучей среды с использованием формующего элемента с наружными винтовыми зубьями и извлечение формующего элемента из трубчатой оболочки, согласно изобретению перед извлечением формующего элемента из отформованной трубчатой оболочки ротора в зазор между ними вводят смазку под давлением для расширения трубчатой оболочки. Другим отличием является то, что смазку в зазор между формующим элементом и отформованной трубчатой оболочкой ротора вводят под давлением, обеспечивающим расширение трубчатой оболочки в пределах ее упругой деформации. При введении смазки под давлением в зазор между трубчатой оболочкой и формующим элементом для расширения трубчатой оболочки происходит увеличение наружного диаметра трубчатой оболочки, при этом смазка проникает в зазор между отформованной трубчатой оболочкой и формующим элементом, за счет чего облегчается извлечение формующего элемента. Когда после снятия давления смазки отформованная трубчатая оболочка под действием упругих деформаций принимает уменьшенный (прежний) размер, смазка сохраняется в зазоре между отформованной трубчатой оболочкой и формующим элементом. За счет этого облегчается извлечение формующего элемента из отформованной трубчатой оболочки, оно осуществляется с приложением меньшего осевого усилия, при этом устраняются задиры на формующем элементе. Предложенный способ изготовления трубчатой оболочки ротора винтового забойного двигателя поясняется чертежами. На фиг. 1 представлена в продольном разрезе часть устройства для реализации способа до проведения гидроштамповки; на фиг.2 приведен поперечный разрез по сечению А-А фиг.1; на фиг.3 показана часть устройства для реализации способа после осуществления гидроштамповки; на фиг.4 приведен поперечный разрез по сечению В-В фиг.3. Для реализации способа изготовления трубчатой оболочки ротора осуществляют сборку устройства. На формующий элемент 1 (фиг. 1, 2) устанавливают трубчатую заготовку 2, центрирующие втулки 3 и закрепляют их гайками 4 по концевым резьбам 5 формующего элемента 1. Центрирующие втулки 3 уплотнены по шейкам формующего элемента 1 и концевым участкам трубчатой заготовки 2 уплотнительными резиновыми кольцами 6 и 7. В формующем элементе 1 выполнен осевой канал 8 и радиальное отверстия 9, которое выходит во впадину 10 зуба 11 формующего элемента 1. Способ изготовления трубчатой оболочки реализуется следующим образом. Формующий элемент 1 с установленными на нем трубчатой заготовкой 2, центрирующими втулками 3 и гайками 4 ввводится внутрь корпуса гидроштампа (не показан), уплотняется и закрепляется в нем. В герметизированную полость корпуса гидроштампа подают текучую среду под высоким давлением, которое воздействует на наружную поверхность трубчатой заготовки 2. В результате происходит формообразование винтовых зубьев 12 на трубчатой оболочке ротора 13 (фиг. 3, 4), при этом воздух из полости между формующим элементом 1 и трубчатой заготовкой 2 выходит через отверстия 8 и 9. По окончании процесса гидроштамповки перед извлечением формующего элемента 1 из отформованной трубчатой оболочки ротора 13 в зазор между ними вводят смазку под давлением через осевое 8 и радиальное 9 отверстия формующего элемента 1. Трубчатая оболочка ротора 13 расширяется в пределах упругой деформации, при этом образуются заполненные смазкой зазоры между зубьями 11 формующего элемента 1 и внутренней поверхностью трубчатой оболочки ротора 13. После сброса давления смазки трубчатая оболочка ротора 13 под действием сил упругости материала возвращается к первоначальным размерам, но слой смазки в зоне контакта формующего элемента 1 и трубчатой оболочки ротора 13 сохраняется. Поэтому извлечение формующего элемента 1 из трубчатой оболочки ротора 13 происходит при пониженном осевом усилии и без задиров на винтовых зубьях 11 формующего элемента 1. Пример. Для изготовления трубчатой оболочки ротора использовалась трубчатая заготовка диаметром 57 мм с толщиной стенки 3,5 мм из коррозионно-стойкой стали 12Х18Н10Т. Гидроштамповка осуществлялась при давлении текучей среды 250 МПа. После гидроштамповки в зазор между наружной поверхностью формующего элемента 1 и внутренней поверхностью отформованной трубчатой оболочкой ротора 13 вводилась смазка (масло индустриальное) при давлении 20 МПа, при этом диаметр трубчатой оболочки ротора 13 увеличился на 0,1 мм. После снятия давления диаметр трубчатой оболочки ротора 13 вернулся к первоначальному значению, то есть трубчатая оболочка ротора 13 расширялась в пределах упругой деформации. Извлечение формующего элемента 1 из трубчатой оболочки ротора 13 происходило при уменьшенных в 2 раза тяговых усилиях (50 кН) и без повреждений формующего элемента 1 и трубчатой оболочки ротора 13. Таким образом, за счет введения смазки под давлением в зазор между трубчатой оболочкой ротора 13 и формующим элементом 1 обеспечивается значительное уменьшение необходимых для разборки осевых усилий, облегчается извлечение формующего элемента 1 из отформованной трубчатой оболочки ротора 13, исключаются задиры на формующем элементе 1, повышается производительность процесса изготовления трубчатой оболочки ротора 13 винтового забойного двигателя и снижаются затраты.Формула изобретения 1. Способ изготовления трубчатой оболочки ротора винтового забойного двигателя, включающий формообразование винтовых зубьев на трубчатой оболочке воздействием на наружную поверхность трубчатой заготовки давления текучей среды с использованием формующего элемента с наружными винтовыми зубьями и извлечение формующего элемента из трубчатой оболочки, отличающийся тем, что перед извлечением формующего элемента из отформованной трубчатой оболочки ротора в зазор между ними вводят смазку под давлением для расширения трубчатой оболочки. 2. Способ по п.1, отличающийся тем, что смазку в зазор между формующим элементом и отформованной трубчатой оболочкой ротора вводят под давлением, обеспечивающим расширение трубчатой оболочки в пределах ее упругой деформации.РИСУНКИ Рисунок 1, Рисунок 2, Рисунок 3, Рисунок 4PD4A - Изменение наименования обладателя патента Российской Федерации на изобретение (73) Новое наименование патентообладателя:Общество с ограниченной ответственностью "ВНИИБТ-Буровой инструмент" (RU) Извещение опубликовано: 27.04.2006 БИ: 12/2006 Похожие патенты:
Изобретение относится к области буровой техники, в частности к винтовым забойным двигателям для бурения нефтяных и газовых скважин
Изобретение относится к гидравлическим приводам для вращательного движения, в частности к устройствам для бурения наклонно-направленных скважин
Изобретение относится к устройствам для бурения наклонно-направленных скважин, а именно к регуляторам угла и реактивного момента героторного двигателя в изогнутой колонне бурильных труб
Изобретение относится к буровой технике, а именно к опорам забойных двигателей
Изобретение относится к технике строительства скважин, а именно к шарнирным устройствам винтовых героторных гидромашин (винтовых забойных двигателей для бурения нефтяных и газовых скважин и винтовых насосов для перекачивания жидкости)
Изобретение относится к горному делу, а именно к винтовым забойным двигателям, применяемым при бурении наклонных и горизонтальных участков скважины
Изобретение относится к буровой технике, а именно к винтовым забойным двигателям, предназначенным для бурения нефтяных и газовых скважин
Изобретение относится к оборудованию для бурения, а именно к приводам для вращательного бурения, размещенным в скважине
Изобретение относится к технике капитального ремонта нефтяных и газовых скважин, а именно к устройствам для очистки внутренней поверхности обсадных труб от цементной корки, отложений гипса и парафина, которые образуются на внутренней поверхности обсадных труб в процессе эксплуатации скважин, а также для разбуривания цементных пробок в обсадной колонне труб
Изобретение относится к области бурения скважин с использованием забойного двигателя
Изобретение относится к буровой технике и может быть использовано при бурении наклонно направленных скважин и боковых стволов в качестве шарнирного соединения бурильной колонны или забойного двигателя
Изобретение относится к буровой технике для бурения скважин в различных геологических породах, а более конкретно к турбобуру
Изобретение относится к области технических средств для бурения нефтяных и газовых скважин, в частности к гидравлическим забойным двигателям
Изобретение относится к области горного дела, в частности к техническим средствам для бурения нефтяных и газовых скважин, а конкретно к забойным буровым двигателям
Изобретение относится к области бурения, к гидравлическим приводам, размещаемым в скважине
Изобретение относится к области бурения, к гидравлическим приводам, размещаемым в скважине
Изобретение относится к буровой технике, а именно к конструкциям осевых опор скольжения забойных двигателей, приводящих во вращение буровые долота при бурении скважин
Изобретение относится к гидравлическим забойным двигателям, которые приводят во вращение шарошечные долота, разрушающие забои стволов бурящихся скважин
Изобретение относится к области машиностроения и может быть использовано в винтовых забойных двигателях Изобретение относится к технике для бурения нефтяных и газовых скважин, а именно к способам изготовления трубчатой оболочки роторов винтовых забойных двигателей www.findpatent.ru Ротор электродвигателя с наружной оболочкой, образованной путем намотки, способ изготовления такого ротора и электродвигатель с таким роторомИзобретение относится к ротору электродвигателя. Ротор (3) электродвигателя содержит магнитопровод (4), закрепленные на нем по окружности магниты (5) и провод (6), намотанный соприкасающимися витками на магнитопровод (4) и магниты (5). Провод (6) содержит металлический сердечник, окруженный электроизолирующим слоем, покрытым наружной оболочкой из термоадгезионного материала. При этом витки провода адгезионно соединены между собой в соприкасающихся областях наружной оболочки провода. Кроме того, изобретение относится к способу изготовления такого ротора и к электродвигателю с таким ротором. Техническим результатом является упрощение изготовления ротора. 3 н. и 7 з.п. ф-лы, 7 ил.
Изобретение относится к ротору электродвигателя с постоянными магнитами, к способу изготовления такого ротора и к электродвигателю, содержащему такой ротор. Известны роторы электродвигателей, содержащие металлический магнитопровод с постоянными магнитами, закрепленными по его окружности. Постоянные магниты могут быть, например, приклеены к магнитопроводу. В результате центробежных сил магниты могут оторваться от магнитопровода, и для предотвращения этого магниты помещают в стальные втулки, также называемые обоймами, плотно прилегающие к магнитопроводу и магнитам. Для достаточно плотного прилегания втулки необходимо точно установить ротор и магниты, а внутренний диаметр втулки подвергнуть точной механической обработке. Поскольку от толщины втулки зависит размер зазора между магнитопроводом ротора и статором, необходимо отрегулировать наружный диаметр втулки посредством механической обработки после установки втулки на магнитопровод и магниты. В документе US 4930201 А указано, что такая втулка имеет недостатки, заключающиеся в повышении инерции ротора и в содействии появлению вихревых токов в двигателе. Предложено заменить стальную втулку оболочкой, образованной путем намотки нитей из стекловолокна, арамидного и эпоксидного волокна, погруженных в полимер. Такая оболочка имеет несколько преимуществ: - обеспечивает меньшую инерцию по сравнению со стальной втулкой; - не электропроводна, и поэтому не способствует протеканию вихревых токов; - оболочка имеет меньший коэффициент теплового расширения, чем магнитопровод, поэтому нагрев ротора повышает сжимающее действие оболочки на магнитопровод. Тем не менее, такое устройство сложно в изготовлении. Нить предварительно пропитывается полимером в жидкой или вязкой форме, из-за чего с ней становится трудно обращаться. Можно применить пропитку полимером после намотки нитей, но это добавляет дополнительную операцию и требует равномерного распределения полимера по всей поверхности оболочки и по ее толщине. Задачей изобретения является разработка простого в изготовлении ротора. Указанная задача решается путем преобразования технологии намотки, обычно используемой при изготовлении индукционных катушек и катушек возбуждения, в технологию изготовления оболочек для роторов электродвигателей. Обычно для изготовления таких катушек используется электропроводный металлический провод, покрытый электроизоляционным слоем, который в свою очередь имеет оболочку из термоадгезионного материала в твердой форме. Провод наматывается соприкасающимися витками на тело и затем нагревается, чтобы термоадгезионный материал соседних витков полимеризовался, и витки прикрепились друг к другу. Согласно изобретению ротор электродвигателя содержит магнитопровод, закрепленные по его окружности магниты и провод, намотанный соприкасающимися витками на магнитопровод и магниты. При этом провод включает в себя металлический сердечник, окруженный электроизоляционным слоем, покрытым наружной оболочкой из термоадгезионного материала, причем витки адгезионно соединены между собой в соприкасающихся областях наружной оболочки провода. Кроме того, объектом изобретения является также способ изготовления ротора электродвигателя, включающий в себя этапы на которых: - крепят магниты по окружности магнитопровода ротора; - наматывают соприкасающимися витками на магнитопровод и магниты провод, имеющий металлический сердечник с электроизолирующим слоем, покрытым наружной оболочкой из термоадгезионного материала в твердой форме; - нагревают провод для адгезионного соединения витков между собой в соприкасающихся областях наружной оболочки провода. Еще одним объектом изобретения является электродвигатель, содержащий статор, ограничивающий полость для размещения в ней с возможностью вращения описанного выше ротора. Другие особенности и преимущества изобретения станут более понятны из дальнейшего описания вариантов его осуществления со ссылками не чертежи. На фиг. 1 схематично показан электродвигатель в соответствии с изобретением, вид в поперечном разрезе; на фиг. 2 схематично показана часть электродвигателя, вид в продольном разрезе; на фиг. 3 - зона III на фиг. 2, вид в увеличенном масштабе; на фиг. 4 - то же, но в другом варианте выполнения; на фиг. 5 схематично показан первый вариант завершения намотки, вид с частичным продольным разрезом; на фиг. 6 - второй вариант завершения намотки, вид в продольном разрезе; на фиг. 7 - третий вариант завершения намотки, вид в продольном разрезе. Как показано на фиг. 1-3, электродвигатель в соответствии с изобретением содержит статор 1 стандартного типа, содержащий корпус для прохождения магнитного потока. Корпус ограничивает полость 2, в которой расположен с возможностью вращения ротор 3. Ротор 3 имеет по существу цилиндрический магнитопровод 4 и постоянные магниты 5, закрепленные по окружности магнитопровода 4. Магниты 5 расположены в наружных выемках магнитопровода 4 и приклеены к нему. Конструкция магнитопровода 4 и магнитов 5 известна специалистам в данной области техники. Ротор 3 также содержит провод 6, намотанный соприкасающимися витками на магнитопровод 4 и магниты 5, образуя оболочку для удерживания магнитов 5 на магнитопроводе 4. В данном примере провод намотан в два слоя, витки касаются парами в пределах одного слоя, а также касаются между слоями. Таким образом, шаг намотки равен наружному диаметру провода 6. Натяжение провода 6 выбрано таким, чтобы провод 6 плотно прилегал к магнитопроводу 4 и магнитам 5. Провод 6 имеет металлический сердечник 7, окруженный электроизоляционным слоем 8, который, в свою очередь, покрыт наружной оболочкой 9 из термоадгезионного материала в твердой форме. Витки, образованные проводом 6, адгезионно соединены между собой в соприкасающихся областях наружной оболочки провода. Например, наружный диаметр провода 6 составляет 0,1 мм, а толщины электроизолирующего слоя 8, и наружной оболочки 9 составляют по несколько микрометров. В данном примере металлический сердечник 7 выполнен из немагнитной стали. Этот материал обладает тем преимуществом, что он, также как и магнитопровод 4, выполнен из стали, поэтому провод 6 и магнитопровод 4 имеют одинаковые коэффициенты расширения, и нет необходимости учитывать возможные различия в расширении этих элементов при определении натяжения провода 6. Концы провода 6 свободно расположены на магнитопроводе 4 и адгезионно связаны с лицевыми частями наружной оболочки 9 провода. Оболочка ротора выполнена так, чтобы удерживать магниты 5 на магнитопроводе 4. Хотя металлический сердечник 7 провода 6 обладает электропроводностью, провод 6 не проводит вихревые токи из-за электроизоляционного слоя 8. Способ изготовления такого ротора включает в себя следующие этапы: - крепят магниты 5 по окружности магнитопровода 4, например, посредством адгезионного соединения; - наматывают соприкасающимися витками провод 6 на магниты 5 и магнитопровод 4; - нагревают провод 6 для полимеризации термоадгезионного материала наружной оболочки 9 провода и адгезионного соединения витков между собой в соприкасающихся областях наружной оболочки 9 провода. Провод 6 наматывается намоточной машиной. Так как термоадгезионный материал наружной оболочки 9 провода имеет твердую или сухую форму, проводом 6 легко манипулировать, в частности, при использовании намоточной машины. Нагрев осуществляют на основе эффекта Джоуля путем пропускания через металлический сердечник 7 провода 6 электрического тока необходимой силы. В данном примере выполнения нагрев осуществляют непосредственно в намоточной машине сразу после завершения намотки. Благодаря нагреванию термоадгезионный материал полимеризуется, тем самым связывая между собой соприкасающиеся части наружной оболочки 9 провода. Это приводит к тому, что витки в некоторой степени адгезионно связываются и с магнитопроводом 4. В варианте выполнения, показанном на фиг. 4, провод 6 наматывается в два слоя, а витки в каждом слое не соприкасаются. Тем не менее, витки одного слоя касаются витков другого слоя, т.е. каждый виток наружного слоя опирается на два смежных витка внутреннего слоя. В этом случае шаг намотки должен быть больше наружного диаметра провода 6 и меньше двойного диаметра провода 6. Для вариантов выполнения, соответствующих фиг. 5-7, способ включает в себя дополнительный этап закрепления по меньшей мере одного конца провода 6 на магнитопроводе 4. Закрепление концов провода 6 позволяет концам провода 6 не выступать за пределы ротора 3. Это упрощает обращение с ротором 3 и гарантирует надлежащий контроль его максимального диаметра. Как показано на фиг. 5, концы провода 6 прижаты к части 10 магнитопровода 4, имеющей форму усеченного конуса, и на этой части 10 закреплен колпачок 11 в виде кольца с внутренней конической поверхностью, так что концы провода 6 оказываются закрытыми. Как вариант, каждому концу провода 6 может соответствовать свой колпачок 11, в частности, при нечетном количестве слоев, когда концы провода 6 расположены с противоположных сторон намотки. В варианте выполнения, показанном на фиг. 6, каждый конец провода 6 вставлен в отверстие 13 в магнитопроводе 4. Отверстие 13 может быть сквозным или глухим. На фиг. 7 показан вариант выполнения, согласно которому каждый конец провода 6 вставлен в три отверстия 13 в магнитопроводе 4 так, чтобы они прилегали друг к другу. По меньшей мере два отверстия 13 являются сквозными, а конец провода 6 проходит через отверстия 13 и переплетается между ними, образуя петлю, которая обеспечивает закрепление конца провода 6. Разумеется, изобретение не ограничивается описанными вариантами его осуществления и охватывает любой вариант в пределах объема формулы изобретения. В частности, металлический сердечник 7 может быть выполнен не из стали, а из другого металла, например, из алюминия или меди. Металлический сердечник 7 может быть также выполнен из магнитной стали, в частности, когда магниты имеют сравнительно большие кольцевые размеры, ограничивая тем самым потери в местах сопряжения, поскольку между крайней магнитной частью ротора 3 (то есть проводом 6) и статором 1 можно получить маленький воздушный зазор. Провод 6 может быть намотан только в один слой или более чем в два слоя. Колпачок 11 может иметь другую форму, кроме описанной выше. Провод 6 может нагреваться на намоточной машине или после того, как магнитопровод 4 с намотанным на него проводом 6 будет извлечен из намоточной машины. При этом необходимо предусмотреть, чтобы концы провода 6 были закреплены во избежание их разматывания до нагревания. 1. Ротор (3) электродвигателя, содержащий магнитопровод (4), закрепленные по его окружности магниты (5) и провод (6), намотанный соприкасающимися витками на магнитопровод (4) и магниты (5), отличающийся тем, что провод (6) включает в себя металлический сердечник (7), окруженный электроизолирующим слоем (8), покрытым наружной оболочкой (9) из термоадгезионного материала, при этом витки адгезионно соединены между собой в соприкасающихся областях наружной оболочки провода (9), по меньшей мере один конец провода (6) вставлен в по меньшей мере одно отверстие (13) в магнитопроводе (4), на магнитопроводе (4) закреплен по меньшей мере один колпачок (11), закрывающий по меньшей мере один конец провода (6), часть (10) магнитопровода (4) имеет форму усеченного конуса, а указанный конец провода (6) прижат к этой части, причем на указанной части (10) закреплен колпачок (11) в виде кольца с конической внутренней поверхностью, закрывающий концы провода (6). 2. Ротор по п. 1, отличающийся тем, что металлический сердечник (7) выполнен из стали. 3. Ротор по п. 2, отличающийся тем, что сталь является немагнитной. 4. Ротор по п. 1, отличающийся тем, что по меньшей мере один конец провода (6) вставлен в несколько отверстий (13) в магнитопроводе (4). 5. Способ изготовления ротора электродвигателя, включающий в себя этапы, на которых: - крепят магниты по окружности магнитопровода ротора; - наматывают соприкасающимися витками на магнитопровод с магнитами провод, имеющий металлический сердечник с электроизолирующим слоем, покрытым наружной оболочкой из термоадгезионного материала в твердой форме; - нагревают провод для адгезионного соединения витков между собой в соприкасающихся областях наружной оболочки провода и закрепляют на магнитопроводе по меньшей мере один конец провода, при этом на магнитопроводе (4) закрепляют по меньшей мере один колпачок (11), закрывающий по меньшей мере один конец провода (6), указанный конец провода (6) прижимают к части (10) магнитопровода (4), имеющей форму усеченного конуса, и к этой части (10) прикрепляют колпачок (11) в виде кольца с конической внутренней поверхностью, закрывающий концы провода (6). 6. Способ по п. 5, в котором нагрев осуществляют на основе эффекта Джоуля путем пропускания электрического тока через металлический сердечник провода. 7. Способ по п. 5, в котором намотку и нагрев осуществляют в намоточной машине. 8. Электродвигатель, содержащий статор, ограничивающий полость, в которой расположен с возможностью вращения ротор по любому из пп. 1 - 4. www.findpatent.ru Способ изготовления трубчатой оболочки ротора винтового забойного двигателяИзобретение относится к технике для бурения нефтяных и газовых скважин, а именно к способам изготовления трубчатой оболочки роторов винтовых забойных двигателей. Сущность изобретения заключается в том, что формообразование винтовых зубьев на трубчатой оболочке осуществляется воздействием на наружную поверхность трубчатой заготовки давления текучей среды с использованием формующего элемента с наружными винтовыми зубьями, при этом перед извлечением формующего элемента из отформованной трубчатой оболочки ротора в зазор между ними вводят смазку под давлением для расширения трубчатой оболочки. Изобретение обеспечивает облегчение извлечения формующего элемента из отформованной трубчатой оболочки ротора и повышение долговечности формующего элемента. 1 з.п.ф-лы, 4 ил.Изобретение относится к технике для бурения нефтяных и газовых скважин, а именно к способам изготовления трубчатой оболочки роторов винтовых забойных двигателей, предназначенных для бурения нефтяных и газовых скважин. Изобретение может также использоваться для изготовления роторов винтовых насосов для добычи нефти и перекачивания жидкости, а также для изготовления роторов винтовых гидромашин общего назначения. Известен способ изготовления трубчатой оболочки ротора винтового забойного двигателя (патент СССР 1218740, М.кл. Е 21 В 4/02, опубл. 20.01.2000 г. ). Способ включает формообразование винтовых зубьев на трубчатой оболочке воздействием давления текущей среды на наружную поверхность трубчатой заготовки, внутри которой установлен формующий элемент с наружными винтовыми зубьями, который после штамповки извлекается из трубчатой оболочки. При формообразовании винтовых зубьев трубчатой оболочки в контакте наружных винтовых зубьев формующего элемента и внутренней поверхности трубчатой заготовки винтовых зубьев трубчатой оболочки развиваются высокие контактные напряжения. При этом технологическая смазка, которой покрывается формующий элемент перед штамповкой, выдавливается из зоны контакта, следствием чего являются повышенные силы трения, которые необходимо преодолеть при извлечении формующего элемента из трубчатой оболочки, в результате чего происходит "схватывание" материалов формующего элемента и трубчатой оболочки с последующим задиром их винтовых зубьев. Указанные недостатки частично устранены в известном способе изготовления трубчатой оболочки ротора винтового забойного двигателя (патент СССР 1688615, М. кл. Е 21 В 4/02, опубл. 10.07.2000 г.), включающем формообразование поверхности трубчатой оболочки воздействием на трубчатую заготовку давления текучей среды с использованием формующего элемента с винтовыми зубьями, причем внутрь трубчатой заготовки перед размещением ее на формующем элементе вводят на всю длину и по всей внутренней поверхности, подлежащей деформированию, фольгу из пластичного антифрикционного материала. На практике в качестве пластичного антифрикционного материала использовалась медная фольга, которая уменьшала силы трения при извлечении формующего элемента из трубчатой оболочки. Использование медной фольги позволило несколько облегчить извлечение формующего элемента из трубчатой оболочки и увеличить его долговечность. Однако медная фольга, подвергающаяся высоким контактным нагрузкам, не исключает опасности появления задиров на зубьях формующего элемента. Как показала практика, иногда при извлечении формующего элемента из трубчатой оболочки ротора медная фольга разрывается и истирается на сопряженных поверхностях, что приводит к задирам поверхности формующего элемента, нагреву трубчатой оболочки ротора и формующего элемента. Указанные недостатки проявляются в особенности при изготовлении многошаговых трубчатых оболочек ротора, а также при изготовлении трубчатых оболочек ротора, имеющих уменьшенный шаг винтовых зубьев. Задачей настоящего изобретения является устранение недостатков известного способа, облегчение извлечения формующего элемента из отформованной трубчатой оболочки ротора и повышение долговечности формующего элемента. Поставленная задача решается тем, что в известном способе изготовления трубчатой оболочки ротора винтового забойного двигателя, включающем формообразование винтовых зубьев на трубчатой оболочке воздействием на наружную поверхность трубчатой заготовки давления текучей среды с использованием формующего элемента с наружными винтовыми зубьями и извлечение формующего элемента из трубчатой оболочки, согласно изобретению перед извлечением формующего элемента из отформованной трубчатой оболочки ротора в зазор между ними вводят смазку под давлением для расширения трубчатой оболочки. Другим отличием является то, что смазку в зазор между формующим элементом и отформованной трубчатой оболочкой ротора вводят под давлением, обеспечивающим расширение трубчатой оболочки в пределах ее упругой деформации. При введении смазки под давлением в зазор между трубчатой оболочкой и формующим элементом для расширения трубчатой оболочки происходит увеличение наружного диаметра трубчатой оболочки, при этом смазка проникает в зазор между отформованной трубчатой оболочкой и формующим элементом, за счет чего облегчается извлечение формующего элемента. Когда после снятия давления смазки отформованная трубчатая оболочка под действием упругих деформаций принимает уменьшенный (прежний) размер, смазка сохраняется в зазоре между отформованной трубчатой оболочкой и формующим элементом. За счет этого облегчается извлечение формующего элемента из отформованной трубчатой оболочки, оно осуществляется с приложением меньшего осевого усилия, при этом устраняются задиры на формующем элементе. Предложенный способ изготовления трубчатой оболочки ротора винтового забойного двигателя поясняется чертежами. На фиг. 1 представлена в продольном разрезе часть устройства для реализации способа до проведения гидроштамповки;на фиг.2 приведен поперечный разрез по сечению А-А фиг.1;на фиг.3 показана часть устройства для реализации способа после осуществления гидроштамповки;на фиг.4 приведен поперечный разрез по сечению В-В фиг.3. Для реализации способа изготовления трубчатой оболочки ротора осуществляют сборку устройства. На формующий элемент 1 (фиг. 1, 2) устанавливают трубчатую заготовку 2, центрирующие втулки 3 и закрепляют их гайками 4 по концевым резьбам 5 формующего элемента 1. Центрирующие втулки 3 уплотнены по шейкам формующего элемента 1 и концевым участкам трубчатой заготовки 2 уплотнительными резиновыми кольцами 6 и 7. В формующем элементе 1 выполнен осевой канал 8 и радиальное отверстия 9, которое выходит во впадину 10 зуба 11 формующего элемента 1. Способ изготовления трубчатой оболочки реализуется следующим образом. Формующий элемент 1 с установленными на нем трубчатой заготовкой 2, центрирующими втулками 3 и гайками 4 ввводится внутрь корпуса гидроштампа (не показан), уплотняется и закрепляется в нем. В герметизированную полость корпуса гидроштампа подают текучую среду под высоким давлением, которое воздействует на наружную поверхность трубчатой заготовки 2. В результате происходит формообразование винтовых зубьев 12 на трубчатой оболочке ротора 13 (фиг. 3, 4), при этом воздух из полости между формующим элементом 1 и трубчатой заготовкой 2 выходит через отверстия 8 и 9. По окончании процесса гидроштамповки перед извлечением формующего элемента 1 из отформованной трубчатой оболочки ротора 13 в зазор между ними вводят смазку под давлением через осевое 8 и радиальное 9 отверстия формующего элемента 1. Трубчатая оболочка ротора 13 расширяется в пределах упругой деформации, при этом образуются заполненные смазкой зазоры между зубьями 11 формующего элемента 1 и внутренней поверхностью трубчатой оболочки ротора 13. После сброса давления смазки трубчатая оболочка ротора 13 под действием сил упругости материала возвращается к первоначальным размерам, но слой смазки в зоне контакта формующего элемента 1 и трубчатой оболочки ротора 13 сохраняется. Поэтому извлечение формующего элемента 1 из трубчатой оболочки ротора 13 происходит при пониженном осевом усилии и без задиров на винтовых зубьях 11 формующего элемента 1. Пример. Для изготовления трубчатой оболочки ротора использовалась трубчатая заготовка диаметром 57 мм с толщиной стенки 3,5 мм из коррозионно-стойкой стали 12Х18Н10Т. Гидроштамповка осуществлялась при давлении текучей среды 250 МПа. После гидроштамповки в зазор между наружной поверхностью формующего элемента 1 и внутренней поверхностью отформованной трубчатой оболочкой ротора 13 вводилась смазка (масло индустриальное) при давлении 20 МПа, при этом диаметр трубчатой оболочки ротора 13 увеличился на 0,1 мм. После снятия давления диаметр трубчатой оболочки ротора 13 вернулся к первоначальному значению, то есть трубчатая оболочка ротора 13 расширялась в пределах упругой деформации. Извлечение формующего элемента 1 из трубчатой оболочки ротора 13 происходило при уменьшенных в 2 раза тяговых усилиях (50 кН) и без повреждений формующего элемента 1 и трубчатой оболочки ротора 13. Таким образом, за счет введения смазки под давлением в зазор между трубчатой оболочкой ротора 13 и формующим элементом 1 обеспечивается значительное уменьшение необходимых для разборки осевых усилий, облегчается извлечение формующего элемента 1 из отформованной трубчатой оболочки ротора 13, исключаются задиры на формующем элементе 1, повышается производительность процесса изготовления трубчатой оболочки ротора 13 винтового забойного двигателя и снижаются затраты. Формула изобретения1. Способ изготовления трубчатой оболочки ротора винтового забойного двигателя, включающий формообразование винтовых зубьев на трубчатой оболочке воздействием на наружную поверхность трубчатой заготовки давления текучей среды с использованием формующего элемента с наружными винтовыми зубьями и извлечение формующего элемента из трубчатой оболочки, отличающийся тем, что перед извлечением формующего элемента из отформованной трубчатой оболочки ротора в зазор между ними вводят смазку под давлением для расширения трубчатой оболочки. 2. Способ по п.1, отличающийся тем, что смазку в зазор между формующим элементом и отформованной трубчатой оболочкой ротора вводят под давлением, обеспечивающим расширение трубчатой оболочки в пределах ее упругой деформации. PC4A - Регистрация договора об уступке патента Российской Федерации на изобретение Номер и год публикации бюллетеня: 10-2004 (73) Патентообладатель: ОАО Научно-производственное объединение "Буровая техника" (73) Патентообладатель: ООО "Буровой инструмент" Договор № 18510 зарегистрирован 20.02.2004 Извещение опубликовано: 10.04.2004 PD4A - Изменение наименования обладателя патента Российской Федерации на изобретение (73) Новое наименование патентообладателя: Общество с ограниченной ответственностью "ВНИИБТ-Буровой инструмент" (RU) Извещение опубликовано: 27.04.2006 БИ: 12/2006 MZ4A - Досрочное прекращение действия патента СССР или патента Российской Федерации на изобретение на основании заявления патентообладателя Дата прекращения действия патента: 07.04.2010 Извещение опубликовано: 10.06.2010 БИ: 16/2010 bankpatentov.ru ВНЕШНЯЯ СЕГМЕНТИРОВАННАЯ ОБОЛОЧКА, ВЫПОЛНЕННАЯ С ВОЗМОЖНОСТЬЮ КОРРЕКТИРОВАНИЯ СМЕЩЕНИЯ РОТОРА ПО ОТНОШЕНИЮ К СТАТОРУПредпосылки создания изобретения [0001] Изобретение относится к корпусу для покрытия венцов ряда лопаток ротора, причем корпус снабжен уплотнительным устройством между венцами лопаток и корпусом. В частности, изобретение относится к корпусу компрессора осевой турбомашины. Изобретение также относится к компрессору осевой турбомашины, содержащему такой корпус. Уровень техники изобретения [0002] В патентном документе США 6406256 В1 описано вращающееся уплотнение между ротором и статором осевой турбомашины. В частности, данное описание обращается к проблеме компенсации при изменении зазора между венцами лопаток и внешней оболочкой в обычных условиях, охватывая широкий температурный диапазон, который часто встречается в секции турбины турбомашины. Уплотнительное устройство содержит сегментированную внешнюю оболочку, расположенную вокруг венцов лопаток ротора. Каждый сегмент удерживается в стенке корпуса ротора посредством пальцев, расположенных под углом в противоположном направлении к, и взаимодействующих с соответствующими желобами в стенке корпуса. В случае повышения температуры различных сегментов последние начинают немного расширяться и удлиняться. Подобное удлинение имеет результатом смещение пальцев из их первоначального положения. Поскольку эти пальцы расположены под углом, они смещаются в направлении от ротора, который эффективно вытягивает сегменты вверх, таким образом компенсируя зажатие венцов лопаток сегментов, полученное в результате повышения температуры. Этот компенсатор представляет собой интерес, однако имеет недостатки при компенсации изменений зазора, вызванных другими эффектами помимо изменения температуры. Фактически зазор между рядом лопаток ротора и внешней оболочкой также может меняться в зависимости от скорости их вращения, а также как функция любого смещения в результате нагрузок при маневрировании (гироскопические моменты, связанные с различными положениями турбомашины в воздухе) и в результате всасывания двигателем инородных тел (например, птиц). Смещение между ротором и статором приводит к изменению физического зазора между венцами лопаток и оболочкой так, что венцы лопаток приходят в контакт с оболочкой на определенном участке, а зазор на противоположном участке значительно увеличивается. [0003] В патенте США 2008/0159850 А1 описано вращающееся уплотнение между ротором и статором секции турбины осевой турбомашины. Данное описание обращается к проблеме высоких температур оболочки и необходимости охлаждения оболочки. Предложенное решение, в общем, состоит из приспособления для быстрого закрепления, упрощенной сборки и разборки оболочки. В частности, оно состоит из сегментированной оболочки, на которой каждый сегмент снабжен периферическим ребром, имеющим в поперечном сечении вид ласточкина хвоста, направленным наружу от статора. Данное ребро действует в комбинации с секцией, имеющей желоб, находящейся в приблизительном соответствии со стенкой корпуса статора. Факультативно, чтобы воздействовать на сегменты, в стенке корпуса может размещаться пружина, причем это воздействие осуществляется главным образом радиально в направлении центра вращения ротора. Такая пружина предназначена для осуществления контактного усилия между поверхностями желоба и соответствующими поверхностями секцией ребра в виде ласточкина хвоста с тем, чтобы обеспечить некоторую степень плотности посадки. Кроме того, сбоку на ребре могут размещаться уплотнители, между сегментированной поверхностью, которая является противоположной к внутренней поверхности оболочки и к внутренней поверхности стенки корпуса. Эти уплотнители выполнены из твердого материала в виду высоких температур, при которых работает турбина. Преимуществом данного решения является то, что различные составляющие сегменты оболочки могут быть легко замещены простым параллельным переносом относительно стенки корпуса. Вопреки тому, что предложено на фиг.3 данного патента, составляющие сегменты оболочки не способны перемещаться радиально и тем более компенсировать любое смещение или изменение зазора. [0004] Описание патента Франции 2636373 А1 относится к проблеме перепада термальных расширений в газовой турбине и, в частности, к компенсации изменения зазора между венцами лопаток ротора и соотнесенной с ними оболочкой. Предложенное решение состоит из отдельного закрытого кольцеобразного кожуха, установленного на корпус ротора посредством серии компенсаторов с пневматическими амортизаторами. Сжатый воздух подается на компенсаторы, чтобы радиально воздействовать на оболочку и таким образом контролировать радиальный зазор между венцами лопаток и оболочкой. Такое решение, хотя и имеет технический интерес и является потенциально эффективным, ограничено в том, что равномерно компенсирует зазор по всей окружности. Таким образом, это решение не способно компенсировать изменения зазора в случае смещения между ротором и статором. Более того, требуются средства, контролирующие давление воздуха, которые делают осуществление этого решения относительно дорогостоящим и повышают риск отказа. Краткое описание изобретения Технические проблемы [0005] Во время срока службы турбомашины одной из необратимых причин увеличения зазора является смещение оси ротора относительно статора с замыканием зазора с одной стороны и увеличением с другой. [0006] У турбомашин существует по меньшей мере два источника смещения, которые являются обратимыми и ограниченными по времени действия: во-первых, это относится к нагрузкам при маневрировании (гироскопические моменты, связанные с различными положениями турбомашины в воздухе) и, во-вторых, это смещение, связанное с всасыванием двигателем инородных тел (например, птиц). С другой стороны, во время срока службы турбомашины может возникнуть небольшое смещение, которое является обратимым и подлежащим ремонту. Причиной тому является дисбаланс, связанный с локализованной поломкой ротора, случайного или нет. Когда это происходит, с рабочей поверхности безвозвратно удаляется тонкий слой крошащегося (истирающегося) материала; это приводит к безвозвратному увеличению зазора и, таким образом, в равной степени к безвозвратному снижению характеристик турбомашины. [0007] Помимо проблем вызванных потерей аэродинамических характеристик смещение оси ротора относительно статора приводит к потере истираемых частиц по пути главного потока, что может привести к повреждению двигателя (в частности, вызванному блокировкой вентиляционных отверстий в турбине). [0008] Более того, в случае значительного случайного смещения корпус ротора должен гарантировать, что подвижные части с высокой энергией не вырвутся. Таким образом, ради таких критических случаев разрабатывается конструкция корпуса. [0009] Целью изобретения является обеспечение уплотнения между ротором и статором осевой турбомашины, которая решает по меньшей мере одну из вышеуказанных проблем. В частности, целью изобретения является обеспечение уплотнения между ротором и статором осевой турбомашины, соответствующее смещению между ротором и статором. В частности, целью изобретения является предоставление решения для указанных выше проблем, связанных с компрессором осевой турбомашины. Техническое решение [0010] Настоящее изобретение относится к корпусу для покрытия венцов ряда лопаток ротора компрессора осевой турбомашины, содержащему: несущую стенку; сегментированую оболочку, окружающую ряд лопаток и поддерживаемую стенкой; где также содержится ряд лопаток и упругих средств, расположенных между стенкой и сегментами оболочки так, чтобы обеспечить движение указанных сегментов радиально в случае контакта с венцами лопаток ротора, в частности, в случае смещения оси вращения ротора относительно оси корпуса. [0011] Согласно предпочтительному варианту осуществления изобретения упругие средства поддерживают сегменты. Причем последние удерживаются исключительно при помощи упругих средств. [0012] Факультативно радиальное перемещение сегментов по направлению к венцам может быть ограничено при помощи средств механического удержания. [0013] Согласно другому предпочтительному варианту осуществления изобретения упругие средства содержат один или более элементов, выполненных из одного или более упругодеформируемых материалов, при этом упругость указанных элементов главным образом основана на упругости материала или материалов, при этом материал или материалы предпочтительно являются эластомерными. [0014] Согласно еще одному предпочтительному варианту осуществления изобретения упругие средства содержат несколько упругих элементов, распределенных по окружности и/или в продольном направлении. [0015] Согласно еще одному предпочтительному варианту осуществления изобретения упругие элементы разнесены друг от друга с возможностью свободного деформирования. [0016] Согласно еще одному предпочтительному варианту осуществления изобретения упругие средства содержат несколько упругих элементов, каждый из которых первым концом прикреплен к стенке, а вторым концом - к сегменту оболочки. [0017] Согласно еще одному предпочтительному варианту осуществления изобретения первый и/или второй концы прикреплены посредством адгезии, предпочтительно посредством диффузии и/или приклеивания. [0018] Согласно еще одному предпочтительному варианту осуществления изобретения стенка имеет внутреннюю выемку, в которую, по меньшей мере, частично помещаются упругие средства. [0019] Согласно еще одному предпочтительному варианту осуществления изобретения каждый сегмент оболочки имеет концы, которые скошены в направлении по окружности относительно оболочки. [0020] Соединенные концы сегментов предпочтительно соединены друг с другом и скошены так, чтобы радиальное движение сегмента в направлении к корпусу вызывало бы через соединения концов подобное движение в соседнем сегменте в направлении вращения ротора. [0021] Согласно еще одному предпочтительному варианту осуществления изобретения концы сегментов в поперечном сечение имеют, в целом, наклон между 30° и 90°. [0022] Согласно еще одному предпочтительному варианту осуществления изобретения концы каждого сегмента оболочки наклонены в том же направлении по окружности. [0023] Согласно еще одному предпочтительному варианту осуществления изобретения сегменты оболочки имеют внутреннюю поверхность, которая фрикционно согласована с венцами лопаток. [0024] Согласно еще одному предпочтительному варианту осуществления изобретения внутренняя поверхность сегментов оболочки имеет крошащееся покрытие на случай, если они были перетерты венцами лопаток. [0025] Изобретение также относится к компрессору осевой турбомашины, содержащему: ротор, оснащенный по меньшей мере одним рядом лопаток; статор с корпусом, содержащим ротор; при этом корпус выполнен в соответствии с изобретением. [0026] Согласно предпочтительному варианту осуществления изобретения между венцами лопаток и оболочкой при нормальной работе обеспечивается механический зазор, при этом ось вращения ротора выровнена с осью ротора. Заявляемые преимущества изобретения [0027] В отличие от устройств известных из уровня техники, описанных в пункте «Уровень техники изобретения», настоящее изобретение имеет преимущество, которое обеспечивает радиальное смещение между сегментами и, таким образом, компенсацию смещения между ротором и статором, в частности, в случае когда положение самолета изменяется или в результате всасывания двигателем инородных тел. Известный уровень техники уделяет внимание на термические проблемы в турбине и ни в коей мере не уделяют внимания проблеме смещения. При этом проблема смещения может появляться неожиданно и затем исчезать, например, во время изменения положения самолета. Посредством сегментации оболочки и обеспечения эластичности этих сегментов предложенное решение обеспечивает согласование оболочки со смещением и дальнейшее возвращение в ее исходную кольцевую форму. [0028] Преимуществом использования блоков эластомерных материалов является характерные коэффициенты эластомеров высокой демпфирующей способности. Краткое описание графических материалов [0029] Фиг.1 представляет собой схематический вид в разрезе двухроторного турбовентилятора с осевым потоком, относящегося к авиационному двигателю, у которого компрессор(компрессоры) низкого давления и/или высокого давления снабжены одним или более уплотнительных устройств, описанных в настоящем изобретении. [0030] Фиг.2 представляет собой частичный вид в разрезе компрессора низкого давления двигателя по фиг.1, где компрессор низкого давления снабжен уплотнительными устройствами, описанными в настоящем изобретении. [0031] Фиг.3 представляет собой вид в разрезе одного из уплотнительных устройств компрессора по фиг.2. [0032] Фиг.4 представляет собой детальный вид одного из упругих элементов по фиг.3, где упругий элемент образует связь между оболочкой и корпусом. [0033] Фиг.5 представляет собой вид упругого элемента по фиг.4 в сжатом состоянии. [0031] Фиг.6 представляет собой вид в разрезе одного из участков компрессора по фиг.2, изображающей уплотнительное устройство согласно настоящему изобретению. [0031] Фиг.7 представляет собой вид в разрезе уплотнительного устройства альтернативного устройству, изображенному на фиг.3. Описание вариантов осуществления изобретения [0036] Далее в описании термины «внутренний» и «внешний» используются для описания поверхностей оболочки и стенки корпуса относительно огибающей, выполненной между втулкой и стенкой корпуса, тогда термин «внутренний» обозначает расположенный на огибающей, а термин «внешний» обозначает - расположенный снаружи огибающей. [0037] В отличие от этого следует понимать, что термин «внешний» применительно к оболочке (а не к ее поверхности) относится к в целом кольцеобразному потоку газа; «внешняя оболочка» определяет оболочку непосредственно на внешней границе потока газа или за ее пределами, а «внутренняя оболочка» определяет оболочку, находящуюся непосредственно за внутренней границей потока газа. [0038] Осевая турбомашина 2, изображенная на фиг.1, представляет собой двухроторный реактивный авиадвигатель. При этом осевая турбомашина в направлении от входа потока к выходу потока содержит компрессор 4 низкого давления, компрессор 6 высокого давления, камеру 8 сгорания и турбину 10. Компрессоры низкого давления и высокого давления не подвергаются высоким температурам, которым подвергается турбина. Таким образом, для изготовления различных компонентов для этих компрессоров можно использовать более низкоплавкие материалы. [0039] На фиг.2 изображен компрессор 4 низкого давления по фиг.1. На изображении представлен ротор 20 с несколькими рядами так называемых лопаток 24 ротора. Статор состоит из корпуса 12 и стенки 16, обозначающих границу вторичного воздушного потока. Корпус 12 содержит несколько рядов неподвижных лопаток, так называемых статоров 26. Вместе с кольцевым рядом лопаток ротора каждый кольцевой ряд лопаток статора образует стадию сжатия, целью которой является увеличение сжатия газа, в данном случае воздуха, проходящего через компрессор. Поскольку градиент давление находится главным образом в осевом направлении, необходимо обеспечить средства уплотнения между вращающимися и неподвижными частями вдоль всего пути потока газа. С целью обеспечения уплотнения внешняя оболочка 22 располагается над внешними венцами каждого ряда лопаток 24 ротора с определенной степенью контакта. [0040] Фиг.3 представляет собой вид в разрезе корпуса снабженного уплотнительным устройством, как описано в описании изобретения. Стенка 12 корпуса содержит сформованную выемку 32 в форме канального выреза на своей внутренней поверхности. Выемка содержит ряд упругодеформируемых элементов 30, прикрепленных к своей нижней поверхности и прикрепленных к оболочке 22. Данная оболочка частично находится в выемке. Оболочка расположена и прикреплена к корпусу лишь посредством упругодеформируемых элементов 30. [0041] Оболочка содержит ряд отдельных сегментов 22, с возможностью свободного перемещения, в случае смещения между ротором и статором. Более того, упругодеформируемые элементы 30 обеспечивают упругое соединение между этими различными сегментами и корпусом так, что в случае контакта венцов лопаток с внутренней поверхностью оболочки, сегменты оболочки, подвергающиеся контакту, могут смещаться в выемку при деформации упругодеформируемых элементов 30 под воздействием контактирующей лопатки. [0042] Результат деформации элементов 30 изображен на фиг.4 и 5. На фиг.4 можно увидеть элемент 30 в его нормальном состоянии, где внешняя поверхность сегмента 22 оболочки находится на расстоянии е от поверхности нижней части выемки в корпусе 12. Это расстояние е представляет собой высоту элемента 30. На фиг.5 тот же элемент 30 находится в деформированном состоянии в результате силы образованной венцами лопаток, находящихся в контакте с внутренней поверхностью сегмента 22 оболочки. В соответствии с новым расстоянием между внешней поверхностью сегмента 22 оболочки и внутренней поверхностью выемки в корпусе 12 элемент 30 имеет форму бочки с высотой е’, которая меньше, чем высота е. [0043] Упругодеформируемые элементы 30 предпочтительно выполнены из эластомерного материала. Предпочтительно они приклеены к корпусу и оболочке соответственно. Кроме того, они могут соединяться посредством диффузии, винтов или других способов соединения, известных среднему специалисту в данной области техники. Упругодеформируемые элементы предпочтительно выполнены из упругодеформируемых материалов, которые наделяют эти элементы их свойствами упругой деформируемости. [0044] Упругодеформируемые элементы также могут быть механически деформируемыми элементами, чья упругая деформируемость основана на комбинации упругодеформируемого материала и особой геометрии, например, такой как пружины. [0045] Как можно увидеть на фиг.3, сегменты оболочки предпочтительно присоединены к корпусу через несколько упругодеформируемых элементов, расположенных аксиально. [0046] Фиг.6 представляет собой вид в разрезе части корпуса компрессора по фиг.2. Можно увидеть, что оболочка сегментирована на ряд отдельных участков или сегментов, которые находятся отдельно друг от друга. Два кольцевых конца каждого сегмента 22 скошены в том же направлении, чтобы обеспечить непрерывность переходов между различными сегментами. Следует отметить, что скосы так направлены относительно направления вращения ротора, чтобы избежать появления выступов на переходах, которые приходят в положительный контакт с движущимися лопатками. Как можно увидеть на фиг.6, скосы наклонены так, что любое радиальное движение, направленное наружу любого сегмента, тянет за собой последующий сегмент в направлении вращения ротора. Скошенная поверхность заднего края предыдущего сегмента выталкивает скошенную поверхность переднего края последующего сегмента. Таким образом, внутренняя поверхность оболочки на переходах остается по существу непрерывной. Имея кольцевую форму в нормальном состоянии, оболочка может деформироваться, чтобы соответствовать любому смещению между ротором и статором. [0047] Скошенные концы сегментов предпочтительно являются в целом плоскими. Однако такие концы могут иметь различные формы, чтобы обеспечить возможность зацепления соседних сегментов, как описано выше, обеспечивая непрерывность внутренней поверхности оболочки на переходах между сегментами, когда вращение ротора оказывает давление на определенные сегменты. Концы могут иметь, например, ступенчатый профиль в плоскости, перпендикулярной оси вращения машины. [0048] Упругодеформируемые элементы 30 размещаются на временной основе на нескольких кольцевых рядах друг от друга. Их разделение одного от другого аксиально и/или по окружности позволяет отдельным элементам деформироваться свободно и независимо. Такое размещение обозначает, следовательно, что между точкой в потоке газа, проходящей через компрессор, которая по потоку находится перед рядом лопаток, и другой точкой в потоке газа, которая по потоку находится за рядом лопаток, уплотнение отсутствует. Чтобы обеспечить приемлемое уплотнение, между соответственно передним и задним краями оболочки и соответствующими краями выемки 32 (см. фиг.3) предусмотрен минимальный зазор. [0049] Однако можно обеспечить средства уплотнения между передним и задним краями оболочки и соответствующей выемкой на корпусе. Действительно, как изображено на фиг.7, уплотнение 34 закреплено, например, при помощи его приклеивания к краям выемки 32, соответствующей переднему и заднему краям оболочки 22. Помимо обеспечения уплотнения уплотнение также может служить для амортизации движения различных сегментов оболочки. [0050] В целом следует отметить, что оболочка может иметь на своей внутренней поверхности покрытие из крошащегося материала, способного распадаться при фрикционном контакте с лопатками ротора. Такие покрытия именуются как «истираемые» и хорошо известны среднему специалисту в данной области техники. Способность оболочки смещаться и деформироваться между ротором и статором может обозначать, что необходимо более тонкое и/или жесткое покрытие или даже его отсутствие. Действительно, можно себе представить, что может быть использован отшлифованный металлический материал оболочки без какого-либо истираемого покрытия, обладающий преимуществами уплотнительного устройства. Применение жестких материалов обозначает, что при контактах между «истираемым» покрытием и движущимися венцами ротора выброс частиц, которые способны повредить двигатель, происходит в небольшом количестве или не происходит вовсе. [0051] В целом следует также отметить, что от уплотнительного устройства, которое является объектом данного документа, не требуется обеспечение абсолютного уплотнения, в частности, в присутствии физического зазора между венцами лопаток и внутренней поверхностью оболочки. [0052] Следует также отметить, что существует множество возможных вариантов элементов или сплошных блоков из упругого материала 30. Действительно, существуют упругие средства и устройства с более высоким или низким коэффициентом демпфирования. 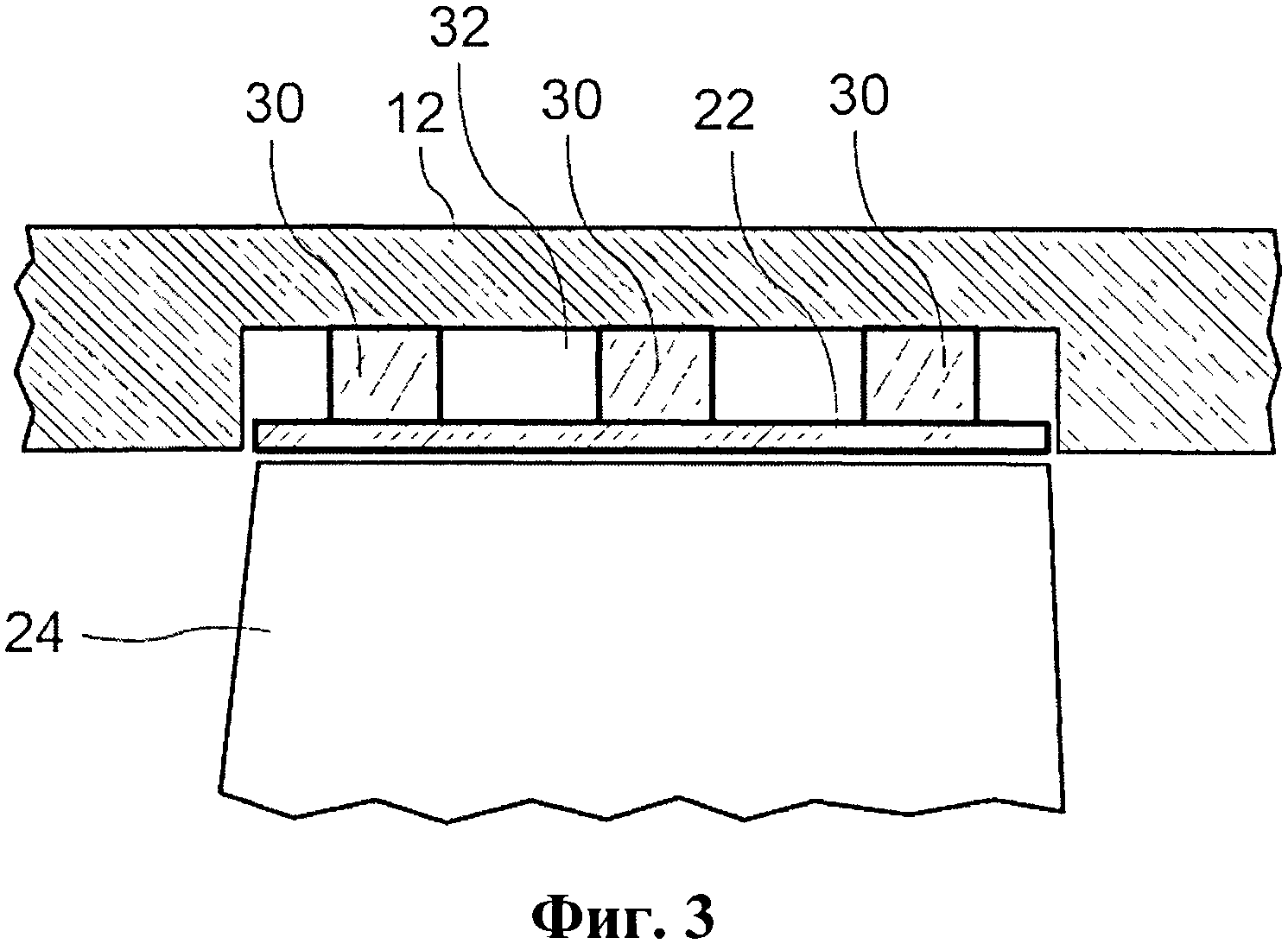 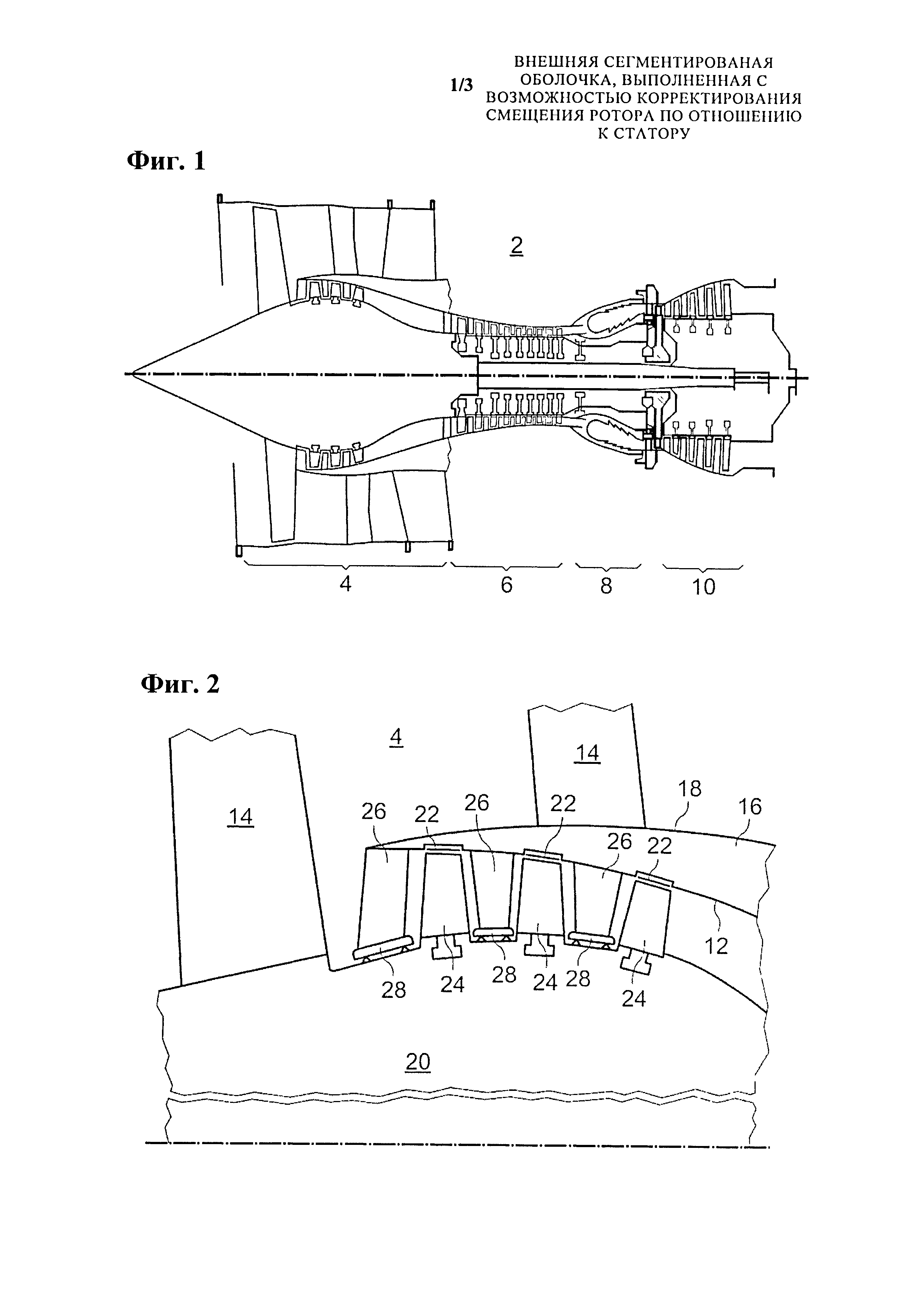 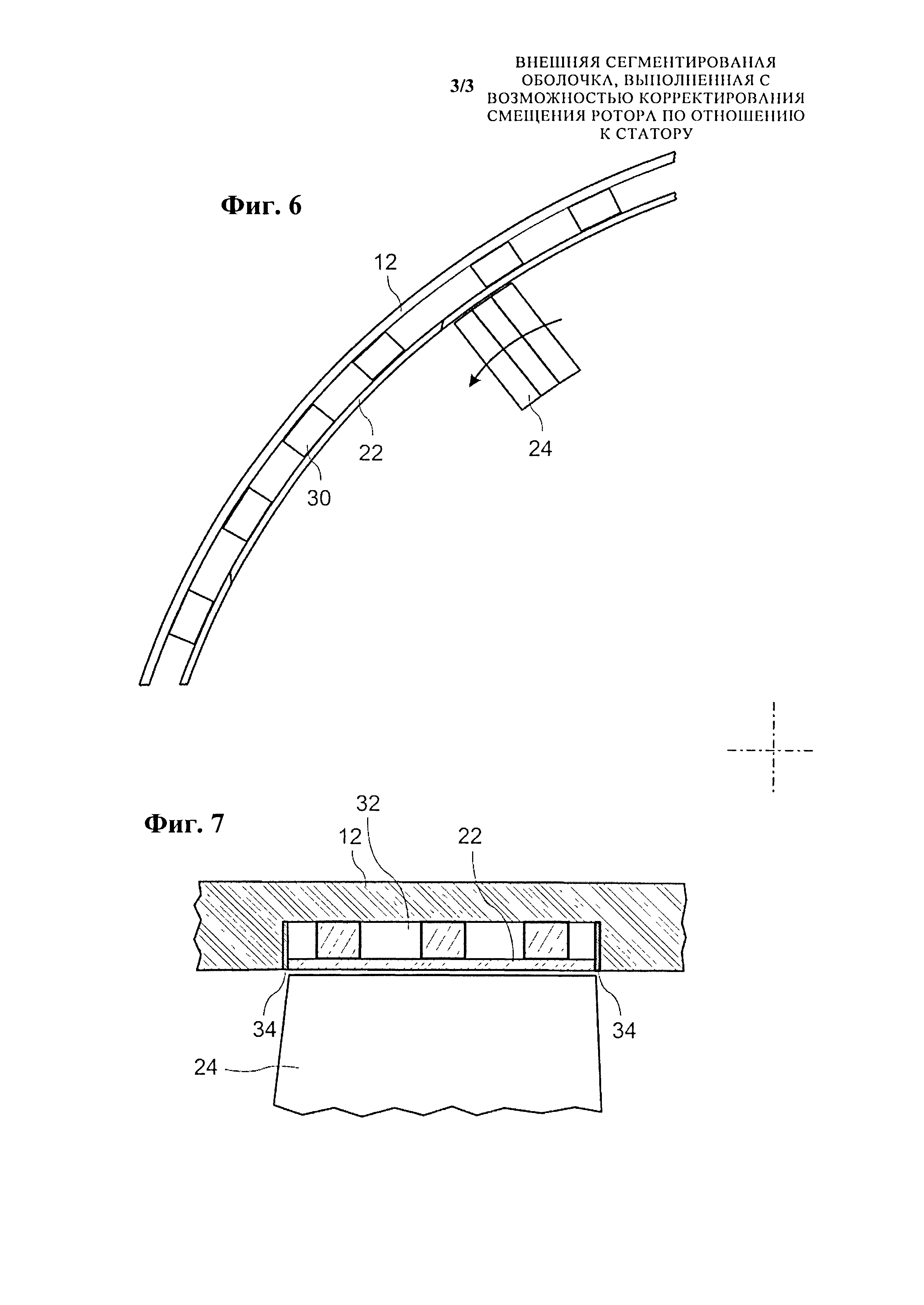 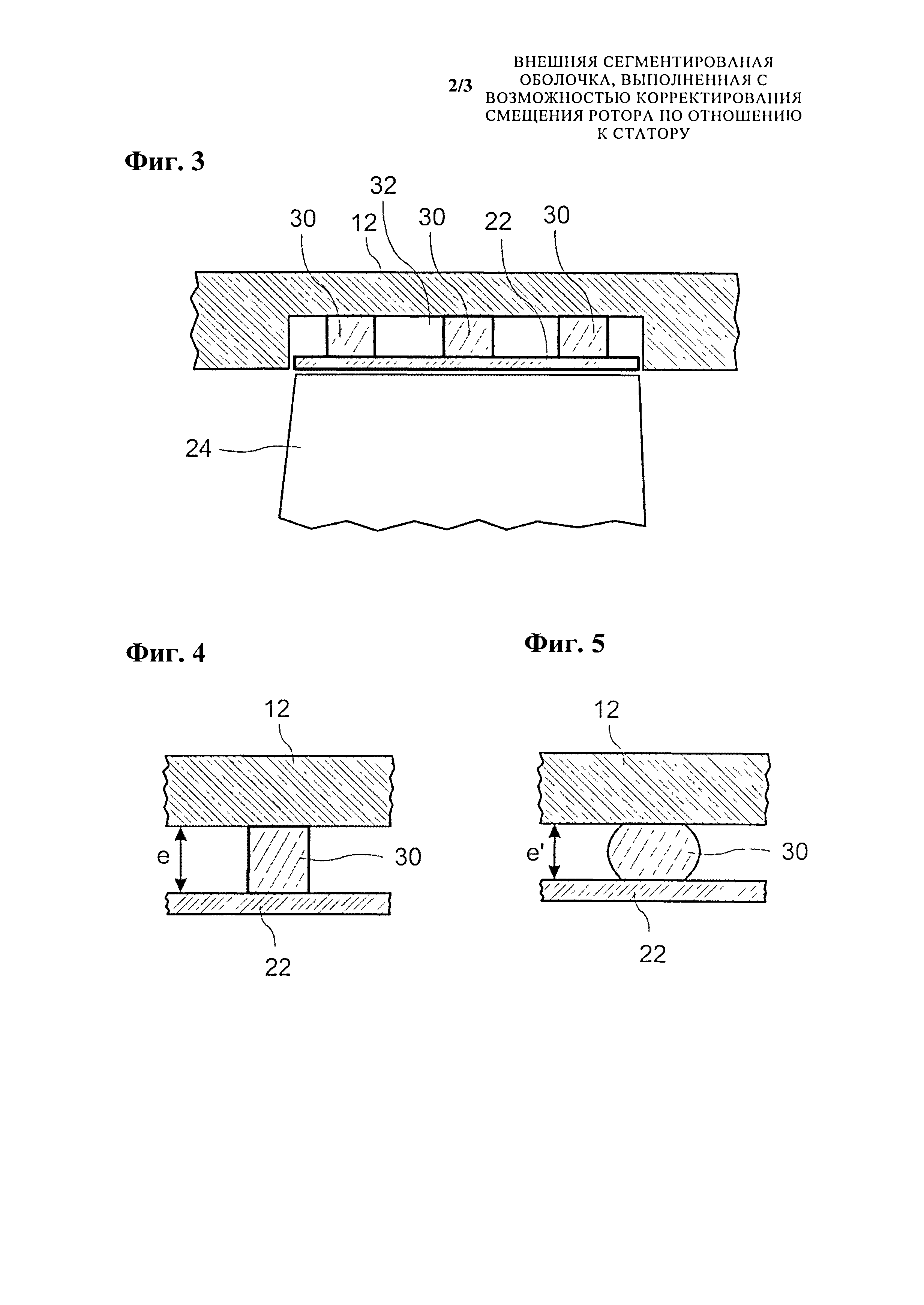 edrid.ru |
|
||||||||||||||||||
|
|
||||||||||||||||||
|