Как правильно сваривать металл инверторным сварочным аппаратом. Как работает сварочный инверторКак работает инверторный сварочный аппарат — принцип действияАпрель 30, 2017 Традиционные сварочные агрегаты, в конструкцию которых обязательно включены довольно громоздкие трансформаторы, сегодня энергично вытесняют инверторы для сварки. Чтобы понять работу сварочного инвертора, работающего от напряжения 140 вольт, нужно разобраться из каких элементов он состоит, по какой схеме он работает, его функциональные особенности, выявить плюсы и минусы инструмента. Что такое сварочный инвертор и как он работает?Инвертор — современный инструмент, предназначенный для сварочных работ. Приборы данного типа интенсивно вытесняют из автомобильных мастерских, гаражей сварочные приборы, оснащенные трансформаторами, генераторы, выпрямители. Принцип действия такого аппарата аналогично любому другому сварочному оборудованию основывается на выработке максимальной силы тока, необходимого для возбуждения дуги, дальнейшей ее стабильной работы. Как правило, дуга формируется между электродом и свариваемыми металлическими заготовками. В результате этого процесса металл расплавляется и заполняет пустоты между соединяемыми деталями, формируется очень прочный сварной шов, ничем не отличающийся от монолитных изделий. В традиционных сварочных агрегатах мощный ток вырабатывал стандартный трансформатор, в инверторном оборудовании сила тока увеличивается по иной технологии.
Общий принцип работы инверторных устройствПреобразование тока в инверторных сварочниках в отличие трансформаторных происходит в несколько стадий с помощью трансформатора небольшой мощности, размеры которого практически не превышают пачку сигарет, и электронной схемы. Для инверторного оборудования дополнительно предусмотрена система управления, благодаря которой с инструментом намного проще работать, а сварочный шов получается достаточно высокого качества. Преобразование сетевого напряжения происходит следующим образом:
Применение высокочастотного преобразователя предоставило возможность использовать мини-трансформаторы. Благодаря этому инверторы значительно компактнее и имеют малый вес. К примеру, для того, чтоб инвертор выдавал сварочный ток 160А, будет достаточно трансформатора весом 250 гр. Для сравнения: для традиционной сварки, чтобы получить аналогичный сварочный ток, понадобится трансформатор весом 18 кг. Электроника в процессе эксплуатации инверторных аппаратов имеет большое значение. Она необходима для обратной связи с электродугой. Это дает возможность четко поддерживать ее параметры на необходимом уровне. Микропроцессоры мгновенно предупреждают самые незначительные отклонения. В результате стабильность работы дуги гарантирована! Как работает сварочный инвертор?Преобразование в инверторе электроэнергии осуществляется следующим образом:
Изобретение современного инверторного оборудования предоставило возможность существенно снизить массу, размеры сварки. В аппаратах данного типа намного эффективнее производится регулировка сварочного тока. Габариты оборудования зависят от частоты тока. Чем она выше, тем размеры инвертора меньше. Главная задача любого инверторного агрегата – повышение частоты сетевого электротока. Возможно это из-за применения транзисторов, переключающихся при частоте 60-80 Гц. Но, как правило, на транзисторы подается лишь постоянный ток, а в стандартной электросети переменный с частотой 50 Гц. Для того чтоб сделать переменный ток постоянным, инверторы оснащены специальными выпрямителями, сделанными на основании диодного моста.
В сварочниках данного типа после транзисторного блока, формирующего переменный ток повышенной частоты, размещается трансформатор, уменьшающий напряжение, повышающий силу тока. Для регулирования высокочастотного тока, напряжения используются компактные мини трансформаторы, не уступающие по мощности своим громоздким аналогам. Преимущества
Недостатки
ИтогНесмотря на эти незначительные недостатки, при правильной эксплуатации, соблюдении правил безопасности инструмент характеризуется довольно продолжительным сроком службы. electrod.biz Cварка инвертором для начинающих.Основы.Уроки и техника Очумелый Строитель.ru представляет вам подробнейшее описание сварки инвертором. Инвертор представляет собой сварочный аппарат, которым можно соединить металлические листы под воздействием электрического разряда. Сварочные инверторы стали настоящим скачком в области сварочных аппаратов, так как старые трансформаторы являются достаточно тяжелыми и сложными в применении. Инвертор доступен для работы любому, достаточно знать некоторые принципы осуществления с его помощью сварочного процесса. Большое преимущество в том, что при сварке инвертором наблюдается меньшее разбрызгивание, чем при сварке от трансформатора.
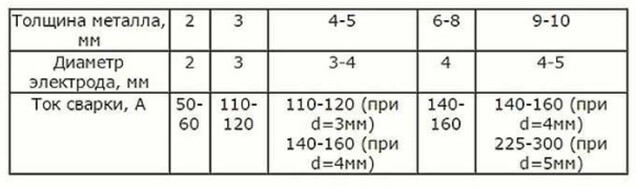
Отличительной особенностью инвертора является, прежде всего, его малый вес и максимальные возможности, с помощью которых ему доступны такие работы, которые ранее выполнялись сложными и тяжелыми агрегатами. Электроэнергия, потребляемая этим небольшим аппаратом, направляется исключительно на работу дуги, с помощью которой и осуществляется непосредственный сварочный процесс. Оборудование малочувствительно к перепадам напряжения в электросети, которые наблюдаются в сельской местности. Если у вас в частном доме наблюдают перепады, при покупке обратите внимание на рекомендуемое напряжение в паспорте инвертора. Некоторые источники позволяют выполнять сварку электродом d=3 мм даже при 185 В напряжения в сети. Мнение сварщиков-профессионалов однозначное: с помощью инвертора легче держать сварочную дугу и получить красивый качественный шов. Перед началом сварки инвертором или азы электросваркиИнверторные сварочные аппараты очень экономичны и максимально удобны в эксплуатации, что очень важно особенно для тех, кого интересует сварка инвертором для начинающих. Какие основы сварки инвертором, техника работы с ним важна для начинающего? В первую очередь стоит отметить принцип работы инвертора. Поскольку инвертор – это электронный сварочный аппарат, то основная нагрузка работы с ним ложится на электрическую сеть. По сравнению со старыми сварочными аппаратами, включение в работу которых происходит сильный и максимальный толчок электроэнергии, вследствие которого происходят отключение электрической сети всего поселка, инвертор обладает накопительными конденсаторами, которые накапливают электроэнергию и обеспечивают, во-первых, бесперебойную работу электросети, а во-вторых, мягко разжигают электрическую дугу инвертора. В достаточно доступной форме уроки сварки инвертором можно освоить и самостоятельно. А если у вас возник вопрос, как научиться варить инверторной сваркой, то мы можем предоставить вам несколько полезных советов, на что в первую очередь стоит обратить внимание перед производством сварки. Очень важным моментом является и тот факт, что чем больше диаметр электродов, тем больше электроэнергии он потребляет. Поэтому если вы решили проверить свой инвертор в работе, стоит примерно рассчитать максимальное количество потребляемой электроэнергии аппаратом, чтобы не сжечь бытовую технику у соседей. Кроме того, для каждого диаметра электрода показана минимальная сила тока, то есть если попытаться уменьшить силу тока, то шов не получится. Если вы решили поэкспериментировать и повысить силу тока, то шов получится, однако электрод будет слишком быстро сгорать. Инвертор: внешний осмотр оборудованияПродаваемый торговой сетью инвертор внешне напоминает ящик. Его вес зависит от мощности аппарата: 3 — 7 кг. Перенос оборудования выполняется с помощью ремня или ручки. Охлаждение выполняется через вентиляционные отверстия в корпусе.
На поверхность оборудования выведены следующие рукоятки и индикаторы управления:
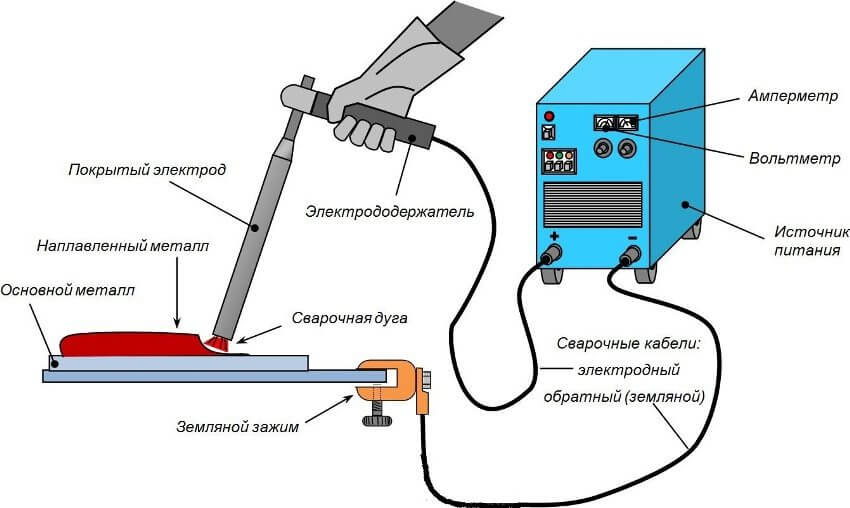
Дополнительно в комплект входит два кабеля. Один из них заканчивается держателем для электрода. На втором имеется зажим по форме напоминающий прищепку для закрепления на сваривания изделие. Подключение сварочного оборудования выполняется через разъем, которые находится на задней панели аппарата. Азы электросваркиДля того чтобы разобраться, что происходит во время сварки, достаточно посмотреть на предложенную картинку.
Дуга образуется от контакта металлической части электрода и свариваемого металла. Под действием температуры дуги начинается плавиться как свариваемый металл, так и электрод. Расплавленная часть свариваемого металла и металлический стержень электрода в месте дуги образуют ванну. Обмазка электрода расплавляется. Часть ее превращается в газообразное состояние и закрывает ванну от кислорода. Оставшаяся в жидком состоянии обмазка электрода находится сверху жидкого металла, защищает металла от кислорода воздуха в момент сварки и во время охлаждения. После того, как сварка завершилась и металл охладился, жидкая часть обмазки превращается в шлак, который покрывает шов с наружной стороны. После полного остывания шлак легко удаляется при постукивании молотком. Электрод во время сварки плавится. Для того чтобы дуга не гасла, необходимо выдержать постоянное расстояние между электродом и металлом, так называемую длину дуги. Это получается за счет подачи электрода в зону сварки с одинаковой скоростью. При этом стараться вести электрод ровно по стыку сварного шва. Дополнительное видео по теме: Урок по сварке инвертором для начинающих (пошаговая инструкция)1. Для начала работы со сваркой нужно иметь защитные элементы, а именно: 2. Но одного аппарата для начала сварки недостаточно. Сварочные работы требуют наличия индивидуальных средств защиты и подготовительных мероприятий направленных на создание безопасных условий. Подготовка места заключается в следующем:
3. Настраиваем сварочный ток и выбираем электрод. Используем электроды для инверторной сварки от 2 до 5 мм. Выставляем сварочный ток в зависимости от толщины деталей и свариваемого материала. Обычно на корпусе инвертора указывается какова должна быть сила этого тока. 4. Если перед вами только что купленные в торговой сети электроды, вы уверены в их качестве, этот раздел можете пропустить. Приведенная информация поможет подготовить к работе электроды которые хранились в условиях неотапливаемого влажного помещения. Для того чтобы обеспечить качественное сварное соединение, их необходимо высушить в течение 2-3 часов при температуре 2000С. Для этой цели можно воспользоваться старым электрическим духовым шкафом. Электроды выбирают строго ориентируясь на марку свариваемых материалов. Для обучения можно воспользоваться самыми распространенными: АНО или МР. 5.Подключаем клему массы к свариваемой поверхности (выделено красным). 6. Для того чтобы соединение сваркой получилось надежным и качественным, перед началом работы свариваемый металл необходимо подготовить:
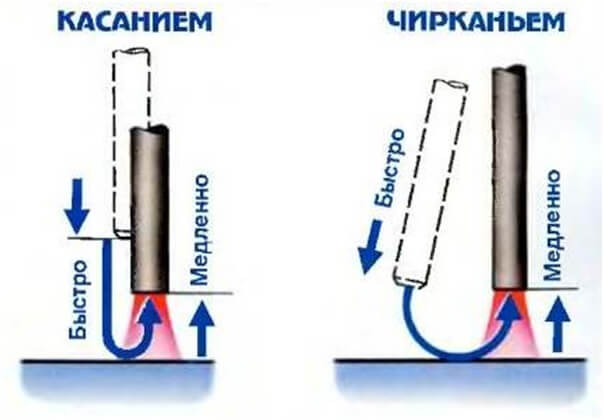
7.Обучение лучше начинать с выполнения швов в виде валика на листе металла большой толщины. Первый шов выполняйте на металле, который положите на горизонтальную поверхность стола. Прочертите мелом на металле прямую линию, по ней будете прокладывать валик и ориентироваться в процессе работы. Процесс сварки начинается с поджога дуги. Имеется два способа для разжигания сварочной дуги:
Можно попробовать зажечь и удержать дугу обоими методами. Желательно при разжигании не оставлять следы вне зоны сварки. Дуга образуется от контакта электрода и металла. Сварщик отводит электрод на совсем небольшие расстояние, соответствующее длине дуги и начинает сварку. 8.Приступаем к сварке. У нас получится сварочный шов. Окалину ( накипь металла сверху шва) убираем постукиванием небольшим молоточком (либо другим твердым и увесистым предметом). 9. Вот, что приблизительно у нас должно получиться. Смотрим видео: Контроль дугового промежуткаЧто такое дуговой промежуток или длина дуги? Это зазор, который образуется в процессе сварки между электродом и металлом. Основы сварочного дела гласят о том, что важным моментом есть постоянный контроль и поддержка одинаковой величины этого промежутка. Короткая дуга
При короткой дуге, порядка 1 мм, металл разогревается на небольшую по ширине зону и шов получается выпуклый. В месте соединения металла и шва возможно появление такого дефекта как подрез. Это небольшая канавка возле шва и ему параллельная. Подрез уменьшает прочностные характеристики шва. Длинная дуга
При длинной дуге трудно обеспечить ее стабильность. Дуга плохо защищена от воздуха атмосферы, менее прогревает металл и получается шов недостаточной глубины. Нормальная дуга
Обеспечение постоянного зазора нормальной величины приведет к формированию нормального шва, имеющего хороший провар. Нормальная величина дуги составляет 2-3 мм. Популярные ошибки начинающих при сварке: Научившись управлять длиной дуги, можно обеспечить оптимальный результат. Дуга образует сварочную ванну, когда проходит через зазор, плавя основной металл и электрод. Она же обеспечивает перенос в ванну н o-builder.ru Как работает инверторный сварочный аппарат: принципы и устройствоТрадиционный сварочный аппарат, в состав которого входит в обязательном порядке громоздкий трансформатор, в последнее время активно вытесняется инверторами. Чтобы понять, как работает сварочный инвертор, необходимо разобраться с его конструкцией, принципом действия, эксплуатационными особенностями, что определяет достоинства и выявляет минусы данного устройства.  Инверторный сварочный аппарат используется для сварки различных деталей из металла. Общие принципы работы инвертораВ отличие от более привычных сварочных трансформаторов, в этом устройстве преобразование электрического напряжения в сварной ток происходит в несколько этапов: посредством маломощного трансформатора, по габаритам почти соизмеримого с пачкой сигарет, и электронной схемы. Также инверторный аппарат имеет систему (блок) управления, которая значительно облегчает процесс сваривания и позволяет формировать качественный шов. Как же работает инверторный сварочный аппарат?  Устройство инверторного сварочного аппарата. Сначала входной ток в 220 В частотой 50 А проходит через выпрямитель сварочного аппарата, преобразуется в постоянный и попутно сглаживается фильтрами (обычно в виде электролитических конденсаторов). Полученное постоянное напряжение посредством модулятора, собранного на полупроводниках, преобразуется опять в переменное, но уже с более высокой частотой (до 100 кГц). Далее производится выпрямление и понижение напряжения до значения, нужного для сваривания металла. Использование высокочастотного преобразователя позволило применить трансформатор относительно небольших размеров, в результате чего габариты и масса инверторного аппарата значительно уменьшились. Например, чтобы получить в инверторе сварочный ток в 160 ампер, понадобится трансформатор весом примерно в 0,25 кг: чтобы достичь аналогичного результата на традиционном сварочном агрегате, придется использовать трансформатор весом не менее 18 кг. При работе инверторного сварочного аппарата важную роль играет электроника: она осуществляет обратную связь с электрической дугой, что позволяет жестко регулировать и поддерживать на нужном уровне ее параметры. Их малейшее отклонение тут же «пресекается» микропроцессорами. Все эти «дополнения» гарантируют стабильную дугу, которая гарантирует высокое качество работ при использовании сварочного аппарата инверторного типа. Вернуться к оглавлению Как работает основная электронная схема? Внутреннее устройство сварочного инвертора . В сетевом выпрямителе электрический ток (220 В) выпрямляется при помощи сильного диодного моста (обычно это диодная сборка), сглаживание пульсаций переменного тока производится за счет электролитических конденсаторов. Т.к. диодный мост при работе сильно нагревается, то его устанавливают на охлаждающие радиаторы. Плюс имеется термопредохранитель, срабатывающий при нагреве диодов более +90°С и защищающий недешевую диодную сборку. Рядом с выпрямительным мостом выделяются своими габаритами электролитические конденсаторы (круглые «бочонки»), емкость которых колеблется в пределах 140-800 мкФ. Дополнительно в сварочный аппарат ставят фильтр, который не допускает возникновения радиопомех. В схему самого инвертора входят 2 мощных транзистора (чаще MOSFET или IGBT), также устанавливаемые на радиаторы. Эти полупроводники коммутируют ток, проходящий через импульсный трансформатор: при этом частота переключений достигает десятков кГц. В итоге формируется переменный ток большой частоты. Чтобы защитить дорогие транзисторы от выбросов напряжения, применяют защитные цепи, включающие в себя резисторы и конденсаторы небольшой емкости. После того как транзисторы свое «отработали», со вторичной обмотки понижающего трансформатора снимается меньшее напряжение (до 70 В), но ток при этом может быть равен 130-140 и выше ампер.  Электронная схема инверторного сварочного аппарата. Чтобы на выходе получить постоянное напряжение, используется надежный выходной выпрямитель. Обычно это устройство собирают на основе сдвоенных диодов, имеющих общий катод. Эти приборы отличаются максимальным быстродействием, т.е. быстро открываются и закрываются, при этом время восстановления не превышает 50 наносекунд. Последнее качество очень важно, т.к. эти диоды выпрямляют ток очень высокой частоты: обычные полупроводники с подобной задачей не справились бы, они не успевали бы переключаться. Поэтому при ремонте важно заменять эти диоды на такие же высокочастотные (наиболее распространены приборы типа VS 60CPH03, STTH6003CW, FFh40US30DN), которые должны быть рассчитаны на обратное напряжение 300 В и ток 30 А. Вернуться к оглавлению Работа платы управленияДля питания элементов платы применяется стабилизатор напряжения, рассчитанный на 15 В и установленный на теплоотводящий радиатор. Напряжение питания поступает из основного выпрямителя. Одна из функций стабилизатора питания — подача напряжения на реле, обеспечивающее «плавный пуск» устройства. При подаче напряжения начинают заряжаться конденсаторы: при этом напряжение возрастает и, чтобы защитить диодную сборку, применяется схема ограничения, в которую входит мощный (на 8 Вт) резистор. Как только конденсаторы зарядятся, инвертор заработает, реле замкнет свои контакты, и резистор в дальнейшей работе участвовать не будет.  Управление сварочным аппаратом. Помимо стабилизатора напряжения, в электронной схеме инвертора есть множество других систем, обеспечивающих высокие эксплуатационные качества устройства. Основными из этих электронных блоков является:
Вернуться к оглавлению Особые возможности инверторовКроме плюса, заключающегося в небольшом весе, сварочные аппараты инверторного типа позволяют применять электроды как для переменного, так и для постоянного тока. Это особенно важно при сваривании элементов из чугуна, цветных металлов. Большинство моделей имеет опции, которые делают процесс сваривания более удобным, особенно эти дополнения подойдут тем, кто только учится владеть сваркой:
Хорошее разжигание дуги в сварочном инверторе реализовано благодаря независимости выходного напряжения от входного, что присутствует в традиционных сварочных устройствах. В обычной сварке слишком малый ток вызывает прилипание электрода, а слишком большой чреват пережигом металлической детали. Т.е. при работе с инвертором нельзя деталь «недожечь» или «пережечь», что гарантирует прочность шва (в нем отсутствуют раковины, трещины). Еще одна особенность инвертора — необязательность соблюдения длины дуги. В обычном аппарате нужно выдерживать расстояние до стыка соединяемых деталей примерно в 2 диаметра электрода, иначе величина тока будет меняться. Инверторы держат ток в строго заданных рамках, к тому же он постоянный, а не переменный. Это позволяет не так критично смотреть на длину электродуги, что облегчает работу, особенно если сварщик начинающий. При этом качество шва от длины дуги не зависит. moiinstrumenty.ru Как правильно варить инверторной сваркой: пособие новичкуНа даче, в гараже или же собственном доме постоянно присутствует необходимость выполнения какого-либо ремонта. Немаловажным значением для этого является наличие соответствующей техники. Одним из таких аппаратов является сварочный инвертор. С его помощью выполняются любые работы по сварке металлов, а также их резке. Это позволяет обходиться без привлечения дорогостоящих профессионалов при необходимости выполнения небольших объемов работ, а как правильно варить инверторной сваркой рассмотрим далее. Сварка инвертором для начинающих становится непростым делом, если не получить теоретическую подготовку и первоначальную практику. Сварочная техника инверторного типа вполне доступна по цене, имеет различные классы как для новичков и любителей, так и для выполнения трудоемких процессов профессиональными сварщиками. Сама процедура сварки инвертором несколько сложнее, чем работа на обычном электросварочном аппарате, однако вполне доступна даже начинающим электросварщикам.
Принцип работы сварочного инвертораИнверторное устройство получило свое название из-за принципа работы. На корпусе устройства имеется выключатель питающей сети, индикаторы наличия напряжения питания и перегрева, специальные разъемы для подключения кабелей, регулировочное устройство плавного или же ступенчатого переключения тока. Все модели оснащены ручками для удобства переноски. Помимо этого, некоторые экземпляры снабжаются дополнительными индикаторами величины сварочного электротока. Для ознакомления с устройством, а также выполнением работ посмотрите соответствующие видеоуроки по выполнению сварки инвертором для начинающих. В инверторном аппарате электроток переменного напряжения 220 В преобразуется в постоянный, после чего сглаживается специальным электрофильтром. После этого, в расположенном внутри устройства блоке, происходит преобразование постоянного тока в высокочастотный переменный. Он понижается до необходимого значения напряжения для возможности получения электросварочной силы тока в 120-200 А. Для такого двойного преобразования необходимы небольшие по габаритам трансформаторы, что позволяет значительно снизить массу аппарата. Данная техника обладает высоким КПД (порядка 90 %), а также значительно экономит электроэнергию. Для питания используется домашняя электросеть с напряжением 220 В или же промышленная 380 В для применения на производстве. Профессиональные экземпляры работают в нескольких режимах и предназначены для длительной эксплуатации без перерыва.
Принципы работы инверторомРабота на электросварочном приспособлении данного типа проводится по аналогии с обычным аппаратом. Перед тем как варить инвертором, необходимо подробно изучить технологию работы. Расплавление металла происходит под воздействием горячей электрической дуги. Она образуется между свариваемым металлическим изделием и электродом. Для этого они подсоединяются через кабели к зажимам «+» и «-» на инверторном устройстве. Научиться самостоятельно пользоваться дома электросварочной техникой инверторного типа совершенно не сложно, хотя как правильно сваривать металл инвертором для новичков нередко становится проблемой. Специальным регулятором на корпусе устройства устанавливается требуемый сварочный ток. Его величина зависит от значения толщины свариваемого изделия и его материала. Токовая величина контролируется при помощи стрелочной или же электронной индикации на корпусе электросварочного приспособления. Зажигание дуги проводится при подношении электрода к свариваемой детали под небольшим углом. Активация происходит при касании его к металлическому участку. После появления сварочной дуги стержень располагается на небольшом расстоянии от детали, равном ориентировочно его диаметру и выполняется сваривание металла. По окончании процесса накипь, а также шлак с поверхности шва удаляются при помощи постукивания молотка или же другого металлического предмета. Лучше понять процесс поможет видео, где сварка инвертором изложена весьма подробно. Подготовка к работе (рабочее место, электроды, оборудование)Перед началом электросварочного процесса необходимо правильно подготовить рабочую площадку и необходимую оснастку. Варить можно на специальном металлическом сварочном столе или же на небольшой свободной площадке. Заранее подготавливаются зажимы и приспособления для надежной фиксации соединяемых деталей. Рабочая площадка оснащается хорошим освещением и вентиляцией. Она освобождается от посторонних предметов, а также жидкостей, которые могут воспламениться от случайного попадания искр. Сварщик должен работать на специальном деревянном настиле, являющемся защитной мерой от возможного поражения электротоком. Электрод следует подобрать по типу свариваемого металла, а также его толщины. Качество электросварки зависит от этого правильного подбора и настройки аппарата. Профессиональные сварщики учитывают еще и положение самого шва (горизонтальный или вертикальный), его глубину и прочие параметры. Под каждую марку металла выпускается свой тип электрода. Они отличаются своим составом и предназначением. Чтобы сварить сталь нержавеющего вида, чугун или же обычное стальное изделие необходимо правильно подобрать тип электродов. Существующие виды и типы можно изучить здесь. Для инверторной электросварки применяются УОНИ, АНО, МР, ОЗС диаметром от 2 до 5 мм. На качество используемых электродов влияют условия их хранения и транспортировки. Подготовительный процесс, а также сама сварка для начинающих показано в видео с инвертором в качестве электросварочного оборудования.
Работа инверторомЧтобы основы использования инверторной электросварки были более понятными, необходимо понять физическую суть образования соединительного шва. Металлические изделия завариваются при помощи электродов. Они состоят из металлического сердечника и специального покрытия – обмазки. Этот состав применяется для закрытия сварочной области от попадания кислорода. При контакте электродного сердечника с металлической поверхностью возникает электрическая дуга. Под тепловым воздействием начинает плавиться обмазка и покрывать свариваемый участок. При этом ее часть испаряется, превращаясь в газы. Расплавленная в процессе работы обмазка сверху покрывается жидким металлом, который создает еще один защитный слой от кислородного воздействия. По окончании остывания получившийся шлак на месте сварки необходимо удалить.
Розжиг дугиРазжигание электродуги начинается только после надевания специальной защитной маски. Это требуется для защиты сетчатки глаз от возможного ожога. Болевые симптомы появляются спустя некоторое время и сопровождаются жжением, а также прочими неприятными ощущениями. Если планируете работать со сварочным аппаратом, то необходимо знать, что делать при ожоге глаз. Розжиг выполняется одним из двух методов: чирканьем и касанием. Выполняя чиркающие движения по поверхности, провоцируется запуск дуги. Чирканье проводится непосредственно в месте соединения металлов или же поблизости от него. После этого движения электродный стержень приподнимается над поверхностью на необходимое расстояние для удержания дуги. При касании производится постукивание по металлическому участку в начале будущего шва до появления электрической дуги.
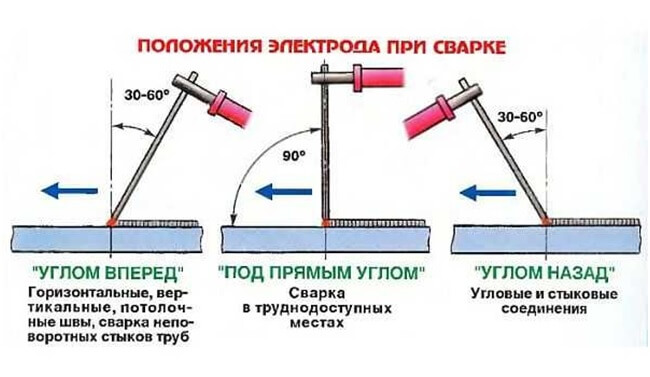
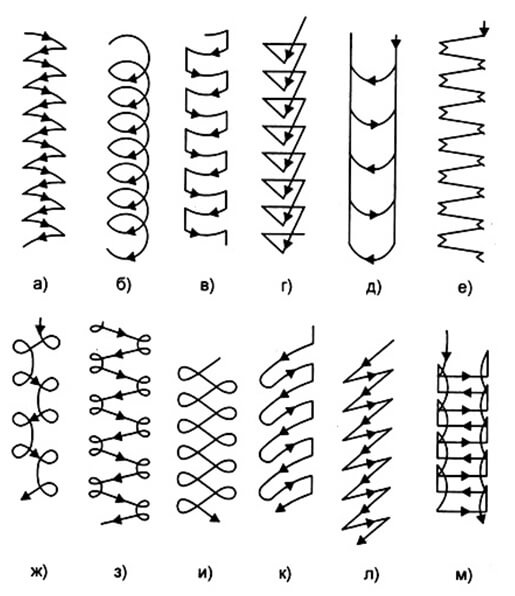
Передвижение электродаПосле розжига сварочной дуги проводится обучение движениям. На пластине из металла проводится мелом линия, имитирующая стык. После зажигания дуги начинает плавиться металл и появляется пленка расплавленного шлака. Этот участок именуется сварочной ванной. Именно ее начинает учиться двигать начинающий электросварщик. Для передвижения электродный стержень наклоняется под углом порядка 45-50°. Эта величина условная и влияет на ширину сварочной ванны. Ведение электросварочного шва выполняется тремя способами:
Движение под прямым углом используется при электросварке в труднодоступных местах. При этом получается симметричная ванна, которая не слишком удобна. Заваривание углом назад предоставляет возможность для лучшего наблюдения за процессом и контроля за качеством. Этот способ используется для нижних швов, а также при выполнении прихваток. Применение сварки углом вперед позволяет получить хорошую глубину ванны в самом начале сварного шва. При этом видно, как дуга выдавливает металл и не позволяет ему покидать ванночку. Наложение шва широкого типа требует выполнения циклических движений. Передвижение электродного стержня выполняется одним из нескольких способов, представленных на рисунке.
Учтите, что заваривать широкие швы необходимо с постоянным наклоном. При этом перемещается не сам кончик стержня ручкой электрододержателя, а весь электрод. Контроль дугового промежуткаОдним из важнейших факторов, влияющих на качество электросварочных работ, является дуговой промежуток. При его малой величине (до 2-х мм) получается укороченная дуга. Она не прогревает место соединения, из-за чего образуется неглубокий провар. При расстоянии более 3-х мм увеличивается длина электрической дуги. Она становится нестабильной и не удерживает необходимое направление плавления. Кроме того, защитный слой не полностью покрывает плавильную ванну и увеличивается разбрызгивание расплавленного металла. Для начинающего электросварщика существует непреложное правило – дуговой промежуток составляет 2-3 мм. При использовании инверторных моделей с соответствующими функциями для облегчения электросварочного процесса, необходимость выдерживания этого расстояния отпадает. В этом случае требуется всего лишь вести электрод по металлической поверхности. Правила создания ровных швовНа качество сварного соединения влияет правильность наложения шва. Оно зависит правильности подобранного электрода, его угла наклона, а также длины дуги. Оптимальная величина расстояния от металлической поверхности до кончика стержня – 2-3 мм. При меньшей длине шов получается чересчур выпуклым из-за малой площади прогрева. Это значительно уменьшает прочность сварного соединения. Большой зазор дуги заставляет ее скакать и недостаточно прогревать место сварки. Полученный участок соединения будет ненадежным, а сварной шов – размазанным.
Полярность и установка сварочного токаПодключение электрода к положительному выводу называется прямым, а к отрицательному – обратным. Оба метода сварки применяются для соединения металлических изделий, однако при различной толщине. Металлы до 3 мм лучше сваривать обратным методом, а толстые – прямым. Однако, этот подход не является непреложным правилом, вследствие чего пользоваться сварочником можно при любом подключении. В целом несложно понять, как именно работать инвертором при ознакомлении с основными правилами и сутью процедуры сваривания. Физика заключается в передвижении электродов от отрицательного элемента к положительному. При этом они передают энергию поверхности, повышая ее температуру. Это означает, что деталь, подключенная к положительному выводу электросварки, нагревается больше. Данный процесс актуален при сварке изделий значительной толщины. Это позволяет их хорошо разогреть и получить качественный шов. При работе с тонким металлом не требуется сильный нагрев металлических изделий, поэтому они подсоединяются к отрицательному контакту инвертора, а электрод – к положительному. Величину сварочного тока выбирают исходя из толщины и типа свариваемых изделий. Если при первоначально установленном значении получаются несвязные шовные полоски, необходимо повысить значение электротока. При сложности передвижения ванночки с расплавленным металлом следует снизить токовую величину на аппарате. От выбранного для электросварки электрода, а также типа инверторного устройства напрямую зависят настройки электросварочного процесса. Для облегчения выбора токовой величины воспользуйтесь таблицей.
Безопасность при работеПеред началом электросварочного процесса следует позаботиться о безопасности. Для этого подбирается защитная экипировка, состоящая из перчаток на толстой негорючей основе, сварочная маска, спецодежда, защищающая от искр, и соответствующая обувь. Специальные стекла на маске должны предохранять глаза от электрической дуги разной величины тока. Удобным вариантом является использование «Хамелеонов», которые автоматически подстраиваются под мощность дуги. Не стоит забывать об опасности поражения электротоком и противопожарных мерах. Ознакомление с процессом работы с инверторной сваркой, должно начинаться с изучения инструкции по безопасности при выполнении электросварочных работ. Кабели обязаны иметь целую изоляцию, все электрические соединения и подключения – закрытое исполнение. На полу разместите деревянную сухую подставку и пользуйтесь электросетью с защитными аппаратами. Огнетушитель, песок и вода всегда помогут погасить возникшее случайное пламя. Всегда помните, что от соблюдения мер безопасности зависит не только целостность оборудования, но также здоровье и жизнь электросварщика. oxmetall.ru Как работает сварочный инвертор? - ElectrikTop.ru
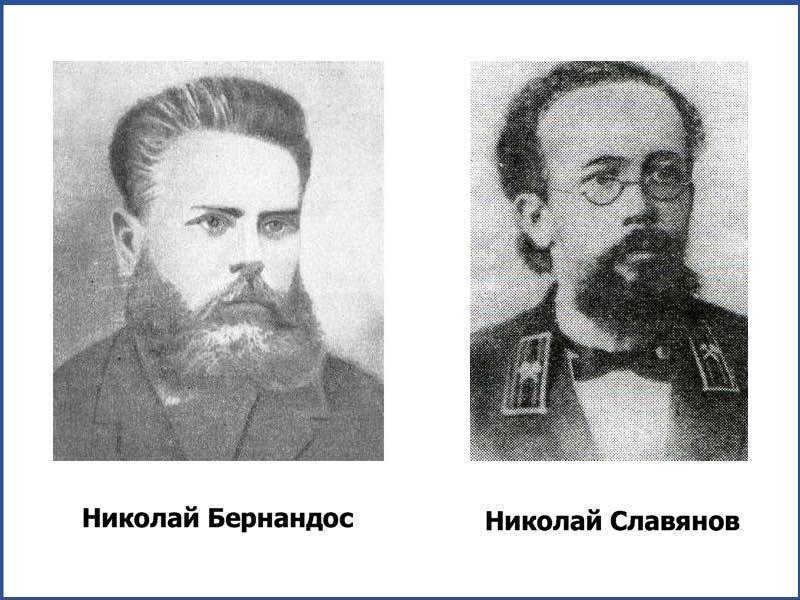
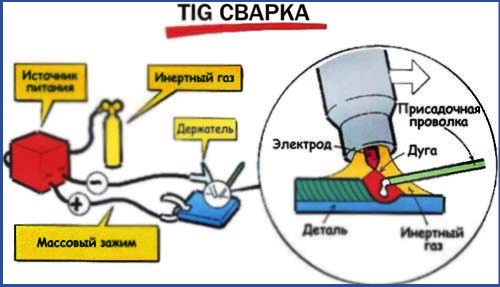
Появление на рынке электрифицированного инструмента сварочных инверторов произвело своеобразную технологическую революцию. Благодаря им, операция соединения металлов путем использования свойств электрической дуги стала доступна не только профессиональным сварщикам, но и любому домашнему мастеру. Сегодня мы расскажем вам о том, на чем основан принцип действия инвертора и на что стоит обратить внимание при покупке этого инструмента. Высокая частота – ключ решения проблемыПервым, кто сумел применить на практике эффект разогрева металлов дугой электрического разряда и перенос ею его молекул, был русский инженер-электротехник Николай Бернандос. Было это в 1882 году. В его установке использовался неплавящийся угольный электрод, а соединение металлов происходило при внесении в зону горения дуги посредника – расплавляемого металлического прутка. Фактически она являлась прообразом современной сварки TIG. Через шесть лет инженер Николай Славянов создал установку, в которой электрод, провоцировавший возникновение электрической дуги, одновременно играл и роль расплавляемого присадочного прутка. Так возникла ММА – сварка с плавящимся электродом. Общим в этих электроустановках является природа возникновения электрической дуги. Она зажигается в результате пробоя газовой среды – промежутка между двумя проводниками. Чтобы поставить ее под контроль, инженерам требовалось устройство, обладающее электрической инерцией, поскольку лавинообразное нарастание тока способно уничтожить все на своем пути. Таковым является трансформатор переменного тока, состоящий из двух обмоток, размещенных на металлическом сердечнике. Магнитный поток в нем имеет силу, прямо пропорциональную породившему его току, но направлен противоположно ему. Трансформатор же решает и другую задачу – снижает напряжение относительно входа, благодаря чему увеличивается ток, являющийся первопричиной пробоя среды и возникновения электрической дуги. Чем он выше, тем сильнее ее разогрев и тем большее количество молекул металла она может перенести. Чтобы трансформатор мог работать в режиме короткого замыкания, его обмотки должны эффективно противодействовать силе тока, разрушающей их. Для этого сечение провода делают очень большим, а сердечник максимально массивным. Инженерами-электротехниками был обнаружен эффект, заключающийся в том, что физическое воздействие потока электронов на проводник тем сильнее, чем ниже частота его колебаний. Например, если по медному проводу сечением 1 мм2 пропустить ток частотой 50 Гц и силой 50 ампер, то он расплавится. Но если при тех же количествах ампер его частота будет равна 20-30 кГц, то он останется холодным. Сварочные аппараты, на обмотки трансформаторов которых подается ток промышленной частоты 50 Гц, имеют большую массу и габариты из-за того, они должны работать в режиме короткого замыкания и не разрушаться при этом. Они вызывают чрезмерные перегрузки в электросети, что существенно затрудняет их применение в быту. Возможность воплотить в жизнь идею использования высокочастотных колебаний при сварочных работах появилась лишь в конце XX века, когда на основе полупроводниковых приборов сконструировали источники высокочастотных незатухающих колебаний. Сварочные инверторыСхема, когда ток промышленной частоты 50 Гц преобразуется в высокочастотный, получила название инверторной от английского слова inversion – преобразование, изменение. Принцип работы инвертора любого типа заключается в следующем:
Устройство сварочного инвертора значительно отличается от электроустановок, построенных по этому принципу. Например, от частотного преобразователя, использующегося для управления скоростью вращения асинхронных электродвигателей. В первую очередь тем, что частота колебаний в нем повышается до десятков килогерц (у частотников она не выше 60 Гц). Это позволяет сделать трансформатор, который работает в режиме короткого замыкания, компактным. При этом величина выходного напряжения трансформатором уменьшается, а не увеличивается, как в том же частотнике. На вход прибора подается питание 220 вольт, а с разъемов для подключения проводов снимается от 40 до 80 вольт. Это делается не только с целью получения сварочного тока более 50 ампер, что является основным условием возникновения электрической дуги, но и для того, чтобы обезопасить сварщика от поражения электрическим током. Принцип работы сварочного инвертора отличается еще и тем, что в нем производится двойная инверсия – для зажигания дуги и переноса металла в ней используется постоянный ток, получаемый выпрямлением высокочастотных колебаний. Это усложняет схему и приводит к удорожанию прибора, но конструкторы идут на такие ухищрения по той причине, что они создавали устройство для массового и непрофессионального использования. Дело в том, что дуга постоянного тока горит более устойчиво, поэтому можно получить качественный шов даже при минимальных навыках. Кроме того, температуру ее горения легче регулировать, что позволяет сваривать не только массивные конструкции, но и листовые металлы. Бытовое применение такого прибора облегчается еще и тем, что сварка инвертором не вызывает перегрузки сети (при использовании промышленного оборудования 50 Гц падение напряжения заметно по ослаблению силы свечения ламп накаливания). А происходит это по той причине, что генератор высокочастотных импульсов играет роль гальванической развязки. Выбор сварочного инвертораЗная то, как работает оборудование сварочного инверторного аппарата, вы можете сделать правильный выбор при его покупке. Надо обращать внимание на следующие параметры:
Сварочный инвертор необходим каждому домашнему мастеру. Он дает реальную свободу действий при ремонте и монтаже металлических конструкций. electriktop.ru их принцип работы, основные преимущества и недостаткиБольшинство строительных или ремонтных работ невозможно выполнить без применения сварочного аппарата, поскольку с ними обычно имеют дело на производстве и в быту. На сегодняшний день традиционные сварочные агрегаты стали вытеснять устройства нового типа — сварочные инверторы. Принцип работы таких устройств на порядок выше, а это позволяет более качественно и быстро осуществить сварочный процесс. В чем заключается принцип работы нового оборудования, его основные преимущества и недостатки и как его правильно применять? Принцип работы сварочных инверторовСовременные виды многофункциональных сварочных инверторных устройств могут применяться, как и традиционные агрегаты, в производственных условиях и на бытовом уровне. Чтобы суметь выполнить с помощью современного устройства сварочные работы, необходимо знать его принцип работы, и как он устроен. Знания помогут овладеть профессионально данным устройством и в дальнейшем оградить прибор от поломок и ремонтов. В инверторах преобразование параметров энергии осуществляется совмещенным способом. Используется силовая полупроводниковая электроника и маломощный трансформатор. Преобразование напряжения происходит в несколько этапов. Два основных преобразователя напряжения осуществляют работу при очень высоких электрических характеристиках. Их работа управляется с помощью электронного микропроцессора. Электронное устройство агрегата дает своевременную команду для преобразования энергии постоянного тока в энергию переменного повышенной частоты. От этого аппарат и получил свое название. Преобразование осуществляется два раза, вначале переменный ток преобразуется в постоянный с напряжением 220В и частотой 50 Гц. В процессе такого преобразования он становится переменным, но с более низким напряжением, высокой частотой и большей силой тока. Как работает сварочный инвертор можно рассмотреть на примере мощного устройства на 160 ампер. Он отлично подходит для работы с электродами «четверка». Перед тем как включить прибор обязательно нужно проверить напряжение, поскольку в дачных домах или в гаражах часто случаются перепады напряжения. Если так происходит, тогда необходимо использовать инвертор мощней или взять более тонкие электроды для работы, чтобы они не «залипали». Все сварочные работы ведутся так же, как и традиционным аппаратом, только для образования дуги не нужно удерживать четкий зазор между свариваемой поверхностью и электродом. Преимущества инверторного агрегатаНовые сварочные аппараты имеют свои преимущества и отличительные особенности.
Есть и недостатки, о которых стоит знать:
Сфера применения инверторного аппаратаВысокие технические возможности агрегата позволили найти ему широкое применение.
Качество и удобствоДуговая сварка является очень ответственной работой и чтобы ее удачно выполнить сварщик должен иметь определенные знания и опыт. С помощью инвертора можно выполнить сварку более просто, не имея больших навыков в работе. Поджигание дуги можно назвать одним из главных преимуществ, поскольку в старых агрегатах невозможно было из-за перепадов напряжения в сети поджечь дугу, электроды сразу залипают. Когда ток добавляется, то происходит обратный процесс — начинается пережигаться металл. Принцип работы инверторов позволяет не зависеть от напряжения в сети. В данных устройствах сварочный ток держится на входе неизменным от напряжения в сети. Работая обычным сварочным аппаратом можно «пережечь» или «недожечь» металл, отчего шов получится некачественным, он будет ослаблен, из-за чего образуются отверстия. У нового типа агрегатов остается ток неизменным, он устанавливается потенциометром на шкале сварочного тока. Сварочные инверторы могут поддерживать выбранный ток в заданных пределах, и он будет все это время постоянным. Это позволяет не брать во внимание длину дуги, что только облегчает работу специалисту. Здесь даже новичок сможет овладеть «прихватками», благодаря устройству нового типа. Те, кто уже не первый день работает сварочным инвертором, уже смогли оценить его возможности. Они значительно облегчают поджигание, контролируют дугу, устраняют залипание электродов. Такие агрегаты очень выгодны для применения в частном и профессиональном строительстве. ЗаключениеСварочные инверторы могут быть профессиональными или бытовыми, поэтому при покупке следует учитывать, с какой целью он будет использоваться. Агрегаты профессиональные рассчитаны на 8-часовое использование, а бытовые приборы смогут работать без перерыва всего 20-30 минут, после чего они нуждаются в отдыхе в течение 30-60 минут. Существуют еще промышленные инверторы, предназначенные для продолжительного периода использования в тяжелых условиях. Учитывая все преимущества данных агрегатов можно точно сказать, что с их помощью всегда достигается качественный результат, если соблюдать все правила их эксплуатации и правильно подбирать агрегат. Оцените статью: Поделитесь с друзьями!stanok.guru Принцип работы сварочного инвертора: что полезно знать?Без сварочного инвертора сегодня вряд ли обойдется производство, строительство или быт, поскольку при соединительных работах различной степени сложности помогает присутствие сварочного аппарата. Под обличием сварочного инвертора скрываются инверторные преобразователи напряжения на широкий диапазон мощностей, от единиц ватт до десятков киловатт. Принцип работы сварочного инвертора позволяет понять его устройство и другие важные моменты, а поэтому считаем необходимым подробный обзор данного приспособления. Ближе к сутиОсобенность сварочного инвертора заключается в возможности его работы на статическую нагрузку. За минувшие несколько десятилетий инверторные преобразователи токов стали использоваться в условиях построения электросварочных аппаратов, конструкция которых располагает нагрузкой в виде электрической дуги. Но обо всем по порядку. Принцип работы (рис. 1)
Принцип работы любого сварочного аппарата построен на преобразовании переменного тока напряжением 220В или 380В с частотой 50 Гц в постоянный рабочий параметр с соответствующими характеристиками по напряжению холостого хода, рабочему параметру, а также подающей вольтамперной характеристике. Однако принцип работы рассматриваемого сварочного инвертора отличается от сварочных выпрямителей, которые основаны на диодно мостовых схемах сварочных выпрямителей. В том случае, если на обыкновенных выпрямителях производится однократное выпрямление переменного рабочего параметра после понижающего трансформатора, то в случае с использованием сварочного инвертора применяется многократное преобразование по напряжению, частоте, а также выпрямлению. Разумеется, что качественные технические параметры выпрямленного тока производятся выше. Принцип работы рассматриваемого сварочного аппарата разбирается на основании работы последовательного инвертора. На рисунке находится изображение структурной схемы. Глядя на изображение схемы, можно понять, что нагрузочные сопротивления, а также коммутационные элементы (ёмкостные, индукционные) включаются в последовательную цепь. Управляющий модуль строится на работе 2 тиристоров. Преобразованием переменного сварочного тока занимается первичный сетевой выпрямитель, после чего постоянный ток проходит на фильтр, при этом показатель напряжения остается неизменным. Постоянный рабочий параметр сглаживается посредством сетевого фильтра, после чего производится его подача на частотный преобразователь для последующего преобразования в переменный высокочастотный параметр. Частота сварочного тока может достигать пределов 50-100 кГц. Высокочастотный параметр подается на импульсный трансформатор, после чего сварочный трансформатор производит понижение рабочего параметра высокой частоты до предела напряжения холостого сварочного тока. Выпрямление высокочастотного рабочего параметра сварки производится на выходе рассматриваемого устройства во вторичном выпрямляющем блоке. Силовой выпрямительный блок располагает сглаживающими ёмкостными фильтрами для последующего улучшения качественных показателей выпрямителей тока. В свою очередь, управляющий модуль производит контроль, а также изменение характеристик работы рассматриваемого инверторного аппарата. Принцип работы практически любого сварочного инвертора, в том числе и преобразователя, заключается в области применения импульсного резонанса. Данное направление является новым в области электротехники, с появлением которого стало возможным уменьшение габаритов громоздких сварочных устройств, функционирование которых основано на классической электротехнике. Нужно заметить, что любое оборудование, основанное на принципиальные инверторные преобразования рабочего параметра, остается на порядок дороже выпрямителей, а также силовых трансформаторов. Сложные принципиальные схемы управления и преобразования позволяют снизить их надежность, а все остальные преимущественные стороны работы инверторов могут поспорить с соединительными работами во многих отраслях. Структурная схемаРисунок состоит из трех основных блоков:
Разные решения модульного блока, который имеют принципиальные схемы инвертора, становятся доступными для понимания благодаря всматриванию в предоставленные схемы. Двухконтактный модуль (мостовая схема — рис. 2)
Двухполярные импульсы в мостовом типе образуются за счет парной эксплуатации ключевых транзисторов (VT1-VT3; VT2-VT4), сквозь которые проходит половина тока от моста. Разумеется, показатель напряжения будет составлять половину от ёмкости «С». Двухконтактный модуль (полумостовая схема – рис. 3)
В этом случае полумостовой модуль снаряжен емкостным делителем на транзисторах, а также в первичной обмотке будет составлять 0,5 от значения на входе устройства. В результате этого при питании от выпрямителя на входе установки напряжение будет составлять 150В. Рисунок данной схемы при значительных рабочих токах используются мощные транзисторы. Потребление рабочего параметра сети повышено, если производить сравнение с полным мостом. Инверторный модуль (косой полумост — 4)
На изображение данной схемы ключевые транзисторы VT1-VT2 функционируют одновременно на отпирании, а также запирание. Показатель напряжение в транзисторах не достигает 0,5 напряжения на входе. При закрытии транзисторов энергия поглощается конденсатором «С», расположенным на входе посредством диодов VD1-VD2. Однако среди недостатков «косого полумоста» стоит выделить особым образом подмагничивание стержня трансформатора путем использования составляющей константы рабочего параметра на выходе. Принципиальные схемы устройства и работы аппарата инверторного типа дают возможность максимально качественно понять, каким образом функционируют данные полезные установки. Похожие статьиgoodsvarka.ru |
|
|||||||||||||||||
|
|
|||||||||||||||||
|













 Главным недостатком токов высокой частоты является невозможность передачи электроэнергии на большие расстояния. Поэтому частота промышленного тока равна 50 (в некоторых странах 60) Гц. Это оптимальное значение, позволяющее получить удовлетворительный уровень потерь и не делать электроустановки слишком массивными.
Главным недостатком токов высокой частоты является невозможность передачи электроэнергии на большие расстояния. Поэтому частота промышленного тока равна 50 (в некоторых странах 60) Гц. Это оптимальное значение, позволяющее получить удовлетворительный уровень потерь и не делать электроустановки слишком массивными.