Электрический заточной станок: подбор и правила пользования. Сколько кг можно обработать на заточном станке в часТехника безопасности при работе на заточных станкахНесмотря на большое разнообразие заточных станков и процессов шлифования, основные условия безопасной работы на них можно свести к следующим общим правилам, которые необходимо строго соблюдать: 1. Хорошо знать устройство всех механизмов станка и его обслуживание. 2. Работать только на исправном и заземленном станке. 3. При установке абразивного круга надо строго соблюдать правила установки и испытания абразивных кругов (см. главу III и правила установки круга). 4. Абразивные круги на заточных станках должны быть ограждены кожухами из листового железа толщиной 3—5 мм. 5. Перед началом работы заточный станок необходимо опробовать на холостом ходу. Убедившись в исправности станка, можно приступить к заточке инструмента. 6. При ручной подаче затачиваемого инструмента необходимы подручники. Зазор между подручником и абразивным кругом не должен превышать половины толщины обрабатываемого инструмента, но и не более 3 мм. 7. Для предохранения глаз от абразивной и металлической пыли заточный станок должен быть снабжен козырьком из прозрачной пластмассы. Если козырька нет, работать нужно в очках из небьющегося стекла или пластмассы. 8. Во избежание несчастного случая из-за разрыва абразивного круга при заточке запрещается находиться перед кругом в плоскости его вращения. 9. Строго соблюдать установленный режим заточки. 10. Чистку, смазку, регулировку и ремонт заточного станка можно выполнять только при остановленном шлифовальном круге. 11. Пусковые и выключающие устройства заточных станков должны быть расположены рядом с рабочим местом и снабжены надписями. 12. На заточных станках, работающих без охлаждающей жидкости, для улавливания и удаления абразивной и металлической пыли должны быть установлены пылесосы. 13. При временном прекращении работы заточный станок следует немедленно выключить. По окончании работы станок ежедневно следует очищать от пыли. Правила установки круга на станке. Круг необходимо устанавливать так, чтобы его плоскость была перпендикулярна оси вала. Между фланцем и кругом необходимо ставить прокладки из эластичного материала (плотный картон, резина и т. д.) толщиной 0,5—3 мм, в зависимости от диаметра круга. Прокладки должны перекрывать всю зажимную поверхность фланца и выступать наружу на 4—5 мм. Диаметр зажимных фланцев должен быть не менее 1/3 диаметра круга. Нельзя допускать чрезмерного затягивания круга между фланцами, так как это может вызвать трещины. www.stroitelstvo-new.ru Глава 53. Шлифовальные и заточные станкиГЛАВА 53ШЛИФОВАЛЬНЫЕ И ЗАТОЧНЫЕ СТАНКИ868. Хранение и транспортировка абразивного инструмента, осмотр, установка его на станках, а также эксплуатация должны соответствовать требованиям ГОСТ 2447-82 "Головки шлифовальные. Технические условия", утвержденного постановлением Комитета СССР по стандартам от 6 декабря 1982 г. № 4605, ГОСТ 2424-83 "Круги шлифовальные. Технические условия", утвержденного постановлением Комитета СССР по стандартам от 18 февраля 1992 г. № 164, ГОСТ 2456-82 "Бруски шлифовальные. Технические условия", утвержденного постановлением Комитета по стандартизации и метрологии СССР от 18 февраля 1992 г. № 165, ГОСТ 2464-82 "Сегменты шлифовальные. Технические условия", утвержденного постановлением Комитета СССР по стандартам от 28 февраля 1982 г. № 175, и ГОСТ 12.3.028-82 "Система стандартов безопасности труда. Процессы обработки абразивным и эльборовым инструментом. Требования безопасности", утвержденного постановлением Комитета СССР по стандартам от 4 марта 1982 г. № 938 (далее - ГОСТ 12.3.028-82). 869. Устанавливать абразивные круги на станки разрешается только специально обученным рабочим. 870. Перед установкой все круги должны быть отбалансированы. При обнаружении дисбаланса круга после первой правки или в процессе работы он должен быть повторно отбалансирован. Отрезные и обдирочные круги перед их установкой на станок разрешается не балансировать. 871. При установке абразивного круга необходимо между фланцами и кругом устанавливать прокладки из картона или другого эластичного материала толщиной 0,5-1 мм. Прокладки должны выступать за фланец по всей окружности на 1-5 мм. 872. Перед началом работы круг, установленный на шлифовальный станок, должен быть проверен на ходу (вхолостую) при рабочем числе оборотов: круг диаметром до 400 мм - не менее 2 минут, свыше 400 мм - не менее 5 минут. 873. К работе можно приступать, только убедившись в том, что круг не имеет биения, а биение шпинделя шлифовального станка не превышает 0,03 мм. 874. Защитный экран по отношению к кругу должен располагаться симметрично. Ширина экрана должна быть больше высоты круга не менее чем на 150 мм. Конструкция экрана должна предусматривать поворот вокруг оси для регулирования его положения в зависимости от величины обрабатываемой детали и износа шлифовального круга в пределах 20°, исключая полное его откидывание. Поворот экрана на угол более 20° должен быть сблокирован с пуском шпинделя станка. При невозможности использования стационарного защитного экрана должны применяться защитные очки или защитные козырьки, закрепленные на голове рабочего. 875. Испытания, установка и правка абразивных кругов производятся специально назначенными и подготовленными рабочими или мастером. 876. Не допускается: принимать круги без отметки об их испытании; производить правку кругов неспециальным инструментом; при обработке изделий шлифовальным кругом применять рычаги для увеличения нажима на круг; использовать в качестве охлаждающих жидкости, вредно влияющие на здоровье рабочих или механическую прочность круга; выполнять работу боковыми (торцовыми) поверхностями кругов, специально не предназначенных для такого вида работ; работать на станке, у которого установлены два круга на одном шпинделе, если размер одного круга по диаметру отличается от другого более чем на 10%. 877. При уменьшении диаметра круга вследствие его срабатывания число оборотов круга может быть увеличено, но так, чтобы не превышалась окружная скорость, допустимая для данного круга. 878. В организации, где применяется абразивный инструмент, должны быть утверждены инструкции: по установке и эксплуатации абразивного инструмента; по испытанию кругов на прочность. 879. Для поддержки изделий, подаваемых к шлифовальному (заточному) кругу вручную, должны применяться подручники или заменяющие их приспособления. Подручники должны быть передвижными, позволяющими устанавливать их в требуемом положении по мере срабатывания круга. 880. Зазор между краем подручника и рабочей поверхностью круга должен быть менее половины толщины обрабатываемого изделия, но не более 3 мм, причем край подручника со стороны круга не должен иметь выбоин, сколов и других дефектов. 881. Подручники устанавливают так, чтобы прикосновение изделия к кругу происходило выше горизонтальной плоскости, проходящей через центр круга, но не более чем на 10 мм. 882. После каждой перестановки подручник должен надежно закрепляться в требуемом положении. Перестановка подручника производится только после прекращения вращения абразивного круга. 883. Шлифовальные (заточные) станки при работе без охлаждения должны быть оснащены пылеотсасывающими устройствами. 884. Абразивные круги во время работы должны ограждаться кожухами. Работать без защитного кожуха не допускается. Кожухи изготавливаются из стального литья или листовой стали в соответствии с ГОСТ 12.3.028-82. 885. Круги диаметром 30 мм и более, кроме кругов типов ПН, ПР, К и М, а также все круги диаметром 150 мм и более перед установкой на станок должны испытываться на прочность при скорости и продолжительности вращения, указанных в ГОСТ 12.3.028-82. 886. Круги, подвергшиеся какой-либо механической переделке, химической обработке, не имеющие маркировки, а также срок гарантии которых истек, непосредственно перед установкой на шлифовальный станок должны быть испытаны на механическую прочность. 887. У каждого станка на видном месте должна быть вывешена таблица с указанием допустимой рабочей окружной скорости используемого абразивного круга и числа оборотов в минуту шпинделя станка. 888. У каждого станка должна быть вывешена табличка с указанием лица, ответственного за его эксплуатацию. gruz.autoconsalt.by Заточной станок в работе. Инструкция по охране труда при работе на заточных станках древесинаЗаточной станок предназначен для затачивания различных типов металлорежущего инструмента. Существует разделение станков данного типа на станки безабразивного и абразивного вида затачивания. Заточные станки являются основными в ряду сервисного оборудования для подготовки режущего инструмента. Без заточного участка не может обходиться ни одно предприятие деревообрабатывающего комплекса. При этом участок заточки может быть как собственным (для средних и крупных предприятий), так и сторонним сервисной фирмы (например, для малых предприятий). Ввиду многообразия дереворежущего инструмента заточные станки делят на универсальные и на станки, использующиеся для заточки какого-то одного типа инструмента. При этом нет ни одного универсального станка, который мог бы правильно заточить весь спектр дереворежущего инструмента. У универсальных заточных станков есть одно большое преимущество – заточка большого ассортимента инструмента (пил, фрез, ножей и т.п.) при использовании различных сменных узлов. При этом, если количество каждой позиции затачиваемого инструмента достаточно велико, то производительность универсальных станков падает, ввиду очень частых переналадок. Также можно говорить о снижении качества заточки на универсальных станках по сравнению с заточными станками, предназначенными для заточки какого-то одного типа инструмента. Правда, если речь идет о станках примерно одного класса. На данный момент по принципу работы можно разделить заточные станки и устройства на ручные, полуавтоматические и полностью автоматические станки, использующие в работе ЧПУ. Подходить к выбору заточных станков надо достаточно аккуратно, так как не всегда дорогое оборудование с ЧПУ будет выполнять работу лучше, чем простой позиционный заточной станок. При выборе и заказе заточного оборудования всегда необходимо знать для какого режущего инструмента вы его приобретает и какую точность и производительность должен вам обеспечить заточной станок. Станки для заточки сверлСпециальные заточные станки для металлорежущего инструмента – это оборудование промышленного уровня качества и производительности по оптимальным ценам. Особенностью этой серии станков является высокая степень специализации – они предназначены для заточки какого-то определенного вида режущего инструмента или небольшого диапазона видов инструмента.Преимуществом этих станков перед остальными является большее удобство для оператора, быстрая настройка на работу, легкий процесс обучения новых сотрудников работе по заточке инструмента. Заточные станки для обычных сверл – обучение персонала проводится за 10-15 минут, настройка на работу производится меньше чем за 5 минут, заточка одного сверла за 1-10 минут (в зависимости диаметра сверла). Станки для заточки спиральных сверл узкой специализации – затачиваются сверла с правой спиралью и углом при вершине от 90 до 118 или 135 градусов. Для заточки сверл со специальной режущей кромкой для тонколистового металла выпускаются станки с буквой «Е» в обозначении. Заточные станки для метчиков – также просто и быстро, а главное точно восстанавливают затупленные метчики. Заточные станки для концевых фрез – затачивают торец концевой фрезы, а также сферический носик, если это заточной станок для 3D-фрез, также просто, как точилка карандаш. Не требуется особая квалификация работника – все настройки заложены в конструкции станка. Заточные станки для граверного инструмента – специальная серия заточных станков для заточки граверов. Инструкция по охране труда при работе на заточных станкахВВЕДЕНИЕ Работа на заточных станках может сопровождаться наличием ряда вредных и опасных производственных факторов, к числу которых относятся:- электрический ток;- абразивная пыль и аэрозоли смазочно-охлаждающей жидкости;- отлетающие кусочки абразивного материала и обрабатываемых деталей;- высокая температура поверхности обрабатываемых деталей и инструмента;- повышенный уровень вибрации;- движущиеся машины и механизмы, передвигающиеся изделия, заготовки, материалы;- недостаточная освещенность рабочей зоны, наличие прямой и отраженной блескости, повышенная пульсация - светового потока. При разработке настоящей Типовой инструкции использованы следующие стандарты системы безопасности труда: ГОСТ 12.0.003—74 "Опасные и вредные производственные факторы. Классификация", ГОСТ 12.1.004—91 "Пожарная безопасность. Общие требования", ГОСТ 12.3.002—75 "Процессы производственные. Общие требования безопасности", ГОСТ 12.3.025—80 "Обработка металлов резанием. Требования безопасности" и др.Заточники при производстве работ согласно имеющейся квалификации обязаны выполнять требования безопасности, изложенные в настоящей Типовой инструкции. В случае невыполнения положений настоящей Типовой инструкции работники могут быть привлечены к дисциплинарной, административной, уголовной и материальной ответственности в соответствии с законодательством Российской Федерации в зависимости от тяжести последствий. 1. ОБЩИЕ ТРЕБОВАНИЯ БЕЗОПАСНОСТИ 1.1. К самостоятельной работе на заточных станках допускается обученный персонал, прошедший медицинский осмотр, инструктаж по охране труда на рабочем месте, ознакомленный с правилами пожарной безопасности и усвоивший безопасные приемы работы.1.2. Заточнику разрешается работать только на станках, к которым он допущен, и выполнять работу, которая поручена ему руководителем цеха (участка).1.3. Рабочий, обслуживающий заточные станки, должен иметь: костюм хлопчатобумажный или полукомбинезон, очки защитные, ботинки юфтевые.1.4. Если пол скользкий (облит маслом, эмульсией), рабочий обязан потребовать, чтобы его посыпали опилками, или сделать это сам.1.5. Заточнику запрещается:использовать неиспытанные абразивные инструменты;работать при отсутствии на полу под ногами деревянной решетки по длине станка, исключающей попадание обуви между рейками и обеспечивающей свободное прохождение стружки;запрещается работать на станке с оборванным заземляющим проводом, при отсутствии или неисправности блокировочных устройств;стоять и проходить под поднятым грузом;проходить в местах, не предназначенных для прохода людей;заходить без разрешения за ограждения технологического оборудования;снимать ограждения опасных зон работающего оборудования;мыть руки в эмульсии, масле, керосине и вытирать их обтирочными концами, загрязненными стружкой.1.6. О каждом несчастном случае заточник обязан немедленно поставить в известность мастера и обратиться в медицинский пункт. 2. ТРЕБОВАНИЯ БЕЗОПАСНОСТИ ПЕРЕД НАЧАЛОМ РАБОТЫ 2.1. Перед началом работы заточник обязан:принять станок от сменщика: проверить, хорошо ли убраны станок и рабочее место. Не следует приступать к работе до устранения выявленных недостатков;привести в порядок спецодежду, застегнуть рукава и куртку, надеть головной убор;проверить наличие и исправность защитного экрана и защитных очков, предохранительных устройств защиты от абразивной пыли и охлаждающих жидкостей;отрегулировать местное освещение так, чтобы рабочая зона была достаточно освещена и свет не слепил глаза;проверить наличие смазки станка. При смазке следует пользоваться только специальными приспособлениями;надежно закрепить подручник, установив его таким образом, чтобы зазор между краем подручника и рабочей поверхностью абразивного круга был не более 3 мм. Рабочая поверхность подручника должна быть ровной, а край рабочей поверхности — без выбоин и выработки;проверить на холостом ходу станка:а) исправность органов управления;б) исправность системы смазки и охлаждения;в) исправность фиксации рычагов управления;проверить состояние абразивных кругов наружным осмотром с целью определения трещин и выбоин;проверить паспорт об испытании на прочность кругов диаметром 150 мм и выше.2.2. Установку абразивных кругов и их крепление на шпиндель заточного станка должны производить лица, прошедшие специальное обучение и получившие инструктаж по правилам установки абразивного инструмента на заточные станки:а) наладчики устанавливают абразивные круги, собранные и отбалансированные с планшайбами;б) заточники устанавливают только те абразивные круги, которые не проходят балансировки.2.3. Заточнику запрещается:работать в тапочках, сандалиях, босоножках и т.п.;применять неисправные и неправильно заточенные режущие инструменты и приспособления;прикасаться к токоведущим частям электрооборудования, открывать дверцы электрошкафов. В случае необходимости следует обращаться к электромонтеру.3. ТРЕБОВАНИЯ БЕЗОПАСНОСТИ ВО ВРЕМЯ РАБОТЫ 3.1. Во время работы заточник обязан:включить вытяжную вентиляцию и проверить ее работу;инструмент, выданный на заточку, разложить на верстаке, не загромождая рабочее место и проходы;проверить надежность крепления абразивного круга, наличие картонных прокладок между зажимными фланцами и кругом, надежность крепления гаек, зажимающих фланцы;проверить исправную работу станка на холостом ходу в течение 3—5 мин, находясь в стороне от опасной зоны возможного разрыва абразивного круга;перед установкой на станок обрабатываемой детали и приспособления очистить их от стружки и масла;при заточке или доводке инструмент надежно закреплять в приспособлении или пользоваться подручником. Запрещается при заточке удерживать инструмент на весу;заточку осевого инструмента, обрабатываемого в центрах, производить только с исправными центровыми отверстиями, не допускать, чтобы вершина центров упиралась в дно центровых отверстий; инструмент должен плотно входить в оба центра всей конусной поверхности центровых отверстий;при ручной подаче подавать круг или инструмент на круг плавно, без рывков и резкого нажима;не допускать работу боковыми поверхностями круга, если круг не предназначен специально для такого вида работ;заточку и доводку инструмента алмазными кругами производить только с охлаждением;при заточке инструмента с охлаждающей жидкостью следить за тем, чтобы жидкость омывала абразивный или алмазный круг по всей его рабочей поверхности и своевременно отводилась;при переходе с сухой на мокрую заточку во избежание разрыва дать кругу предварительно охладиться (остыть) и только после этого начинать заточку инструмента с охлаждающей жидкостью;правку абразивных кругов производить только алмазами, алмазно-металлическими карандашами или специальными алмазозаменителями в соответствии с установленной технологией правки;алмазную и металлическую пыль удалять со станка специальной щеткой-сметкой или скребком. Производить эту работу непосредственно руками запрещается;не допускать уборщицу к уборке у станка во время его работы;оберегать круг от ударов и толчков;остановить станок и выключить электрооборудование в следующих случаях:а) уходя от станка даже на короткое время;б) при временном прекращении работы;в) при перерыве в подаче электроэнергии;г) при уборке, смазке, чистке станка;д) при обнаружении какой-либо неисправности, которая грозит опасностью;е) при подтягивании болтов, гаек и других крепежных деталей.3.2. Во время работы на станке запрещается:работать на станке в рукавицах или перчатках, а также с забинтованными пальцами без резиновых напальчников;брать и подавать через работающий станок какие-либо предметы, подтягивать гайки, болты и другие соединительные детали станка;затачивать режущий инструмент на неисправном оборудовании;тормозить вращение шпинделя нажимом руки на вращающиеся части станка;пользоваться местным освещением напряжением выше 42 В;опираться на станок во время его работы и позволять это делать другим;работать кругами, имеющими трещины или выбоины;применять рычаги для увеличения нажима на круг;во время работы станка открывать и снимать ограждения и предохранительные устройства;оставлять ключи, приспособления и другие инструменты на работающем станке. 4. ТРЕБОВАНИЯ БЕЗОПАСНОСТИ В АВАРИЙНЫХ СИТУАЦИЯХ 4.1. В случае поломки станка, отказа в работе пульта управления заточник обязан отключить станок и сообщить об этом мастеру.4.2. В случае загорания ветоши, оборудования или возникновения пожара необходимо немедленно отключить станок, сообщить о случившемся администрации и другим работникам цеха и приступить к ликвидации очага загорания.4.3. В случае появления аварийной ситуации, опасности для своего здоровья или здоровья окружающих людей следует отключить станок, покинуть опасную зону и сообщить об опасности непосредственному руководителю. 5. ТРЕБОВАНИЯ БЕЗОПАСНОСТИ ПО ОКОНЧАНИИ РАБОТЫ По окончании работы заточник обязан:выключить станок и электродвигатель;привести в порядок рабочее место:а) убрать со станка алмазную и металлическую пыль;б) очистить станок от грязи;в) аккуратно сложить заготовки и инструмент на отведенное место;г) смазать трущиеся части станка;сдать станок сменщику или мастеру и сообщить обо всех неисправностях станка;снять спецодежду и повесить в шкаф, вымыть лицо и руки теплой водой с мылом или принять душ. Заточные станкиКомпания «ШТРАЙ» поставляет заточные (точильно-шлифовальные) станки от европейских производителей SEBIT. Цена оборудования варьируется в зависимости от его марки и количества выполняемых операций. Заточный станок – это устройство, применяемое для правки и заточки режущих слесарно-монтажных, столярных, плотницких инструментов и ножей, а также для шлифования и зачистки сварных швов абразивными, алмазными или эльборовыми кругами. Оборудование позволяет выполнять заточку разверток, фрез, метчиков и резцов, изготовление ступенчатых сверл, шлифование зенкеров, канавок и другие операции. Виды Малые. Диаметр шлифовального круга составляет 100 – 175 мм. Малые станки предназначены для заточки мелких инструментов. Средние. Диаметр круга находится в пределах 200 – 350 мм. Средние станки осуществляют заточку проходных, подрезных, расточных, фасочных, фасонных, резьбонарезных и других видов резцов. Крупные. Диаметр круга – от 400 мм и более. Крупные станки предназначены для шлифования деталей и обдирочно-зачистных работ. Принцип работы Затачиваемый инструмент устанавливается на подручник или поворотный столик, закрепляется между центрами бабок универсального станка. Обрабатываемая поверхность прижимается к кругу с усилием не более 20–30 Н. Между диском и подручником допускается зазор не более 3 мм. Перед началом работы станка опускается защитный экран. Если для повышения производительности усилие прижима увеличивается свыше 4 кгс, появляется опасность образования трещин и прижогов. Риск возникновения деформаций снижается при увеличении продольной подачи. Шлифовальные системы, оснащенные несколькими кругами, позволяют производить предварительную и окончательную заточку инструментов. Марки SEBIT. Марка SEBIT принадлежит немецкой компании Seile und Bitterling GmbH – одному из крупнейших производителей заточного оборудования. Компания «ШТРАЙ» предлагает универсальный напольный точильный станок WS 54 марки SEBIT, позволяющий обрабатывать конические и цилиндрические поверхности без дополнительной оснастки. Диаметр круга составляет 125 мм. Благодаря универсальной бабке изделия оборудование обеспечивает экономичную заточку и изготовление ступенчатых сверл, зенкеров и других инструментов. Станок характеризуется минимальным радиальным биением. Цена устройства зависит от мощности главного привода – 1300 или 2800 Вт. Заточной станок для безабразивного затачивания бывает анодно-механическим, электроискровым или ультразвуковым. Существенной особенностью данного типа станков является необходимость доводки затачиваемого инструмента: нужна дополнительная отделочная обработка для получения точных размеров или требуемого уровня притирки деталей. Такая доводка может производиться как вручную, так и на специальных доводочных станках. При доводке на детали наносится абразивная паста или порошок. Наибольшее распространение получили абразивные заточные станки. К ним относятся простые точила, специальные станки для резцов, свёрл, протяжек, плашек, некоторых зуборезных инструментов. Заточные станки для резцов обычно снабжены подвижным суппортом, в котором закрепляется затачиваемый резец. Есть станки с перемещающейся относительно суппорта шлифовальной бабкой. Станок оборудуется шкалой для установки резца под требуемым углом.Приспособлением для получения заданных углов затачивания также оснащен заточной станок сверла. Инструмент для абразивного затачивания — шлифовальный круг. Точильные заточные станки могут быть выполнены с одним или двумя шлифовальными кругами. Универсальный заточный станок применятся для обработки многолезвийных инструментов типа фрез, зенкеров, развёрток, метчиков. Универсальный заточный станок имеет бабки, между центрами которых и закрепляется различный инструмент, требующий заточки. При этом сам стол универсального станка выполняет возвратно-поступательное движение относительно вращающегося шлифовального круга. Купить заточной станок - это отличное вложение средств.
sawwood.ru Техника безопасности при работе на заточных станкахОпубликовано admin Мар 11, 2012 в Заточные станки При работе на заточных станках, кроме правил техники безопасности, относящихся ко всем типам шлифовальных станков, должны быть приняты дополнительные меры предохранения:
Все шлифовальные круги до выдачи на рабочее место должны быть испытаны на специальном станке, причем окружная скорость шлифовального круга при испытании должна на 50% превышать скорость, указанную на круге. Перед установкой на станок шлифовальный круг должен быть проверен на звук (отсутствие трещин). Все шлифовальные круги, установленные на станках, должны быть закрыты предохранительными кожухами. Кожухи должны изготовляться из стали — сварной или литой. Толщина стенок, размер, расположение и угол раскрытия кожуха должны соответствовать правилам техники безопасности при работе на шлифовальных станках.
Все новые шлифовальные круги при установке на станок должны проработать вхолостую при полной рабочей скорости, по крайней мере, в продолжение одной минуты. Рабочий, обслуживающий станок, в это время должен находиться на некотором расстоянии от шлифовального круга. Особенно осторожно следует обращаться с кругами, которые хранились в холодном складе, а также утром, при начале работы, в холодном помещении. В этих случаях изделие должно подаваться на круг очень медленно, так как при этом круг нагревается постепенно, и возможность его разрыва уменьшается. При работе на заточных станках вручную, без охлаждающей жидкости необходимо защищать глаза специальными очками. На заточных станках, работа на которых производится без охлаждающей жидкости, для улавливания абразивной пыли и мелкой стружки устанавливаются пылесосы. Пылесосы могут быть групповыми или индивидуальными. При групповом пылесосе на станках устанавливаются пылеприемники, причем чаще всего они же являются и защитными кожухами для шлифовальных кругов. Каждый такой пылеприемник соединен гибкой или жесткой трубой с общей пылеотсасывающей трубой. Отсос пыли производится мощным вентилятором, установленным в отдельном помещении. При индивидуальном пылеотсосе на каждом станке, помимо пылеприемника, устанавливаются вентилятор и пылеотстойник. Всасывающее отверстие вентилятора соединяется трубой с пылеприемником, а выхлопное отверстие — с пылеотстойником. Конструкция вентилятора для индивидуальных установок очень проста и состоит из корпуса., крылатки и фланцевого электродвигателя. Крылатка помещается внутри корпуса и насаживается на конец вала электродвигателя, установленного на корпусе. На заточных станках отечественного производства очень часто применяются отстойники с водяным пылеулавливателем и отстойники с фильтром. У отстойников с водяным пылеулавливателем струя воздуха из вентилятора направляется в бак с водой, где воздух, ударяясь о воду, очищается от пыли и стружки и выходит в цеховое помещение или отводится наружу. В отстойниках с фильтром струя воздуха из вентилятора направляется в бак, наполненный стружкой из цветного металла или фарфоровыми трубочками, причем то и другое должно быть смочено машинным маслом. Воздух, проходя через поры фильтра, благодаря наличию в нем масла очищается от абразивной пыли и стружки и очищенный выходит в помещение цеха. Для обеспечения хорошей работы фильтра его нужно периодически промывать в керосине или эмульсии, а затем смачивать в машинном масле. Пылеотсасывающие устройства на заточных станках не обеспечивают полного отсоса образующейся при работе абразивной пыли и стружки, поэтому на большинстве заточных станков заточка производится с применением охлаждающей жидкости. Охлаждающая жидкость не только способствует улучшению условий труда заточников, но и обеспечивает более качественную заточку. Подача охлаждающей жидкости на заточных станках производится так же, как и на обычных шлифовальных станках. Для сбора отработанной жидкости на каждом заточном станке имеются отводы, откуда Охлаждающая жидкость по трубопроводу стекает в бак-отстойник. www.4ne.ru Принцип работы заточного станкаПеред владельцами пилорамы любого вида стоят две задачи. Первое, получить как можно больше пиломатериала. Второе, он должен быть хорошего качества. Добиться того и другого можно только за счет слаженной работы всех звеньев деревообрабатывающего оборудования. Это исправность пилорамы, настройка станка и качество пильного инструмента - пилы или диска. Мы ориентируемся на нужды наших клиентов. Предлагаем деревообрабатывающим предприятиям, помимо ленточных пил, автоматические устройства для их затачивания. Когда и почему нужна заточкаКаждая составляющая технологической цепочки пилорамы имеет значение и влияет на бесперебойную работу станка, его производительность, себестоимость продукции, качество пиломатериала. Не смотря на то, что ленточные пилы изготовлены из инструментальной легированной закаленной стали, в процессе эксплуатации они интенсивно изнашиваются и стираются. Затупившаяся пила не столько режет, сколько трет древесину, к тому же перегревается. В результате на ее поверхности появляются микротрещины. Если заточкой своевременно не убрать все повреждения и дефекты, они разрастаются и могут стать отправной точкой для разрыва пилы. Поэтому пильный инструмент необходимо своевременно, правильно затачивать и разводить зубья. Необходимость заточки определяется визуально. Сигналом является изменение конфигурации зубьев. Они становятся округлыми и блестящими. За счет перегрева пилы уменьшается ее натяжение. Ухудшается качество распила, на древесине появляется «волна». Технические характеристики станкаНаша компания поставляет высокоточные скоростные автоматы для заточки ленточных пил со следующими техническими характеристиками:
Полный комплект подставки включает станок в собранном виде, точильный камень; стойки для пилы упорные – 3 штуки, инструкцию. Устройство заточного автоматаЧтобы лучше понять, по какому принципу работает заточный станок, нужно ознакомиться с его устройством. Суть заточных автоматов примерно одинакова, они и состоят из:
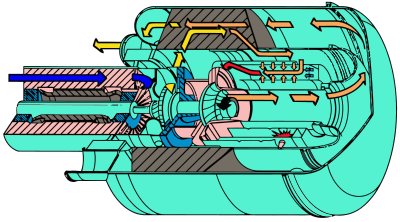
Данный заточный автомат специализирован на заточку пилы с шагом зубьев 22 мм. Шагом зуба считается расстояние между двумя его вершинами. Подготовка автомата и пилы к работеНекачественная заточка – основная причина выхода из строя и разрыва ленты пилы, (до 90%), снижения качества пиломатериала. Следовательно, к операции по затачиванию нужно подходить с полной ответственностью. Заточные автоматы поставляются в собранном виде. Их остается установить и подготовить к работе. В комплект автомата входит готовый к эксплуатации точильный круг. Но перед работой его все-таки необходимо проверить на предмет целостности и отсутствия сколов. Последовательность работы на точильном автомате, подготовка к работе заключается в следующем. Станок крепится к ровной горизонтальной поверхности стола с помощью шпилек, установленных по периметру. Вторым этапом на стойках закрепляется лента пилы строго параллельно поверхности стола. Фиксируется таким образом, чтобы полотно с небольшим усилием руки плавно, без рывков передвигалось по кругу, и не выходило из пазов стоек. Между пилой и стойкой не должен оставаться зазор. Затем устанавливается дисковый круг. С помощью винтов регулируется глубина опускания заточной головки. При работе станка она должна легко касаться профиля зуба на всем протяжении ленточной пилы. Регулировка продвижения пилы винтами проводится при выключенном электродвигателе заточной головки. Он включается только после завершения настройки. Заточка зубьев пилыЗаточка ленточной пилы профессиональным станком наиболее точная. Автомат не может ошибаться. Достаточно его правильно настроить и отрегулировать, как заточка будет доставлять только удовольствие. А вот здесь важен человеческий фактор. Только от мастера зависит качество настройки станка и установка пилы. Заточка производится абразивным, заточным кругом, камнем, точилом - разница только в названии. Точильный камень имеет свойство изнашиваться и его приходится периодически менять. Выбирается круг с учетом обрабатываемого материала (твердости зубьев), зернистости абразива, возможности повторять форму зубьев пилы. При работе станка диск постоянно вращается на оси электродвигателя. При этом совершает ряд сложных движений, повторяющих контур зубьев. В это время пила проталкивается относительно точила специальным механизмом. Операция по заточке зуба пилы включает три этапа: ввод, протачивание впадины, выход. Сначала круг движется вниз и протачивает переднюю грань зуба вместе с режущей кромкой, формируя одновременно передний угол. Плавно продолжает движение дальше и протачивает все впадины, убирая микротрещины и неровности. На выходе круг также плавно протачивает заднюю грань зуба, режущую кромку и формирует задний угол. В такой последовательности повторяется цикл движений на всех зубьях замкнутого круга пилы. В процессе работы точила зубья не должны перегреваться. Иначе на их поверхности появляются микротрещины, приводящие к разрыву пилы. Купив заточный автомат в нашей компании, вы получаете технологическое преимущество в обслуживании ленточной пилы. Значительно облегчаете труд персонала. Улучшаете качество продукции. pilorama-kedr.com Точило электрическое(наждак) с регулировкой оборотовРежущие инструменты можно затачивать вручную или на специальном станке. Первый способ занимает много времени, поэтому у хорошего хозяина обязательно найдется в сарае точило электрическое. Это неприхотливый инструмент, работающий десятками лет без специального ухода. Необходимо только вовремя убирать металлическую пыль с корпуса и подвижных деталей. Устройство электрического наждака устройство электрического наждака Наждаком называют абразивный материал, который изготавливается из корундовой и магнетитовой крошки. Самое качественное сырье для производства абразивов поступает из Южной Европы. Природный наждак темно-зеленого цвета, в его составе присутствуют легкоплавкие компоненты. Поэтому используют его лишь в холодных композитах. Абразивные качества породе придает примесь корундовой крошки. Для улучшения сцепления этим материалом покрывают гладкие каменные ступени лестниц. Электрический бытовой или профессиональный наждак представляет собой станок для затачивания любых режущих инструментов. Главный элемент конструкции — это электромотор, установленный горизонтально на станину, которая крепится на рабочий стол винтами (8) и присосками (7). На корпусе предусмотрена кнопка пуска (3). Большинство станков оснащаются индукционными электромоторами. Они отличаются тихой работой, надежностью и нетребовательностью к уходу. С двух сторон мотора выступает ось ротора, вращающаяся на подшипниках, на нее надеты точильные круги. Один с более крупным абразивом для первичной обработки (1), второй с наждаком помельче (2)- для финальной правки. Часть кругов прикрыта защитным коробом (4), доступная часть вращается. Для упора затачиваемого инструмента у специализированных профессиональных моделей предусмотрена подставка (6), которая поворачивается для изменения угла заточки и передвигается к кругу и от него. Так как точильные диски надеты на один вал, они вращаются с одинаковой скоростью, что не всегда удобно. Поэтому, если требуется качественная и точная доводка, подберите заточной станок с регулировкой оборотов. На некоторых моделях точильных станков один круг заменен проволочной дисковой щеткой или точильной лентой. Щетка используется для совершенно нового инструмента. Сначала резак зачищают щеткой, затачивают на крупном абразиве, после чего доводят на мелком. Щеткой счищают небольшие зазубрины и ржавчину. Есть модели с пазами для правки сверл. Отлетающие при точении искры улавливаются прозрачным экраном (5), а дополнительное удобство обеспечивается подсветкой рабочей зоны. Виды наждачных станков наждачный ленточный станок с подсветкой Все представленные на рынке точильные устройства можно разделить на три категории:
Конструктивно станки из разных категорий практически не отличаются. Основное различие между ними это степень надежности. Аппарат для бытового использования в состоянии проработать без перерыва 15 минут. Профессиональные выдерживают полный рабочий день (8 часов). Им необходим отдых дважды за смену по 15 минут. Кроме этого, полупрофессиональные и профессиональные наждаки оснащаются большим набором дополнительных опций и приспособлений. Например, полупрофессиональные модели обычно содержат пазы для правки сверл, что редкость для бытовых станков. Полупрофессиональные модели удобны для работы в небольшой заточной мастерской средней проходимости. Бытовое оборудование работает от электросети 220 Вт. Кроме описанной выше двухдисковой модели, существуют другие модификации точильного оборудования:
Ленточный наждак — это устройство, оснащенное заточным диском и подвижной абразивной лентой, движение которой запускается также от двигателя. Модификация позволяет заточить любой металлический режущий инструмент, отшлифовать детали из дерева или пластика. Станок с наждачной лентой предоставляет наибольшие возможности обработки резцов. Заточные станки с гибкими валами это редкость на рынке. Их используют для гравировки поверхностей. Ручной наждак — подобие электрической конструкции, где в качестве двигателя выступает сила мастера. На мощной станине закреплен вал, вращаемый ручкой. Чаще всего такие устройства используют для точения сельскохозяйственного инструмента, поэтому используются большие абразивные круги. Основные параметры электрических наждаков ленточно-точильный станок Мощность. Некоторые профессиональные модели обладают мощностью до 1 кВт. Двигатели бытовых электрических точил от 120 до 350 Вт. Для домашнего пользования достаточно будет инструмента мощностью 250 Вт. Чтобы править садовый инвентарь, потребуется до 450 Вт. Во время обработки крупных инструментов давление на абразивный круг сильнее, поэтому слабый двигатель не справится с нагрузкой. Чем тяжелее и крупнее режущие инструменты, тем мощнее требуется точильный станок. Размер абразивного круга. Учитывается наружный диаметр и внутренний — посадочного отверстия. Самые маленькие круги диаметром 125 мм, средние от 150 до 175 мм и самые крупные 400 мм. Для работы с большими инструментами требуются диски большого диаметра и наоборот. Чтобы затачивать ножницы и ножи достаточно 125 мм, а для правки садового инструмента не меньше 175 мм. В бытовые аппараты производители устанавливают диски толщиной 2 или 4 см с мелким абразивом. Они универсальны и подходят практически для любого инструмента, кроме особо твердых сталей. Посадочный диаметр. Существует несколько стандартных диаметров посадочного отверстия: 12,7; 16; 20; 32 мм. Большинство устройств рассчитаны на круги с посадкой 32 мм, поэтому при покупке целесообразнее остановиться на них. Регулировка скорости. Станки профессиональной категории позволяют изменять скорость вращения диска при работе с различными материалами. Например, увеличивая количество оборотов диска, можно качественнее заточить инструмент из прочных сталей. Существуют модели с регулируемой оборотистостью. Сначала инструмент затачивают при повышенных оборотах (около 3 тысяч). Мелкозернистый круг с малыми оборотами (около 140 в минуту) используют для доводки. Такая поэтапная обработка предупреждает обгорание металла. По мнению специалистов, для заточки бытовых режущих инструментов вполне достаточно скорости до 150 оборотов в минуту.  станок с перпендикулярным расположением кругов Крепления точильных кругов. Это одно из условий качественной обработки детали. Чаще всего диски крепятся обычными гайками. Нередко даже на новом станке они немного разболтаны. Поэтому необходимо снять предохранительные короба и подтянуть гайки. Положение дисков в двух плоскостях регулируется специальными винтами. Положение дисков относительно друг друга. У некоторых моделей диски установлены перпендикулярно и могут двигаться с разной скоростью. Минус такого оборудования в громоздкости. Необходимо также обеспечить подход к аппарату с двух сторон. Функция мокрой обработки. Встречается у устройств с перпендикулярной постановкой наждаков. Постоянная подача воды в рабочую зону улучшает качество затачивания, предупреждает перегрев инструмента и абразива, продлевая срок эксплуатации. Наличие защитных коробов. Большинство современных наждаков оснащаются защитными экранами и кожухами, которые предотвращают травмы оператора. Освещение рабочей зоны. Этой дополнительной опцией оснащают только стационарные модели наждаков. Лампы удерживаются гибкими основаниями, позволяющими наиболее удобно подстроить освещение. Правила работы на электрическом наждаке
 заточной наждак Ураган
Видеоролик представляет несколько компактных моделей наждаков, в том числе с гибким валом: stanokgid.ru Заточка ленточных пил – способы заточки и виды заточных станковЕсли вы пользуетесь ленточной пилой, имейте в виду, что заточить ее самостоятельно совсем несложно. При этом вам не придется оплачивать услуги по заточке, оказываемые специализированными мастерскими.  Полотно ленточной пилы Основные сведения о ленточных пилахЛенточная пила – это режущий инструмент, выполненный в виде зубчатой ленты, имеющей замкнутый контур. Для его обслуживания необходим специальный заточной станок для ленточных пил. Кроме того, ленточные пилы имеют ряд других существенных отличий от традиционных дисковых моделей. Наиболее значимым из таких отличий является возможность получения с помощью такого инструмента пропила с минимальной шириной. Следует отметить, что это особенно актуально тогда, когда необходимо выполнить распил древесины ценных пород и заготовок из дорогого металла. Оборудование, оснащенное ленточной пилой, может успешно использоваться для обработки деталей, изготовленных из разных материалов и имеющих различную конфигурацию. Такая обработка характеризуется минимальным количеством отходов обрабатываемого материала, исключительным качеством реза и высокой скоростью процесса. Однако таких параметров обработки можно добиться при условии, что заточка ленточных пил на станке выполняется не только правильно, но и регулярно. При обслуживании ленточного инструмента (особенно если вы справляетесь с этим своими силами) необходимо строго придерживаться рекомендаций квалифицированных специалистов.  Aвтоматическая ленточная пила BOMAR Ленточные пилы в зависимости от характеристик обрабатываемого материала могут быть изготовлены из разных материалов, отличаться геометрией режущих зубьев. Если говорить о разделении заготовок из металла, здесь наибольшее распространение получили две марки стали, используемые для изготовления пил: 9ХФ и В2Ф. Оборудование для распила древесины оснащается пилами, выполненными из инструментальной стали, твердость которой по шкале HRC составляет не менее 45 единиц. Ленточные инструменты для распиловки древесины дополнительно подразделяются на три типа: столярные, делительные, для обработки бревен. Инструменты, относящиеся к разным типам, естественно, имеют разные параметры (размеры полотна, форма и угол заточки). Более твердые породы дерева обрабатывают инструментом с меньшим углом заточки. Сегодня все активнее используются ленточные пилы биметаллического типа, которые необходимы для разделения заготовок, выполненных из твердых сортов стали. Биметаллическими такие пилы называются потому, что состоят из двух разных металлов: режущие зубья – из стали с большим содержанием вольфрама и молибдена, а само полотно – из пружинных сталей. Конечно, такие полотна значительно дороже типовых моделей, так как для их изготовления необходимо специальное оборудование, в котором соединение двух разнородных металлов происходит под действием электронного луча.  Биметаллическая ленточная пила Типы разводки ленточных пилКак и любой другой инструмент, ленточная пила подвергается износу после каждого цикла резки. Это естественный и неизбежный процесс. Именно поэтому каждая пила ленточного типа нуждается в регулярном и квалифицированном обслуживании – разводке и заточке. Такое обслуживание позволяет не только поддерживать режущее полотно в рабочем состоянии, но и значительно увеличивать срок его эксплуатации. Увеличить срок службы режущего полотна и значительно улучшить его функциональные возможности позволяет правильная разводка. Смысл такой операции заключается в следующем: режущие зубья пилы отгибают в разные стороны, что позволяет уменьшить силу трения в процессе резки, а также минимизировать риск зажатия полотна обрабатываемой деталью. Разводка ленточной пилы может выполняться по трем схемам, выбор которой зависит от типа обрабатываемого материала.
 Станок для разводки ленточных пил Для отгиба зубьев ленточной пилы применяется специальное оборудование, позволяющее выполнить такую технологическую операцию быстро и максимально точно. По общепринятым нормативам, максимальная величина разводки зубьев не должна превышать 0,7 мм, но обычно ее значение находится в диапазоне 0,3–0,6 мм. Важно не только выбрать тип разводки, ориентируясь на характеристики материала, который предстоит распиливать, но и выполнить ее правильно, отогнув зубья только на 1/3 или 2/3 их высоты. После разводки можно отправлять режущее полотно на станок для заточки ленточных пил. Как показывает статистика, ленточные пилы чаще всего утрачивают свои функциональные возможности по причине того, что их заточка была выполнена неправильно или несвоевременно. Показателем того, что ленточная пила нуждается в разводке и дальнейшей заточке на станке, является повышенная шероховатость поверхности распила. Необходимость в такой процедуре можно также определить по внешнему виду режущих зубьев. Основными элементами любых заточных станков являются круги, выбор которых, в первую очередь, зависит от твердости материала, использованного для изготовления режущих зубьев. Для того чтобы точить твердые материалы, необходимо использовать соответствующие круги. Так, для заточки полотен биметаллического типа выбирают точильные инструменты, состоящие из боразоновых или алмазных элементов, а для приведения в порядок пил, выполненных из инструментальных сталей, вполне подойдут корундовые круги. Инструменты для заточки пил ленточного типа выбирают и по составу, и по конструктивному исполнению. Для различных по своей конструкции и размерам полотен в станках могут использоваться круги следующих типов:
 Комплект устройств Wood-Mizer для заточки и разводки ленточных пил Согласно инструкции, при заточке ленточной пилы на станке следует следить за соблюдением следующих требований.
Заточка пил ленточного типа своими руками имеет некоторые особенности. В таких случаях, как правило, заточке подвергают заднюю поверхность зубьев, хотя, если воспользоваться инструкцией производителя или посмотреть тематическое видео, то можно заточить и их переднюю поверхность. Способы заточки и оборудование для нееРешать, какой способ заточки выбрать, надо в конкретном случае, но существует две основных схемы выполнения данного процесса. Заточка по полнопрофильной схемеДля выполнения такой заточки применяют автоматизированные станки, на которые установлены круги эльборового типа. Выполнить такую заточку своими руками очень сложно. Технология обработки по этой схеме предполагает выбор точильного круга для каждого типа ленточной пилы. При этом учитываются размеры и форма зубьев. Сама заточка имеет следующие особенности: она выполняется за одно перемещение круга, при этом он одновременно обрабатывает поверхности двух зубьев, расположенных рядом. При таком методе заточки удается получить плавный переход у основания зубьев. Самый большой минус такой технологии заточки заключается в необходимости использования отдельных заточных кругов для обработки пил с разными характеристиками режущих зубьев. Заточка только граней режущих зубьевТаким способом можно заточить инструмент для своей пилорамы и вручную, и на станке. Заточить грани зубьев пилы вручную можно при помощи обычного гравера или надфиля. Однако более качественно и быстро сделать заточку по такой технологии позволяют специальные станки. В таком случае также придется подбирать круги для ленточных пил разного размера и с различной конфигурацией зубьев.  Устройство для заточки ленточных пил АЗУ-02/6. Конструкция стандартного заточного станка включает в себя следующие элементы:
Управление всеми движениями заточного круга и ленты пилы осуществляется при помощи специального электронного блока. При выполнении заточки зубьев пилы своими руками (особенно если у человека, который этим занимается, нет соответствующего опыта) могут возникать следующие проблемы: появление неправильной формы пазух между зубьями и несоблюдение угла их наклона. Причины таких недостатков заключаются, как правило, в следующем: для точения используется круг несоответствующего профиля, выбран неправильный угол его наклона, смещен эксцентрик заточного станка. Оценка статьи:  Загрузка... Загрузка... Поделиться с друзьями: met-all.org |
|
||||||||||||||||||
|
|
||||||||||||||||||
|