


Перемотка электродвигателя своими руками в домашних условиях. Обмотки двигателяОбмотки статора электродвигателя, классификация, характеристики, применение
Обмотки статоров различных типов и видов электрических машин переменного тока разнообразны по конструкции, технологии их изготовления и укладки в пазы. Для того чтобы яснее представить себе существующие конст рукции катушек обмоток статоров машин переменного тока, а так же в связи с тем, что от вида и типа катушек зависят технологиче ские операции, выполняемые при ремонте обмоток, следует при вести условную классификацию катушек обмоток статоров электри ческих машин переменного тока по ряду конструктивных и техноло гических признаков. Номинальное напряжение до 660 В, 3 кВ и вышы имеет широкое распространение в классе напряжении до 660 В имеют также и по периметру каждого витка (витковая изоляция). Соотношение площади проводниковых и изоляционных материалов сечении площади паза для обмоток низкого и высокого напряжен можно оценить по рис. 3. Кроме того, при изготовлении катушек напряжение машины 10 кВ и выше применяются так называем противокоронные меры, которые заключаются либо в устанавливаются в 16 специальных конструктивных элементов внутри катушек, либо в нанесении дополнительного покрытия наружной поверхности изоляций катушек полупроводящими лаками. Вид обмоточного провода, из которого изготовляются катушки. Катушки из круглого обмоточного провода — мягкие катушки, окончательная формовка лобовых частей которых производится в процессе их укладки в пазы статора, применяются для асинхронных двигателей низкого напряжения мощностью до 100 кВт. Катушки из обмоточного провода прямоугольного сечения — жесткие катушки, которые укладываются в пазы статора в окончательно отформованном при их изготовлении виде, применяются в электрических машинах высокого напряжения. Следует отметить, что имеется целый ряд типоразмеров электрических машин низкого напряжения, где также применяются жесткие катушки, — это» асинхронные и синхронные двигатели в диапазоне мощностей 100—400 кВт.
Класс нагревостойкости. В зависимости от расчетных электромагнитных нагрузок в пусковом и номинальном режимах и связанных с этим температурных факторов, а также от эксплуатационных условий обмотки электрических машин по ГОСТ 183—74 могут быть изготовлены по классам нагревостойкости А, Е, В, F и Н. Технологически это означает применение для обмотки каждого класса нагревостойкости соответствующих марок обмоточных проводов и изоляционных материалов, способных нормально работать при температурах, характеризующих данный класс. Характеристики основных групп изоляционных материалов и обмоточных проводов, относящихся к тем или иным классам нагревостойкости, будут даны ниже при непосредственном рассмотрении технологических процессов изготовления катушек. Число сторон катушек в пазу. Различие обмоток по этому признаку заключается в том, что в однослойной обмотке сторона катушки занимает повысоте весь паз статора, а в двухслойной — только половину паза. По конструкции и технологии изготовления катушки однослойных и двухслойных обмоток, изготовляемых из круглого провода (для двигателей до 100 кВт), не имеют между собой принципиальных отличий. Катушки однослойных и двухслойных обморок, изготовляемые из обмоточных проводов прямоугольного сечения, принципиально отличаются между собой и по конструкции, по технологии изготовления, а также по технологии их укладки и монтажа в статоре. Вид элементов обмотки. Различие элементов обмотки по данному признаку заключается в том, что катушка может быть технологически изгоготовлена замкнутой с последовательным соединением в oт этом случае обмотку называют катушечной) или элемен, обмотки изготовляются в виде стержней, а соединение витков стержней в катушку производится в процессе монтажа обмотки тор; такие обмотки называют стержневыми. Каждый из видов катушек обмоток электрических машин переменного тока приведениои условной классификации в силу различныз технологических и эксплуатационных факторов имеют и внутри данного вида различия по конструкции и применяемы материалам. К обмоткам высокого напряжения статоров, которые наиболее широко применяются в настоящее время, по приведенной выц классификации, относят: двухслойные катушечные обмотки из обм. точных проводов прямоугольного сечения, на номинальное напря. жение 3, 6 и 10 кВ с изоляцией классов нагревостойкости В, F и Н Такие обмотки применяются в подавляющем большинстве синхронных и асинхронных электрических машинах мощностью 100— 6000 кВт, составляющих основной парк электрических машин высокого напряжения в стране. В связи с выбранным видом обмоток следует ознакомиться с построением схем обмоток статоров электрических машин, в которых применяются эти виды обмоток. pue8.ru Определение начала и конца обмоток электродвигателя Давайте определим принадлежность выводов, к соответствующим обмоткам воспользовавшись для этого мультиметром. Перед началом измерения переключаем мультиметр на 200 Ом и одним из щупов дотрагиваемся до любого из шести выводов, а вторым щупом ищем конец этой обмотки. Когда вы найдете искомый проводник, показания на дисплее мультиметра изменятся на отличное от ноля. В нашем случае это 14,7 Ом. Вы нашли первую обмотку статора электродвигателя. Предлагаю отметить выводы отрезками кембрика (или любым удобным вам способом) с маркировкой U1 иU2. Аналогичным способом находим оставшиеся две обмотки. Вторую обмотку отмечаем кембриком (или любым удобным вам способом) V1 и V2, а третью W1 и W2 соответственно. В итоге мы нашли три обмотки и от маркировали их выводы в произвольном порядке. Теперь перейдем к следующему шагу в котором мы определим начало статорной обмотки и её конец, но сначала немного теории. В электротехнике две обмотки, которые находятся на одном сердечнике возможно подключить согласованно или встречно. Таким образом, при согласованном подключении двух обмоток возникает ЭДС (электродвижущая сила), складывающаяся из сумм ЭДС (электродвижущей силы) первой и второй обмотоки. То есть процесс электромагнитной индукции возникающей в первых двух обмотках наведет в расположенной рядом обмотке ЭДС, то есть напряжение. Если же вы подключите две обмотки встречно, получается что ЭДС каждой из обмоток будет направлена друг на друга и её сумма с этих двух встречных обмоток будет равнятся нулю. Поэтому в расположенной рядом обмотке электродвижущая сила не наведётся или наведется только малой величины. Теперь выполним все выше сказанное на практике. Выводы U1 и U2 первой обмотки соединяем с выводами V1 и V2 второй обмотки, представленным ниже способом. Помните, что обозначения, нанесенные на выводы достаточно условные. После чего производим измерение напряжения на выводах обмотки W1 и W2, в первом случае получилось 0,15 Вольт. Полученное напряжение очень маленькое, поэтому можно сделать вывод, что обмотки подключены встречно. Отключаем напряжение и меняем выводы V1 и V2 местами. После повторного измерения получается 6,8 Вольт. Значит обмотки подключены правильно, а маркировка их верна (рис.1). Если при измерении напряжения вы получили 6,8 Вольт значит маркировка и подключение обмоток выполнено правильно. Далее соедините обмотки вашего электродвигателя по схеме звезда или треугольник и провести испытания без нагрузки. В данном случае обмотки электродвигателя соединены по схеме звезда. После пуска электродвигателя необходимо обратить внимание на сторону вращения вала и при необходимости поменять фазы местами для её изменения. Материалы, близкие по теме: electromontaj-st.ru Перемотка электродвигателя своими рукамиПеремотка электродвигателя — процесс замены старой медной обмотки на новую в электрическом двигателе. Чаще всего перематывание делают когда нарушается целостность изоляции медного проводника в результате чего могут возникнуть межвитковые замыкания или пробои на корпус. Факторы износа изоляции
К причинам износа изолирующей оболочки относятся условия в которых находится статор электродвигателя. Интенсивное тепловое воздействие и сильные вибрации вызывают изменения в структуре изоляции и она постепенно истончается при этом увеличивается ее электропроводность. Пыль и другие загрязнения, попадающие на проводники как снаружи, так и от деталей двигателя также снижает сопротивление и способствует возникновению пробоев. Кроме этого, частое попадание влаги на изоляцию изменяет ее свойства и увеличивает вероятность возникновения короткого замыкания.После длительного воздействия этих факторов электроизоляция становится крайне чувствительной к механическим воздействиям. Такие процессы наиболее интенсивно происходят в электродвигателях, работающих в сложных погодных условиях и частыми изменениями нагрузок.Изменения требующие перемотки электродвигателя обычно проявляются во время работы — возникает повышенная вибрация, неустойчивая работа, затруднения при пуске. Для более точной диагностики измеряют сопротивление изоляции и корпуса электродвигателя.
Разборка, осмотр и подготовка статораПеремотку можно выполнить своими руками или отправить электродвигатель на ремонт. Так как последний вариант часто требует больших денежных затрат и не всегда реализуем в небольших городах, то лучше всего перематывать обмотку самому. В условиях домашней мастерской это вполне осуществимо.Сейчас широкое распространение получили трехфазные электродвигатели переменного тока с короткозамкнутым или фазным ротором. Поэтому ниже будет рассмотрен процесс перематывания электродвигателей именно такого типа.Перематывание, как и замена большинства других деталей двигателя начинается с его разборки.
Выполнив все приготовления по технике безопасности (отключить питание, отсоединить привод и другое), электродвигатель тщательно очищают и отмывают для того, чтобы минимизировать попадание грязи внутрь.
Затем откручивают несколько болтов вентилятора и его кожуха, а после, фиксирующие подшипниковые щиты. Они расположены на торцевых частях двигателя.
Разобрав двигатель, приступают к извлечению старой обмотки. Для этого выступающие ее части (лобовые) сдалбливают зубилом со стороны выводов обмоток.
Лобовую часть срубают по всей окружности статора.
После этого выбивают из пазов клинья, которые фиксируют обмотку в пазах, а потом извлекают ее.
В электродвигателях небольшого размера клиньев, как правило, нет и оставшуюся обмотку можно сразу вытащить плоскогубцами.
Освободив статор от поврежденной обмотки его нужно тщательно осмотреть, почистить и если есть возможность продуть воздухом. Так, часто после замыканий на корпус в этом месте остаются наплавления меди, заусенцы и другие дефекты металла.
Большинство из них можно убрать наждачной бумагой с мелкой зернистостью.
Подготовка статораТеперь в пазы статора нужно уложить изоляционный материал, предварительно подготовив его.
Для этого снимают мерку с паза — измеряют его длину и вырезают пробный участок материала, который помещается в паз.
Изоляция не должна выступать вовнутрь за пределы паза, а с творцов выступала длину более 5 мм, размер выступающей части зависит от материала и двигателя.
Фрагмент диэлектрика нужного размера называют изоляционной гильзой, а проведение ее в пазы — гильзовкой. Определившись с размером, вырезают нужное количество гильз.
Сразу же лучше вырезать и «стрелки» — изоляционный материал, покрывающий обмотку изнутри, с открытой части паза.
Они имеют такую же длину, как и у изоляционных гильз, а ширину в два раза меньше.
Подготовка проводникаНа следующем этапе формируют новую обмотку в соответствии с размерами созданного шаблона. Однако перед этим нужно узнать характеристики обмотки — диаметр провода и сколько в ней витков. Такую информацию можно найти в интернете или в инструкции к двигателю. В противном случае это нужно выяснить в процессе перемотки — после вырубания лобовой части обмотки. Количество витков считают по обрубленным проводам в одном пазу, а их диаметр измеряют микрометром.
Также надо иметь в виду, что новую обмотку следует формировать по характеристикам старой. При использовании провода из другого материала или сечения нужно пересчитать величину сопротивления. Для этого лучше использовать таблицы с соответствующими коэффициентами пересчета.Определившись с проводом, приступают к формированию обмотки. Сначала создают шаблон желательно из плотной проволоки, помня о том, что лобовые части обмотки не должны сильно выпирать, так как они могут касаться корпуса.Для намотки катушек используют специальные станки в конструкцию которых входят два шипа фиксируемые между собой распорками.
Их разводят на расстояние соответствующие шаблону и фиксируют. Затем, наматывают провод, вращая эти шипы. Провод нужно распределять равномерно, стараясь не перехлестывать, так как это усложнит дальнейшее всыпание обмотки в паз. Намотав требуемое количество витков, надо убрать распорку и снять готовую обмотку.
Укладка проводника и изоляцияЗатем сформированные обмотки помещают в паз, используя для удобства специальный инструмент — трамбовка, которым утрамбовывают всыпанные в паз проводники.
Он представляет собой железную ручку, к которой приварена прямоугольная пластинка. Всыпание выполняют путем разделения пальцами обмотки на небольшие пучки и проведением их через открытую часть паза.
После того как одна сторона катушки всыпана в паз ее трамбуют вышеописанным инструментом и приступают к высыпанию другой части в соответствии с шагом обмотки.
После уложения обмотки закрывают обращенную к открытой части паза поверхность — вставляют стрелки, вырезанные ранее из изоляции. Таким образом, укладывают остальные секции обмотки.
После этого надо заизолировать друг от друга катушки разных фаз в лобовых частях. Для этой цели применяют электрокартон, из которого вырезают фигуры в виде круга и вставляют между фазными катушками.
Затем лобовую часть обвязывают таким образом, чтобы обмотки плотно прилегали друг к другу.
Для этого используют капроновый, специальный обвязочный шнур или тафтяную ленту. Перед обвязкой лобовой части ей придают форму, отбивая резиновым молотком. Все процедуры выполняют с обеих творцов — со стороны схемы и с противоположной.
Основная часть перемотки практически закончена. Для изоляции выводов катушек применяют трубки из диэлектрического материала. Лучше использовать трубки марки ТКР, так как они обладают большей термостойкостью и в дальнейшем не оплавятся при эксплуатации.
Перед сборкой нужной схемы делают прозвонку между фазами, используя мегомметр, то есть измеряют сопротивление между катушками относящихся к разным фазам. Также прозвонку делают между фазами и корпусом. Если мегомметр в обоих случаях показывает бесконечно большое сопротивление, то все в порядке и можно спаивать или сваривать концы фазных обмоток в по нужной схеме. На спаянные концы проводов надевают изоляционные трубки, но с большим диаметром. Не надо забывать утрамбовывать стрелки, так как они часто выступают из пазов. Пропитка и сушкаДалее, можно приступить к пропитке статора электродвигателя. Перед пропиткой двигатель лучше собрать и снова выполнить прозвонку между катушками и корпусом, а также измерить величину тока во время холостой работы при помощи измерительных клещей.
Для пропитки используют лак МЛ-92, вместо него при пропитке в домашних условиях можно применить марку НЦ, который сохнет быстрее и не имеет в составе добавок на водной основе.
Статор погружается в емкость с лаком, а затем подвешивается для удаления излишек. Пропитанный статор сушится в печи в течение 2 часов при температуре 120 °C. Если использовался лак типа НЦ, то сушка в печи длится 20—30 минут. Также статор можно сушить на открытом воздухе 3—4 часа.
Это нужно сделать потому, что в процессе сушки изоляция катушек может деформироваться и касаться корпуса электродвигателя.Таким образом, перемотка электродвигателя своими руками в домашних условиях вполне осуществима при наличии некоторых навыков, материалов и инструментов.
lidol.ru Перемотка электродвигателя своими руками - инструкция
Очень часто всевозможный электрофицированный инструмент приходит в негодность. По закону пакости это, чаще всего, случается в самый неподходящий момент. Многие, в таких случаях, просто выбрасывают его. Однако, можно попытаться самостоятельно его реанимировать. Вот в этой самой статье я и расскажу вам, дорогие мои, каким образом и с помощью каких приспособлений можно самостоятельно провести перемотку электромотора. И расскажу я, и о реанимации двигателей обычного электроинструмента, и том, как перемотать моторы промышленного типа. Перемотка двигателей дрелей и болгарокДля начала, устройство следует разобрать и оглядеть движок. Обмотку сразу удалять не следует: в первую очередь надо узнать число ее витков. Сделать это не сложно: достаточно, отделив верхнюю из катушек, отрезать ее. После этого надо обжечь ее при помощи горелки. Теперь можно посчитать количество ее витков. Если решено выполнять перемотку ротора самостоятельно, то коллектор снимать не нужно. Его стоит оглядеть и замерить величину его сопротивления по отношению к корпусу (эта величина не должна быть менее 0.2 Мом). Коллектор следует очистить от того, что осталось от прежней обмотки и прорезать пазы в его контактной части. Это надо для того, чтобы потом вставить в эти места концы катушек и заделать их. Якорь после очистки надо загильзовать. Гильзы изготавливаются из картона электротехнического типа, толщиной в 0.2 миллиметра, после чего вставляются в якорные пазы. Только после выполнения этих процедур можно начинать перематывать катушки мотора. Если решено применять круговую намотку, то катушку следует укладывать последовательным образом до тех пор, пока все пазы не будут заполнены. Направление укладки следует выбирать в направлении, противоположном ходу стрелки часов (если якорь лежит валом к намотчику). Такой тип укладки именуется «укладка вправо». В районе коллектора обмотка скрепляется при помощи бандажа. Делать это надо при помощи толстой нити из х/б ткани, уложенной в несколько плотных витков и туго завязанной. Капроновые нити применять не надо, поскольку капрон может запросто сплавится при работе устройства. После этого нужно выполнить проверку изделия на отсутствие замыканий межвиткового характера и обрывов в обмотке. Это лучше всего делать до того, как изделие отправится в пропитку, ведь до пропитки значительно легче поменять обмотку на якоре. Чтобы закрепить полученную обмотку, нужно выполнить пропитку. Это можно делать при помощи обычной эпоксидки, предназначенной для отвердевания горячим способом с добавлением пластификатора. Если же эта процедура выполняется в бытовых условиях, то можно применять и любые лаки. Когда пропитка закончена и высушена, необходимо выполнить проточку. От того, как вы это сделаете, зависит то, насколько будет искрить якорь. Величина биений не должна быть более 5 сотых миллиметра, резец же необходимо верно заточить для работы с медью. После выполнения всех этих процедур, нужно повторно проверить изделие на замыкания. Перемотка двигателей с короткозамкнутым роторомЕсли сгорел мотор такого типа, то его статор (после отделения от него обеих крышек и ротора) помещают на рабочий стол. Там его осматривают и, при необходимости, выполняют правку листов железа, подвергшихся деформации (имеющиеся заусенцы (если они есть) снимают при помощи напильника). После этого надо измерить длину статорного железа и подготовить то, с помощью чего будет выполняться гильзовка пазов. Материал для этого может быть самый разный. Можно применить полоски пленкоэлектрокартона, либо такие материалы, как ситнтофлекс и изофлекс. При помощи ножниц, от материала отрезают полоски, длина которых превышает длину статорного железа миллиметров на 15-20. В условиях производства, для этого используются особые резаки. Если применить такое устройство, то за минуту можно накромсать порядка двадцати-тридцати гильз (либо стрелок) необходимых размеров без какой-либо разметки и ножниц. Полосы должны быть такой ширины, чтобы после вкладывания их в пазы (в сложенном виде), их края торчали из корпуса на столько, чтобы их можно было лишь завернуть в пазовый просвет. Пазовая коробка формуется в зависимости от формы паза (он может оказаться как полукруглой, так и квадратной формы), перед этим выполнив воротничкообразные отгибы с двух сторон. Если сформованная коробочка выполнена правильно, то она довольно свободно входит в паз и не смещается там продольно. Следует убедиться в том, как гильза располагается в пазу. При полном выполнении всех необходимых требований все смотрится довольно хорошо. Необходимо нарезать столько заготовок, сколько пазов в статоре мотора, после чего, сформовав коробки, загильзовать статор. Теперь требуется нарезать полоски, именуемые стрелками (они будут закрывать пазы, когда в них уложится провод). Их должно быть столько же, сколько и гильз. Только когда все эти процедуры выполнены, можно начинать намотку. Прежде всего надо определиться со способом укладки катушек в пазах статора. Разновидностей укладки существует много, однако самыми распространенными являются такие, как «один слой», «два слоя в развал». Согласно с тем, какой метод выбран, выполняют намотку провода на шаблон. Катушки бывают как равношаблонными, так и концентрическими. Обмоточные данные по перемотке роторов содержат графу «средняя длина витка», исходя из которой и выполняется формирование размеров катушек статоров. Необходимо выбрать такой шаблон, чтобы длина витка на нем совпадала со справочным показателем. Теперь нужно решить, какова будет статорная катушка, которая будет намотана. При отсутствии этих данных, придется сделать шаблон требуемого размера самостоятельно. Конечно, с первого раза может не удастся выполнение верного размера, но с опытом это придет. Готовые катушки аккуратно укладываются в пазы и закрываются стрелками. Соединение катушек необходимо делать так же, как были соединены катушки до ремонта. После этого выполняется проверка на замыкания и обрывы и пропитка обмотки. После просушки, устройство собирают и проверяют в работе. Пишите комментарии, дополнения к статье, может я что-то пропустил. Загляните на карту сайта, буду рад, если вы найдете на моем сайте еще что-нибудь полезное. Всего доброго. podvi.ru Перемотка электродвигателя своими руками в домашних условиях от профессионаловТехника часто подвергается перегрузкам и механическим повреждениям. Стоит всего раз уронить или что-нибудь пролить на инструмент, как на обмотке ротора появляется ржавчина, а сам якорь смещается. Последствия плачевны: электродвигатель перегревается, искрит и вибрирует. Работа с таким инструментом опасна. Если у вас есть навыки ремонта техники и минимальный набор инструментов, то устранить неисправность поможет перемотка якоря в домашних условиях. Дело в том, что именно обмотка принимает на себя первые «удары» неправильной эксплуатации. Жилы проводника разрываются и обгорают. Их замена продлит жизнь техники и увеличит производительность двигателя. Как перемотать якорь электродвигателя в домашних условияхПрежде чем приступать к ремонту, подготовьте инструменты и материалы:
Чтобы не делать лишнюю работу, важно правильно выявить причину поломки техники. Для этого осмотрите инструмент и проверьте, поступает ли ток на коллектор и кнопку пуска, при помощи мультиметра или индикатора. Если все в порядке, то нужно осмотреть прибор изнутри. Диагностика двигателяОтключите инструмент от питания, и разберите корпус. Понюхайте ротор. Если произошло межвитковое замыкание, то изоляционное покрытие оплавляется и источает резкий запах. Когда внешних признаков неисправности нет, стоит проверить ламели якоря мультиметром. Переключите прибор в режим омметра, и выставьте диапазон в 200 Ом. Двумя щупами «прозвоните» соседние ламели. Смена сопротивления свидетельствует о поломке в катушке. Омметр можно заменить лампочкой. Подключите плюс и минус клеммы на вилку прибора, а в разрыв поставьте лампу. Вращайте вал якоря рукой. Если лампочка «моргает», значит, произошло межвитковое замыкание. Лампа не горит? Значит, произошел обрыв цепи или отсутствует сопротивление в одной из ламелей. Замена обмотки и новая изоляция предотвратят перегорание двигателя. Чтобы продлить срок эксплуатации электродвигателя, перемотку ротора рекомендуется проводить не реже чем раз в два года. Инструкция: как перемотать обмотку якоряПеред перемоткой нужно зафиксировать основные показатели двигателя. Посчитайте и запишите: количество пазов якоря и ламелей коллектора. Определите шаг намотки. Наиболее распространенный шаг 1–6 — когда катушка укладывается в начальный паз, затем в 7 и закрепляется на 1 пазу. В некоторых заводских обмотках применяется сброс вправо или влево. Например, при намотке и сбросе вправо, катушка уходит вправо от начального паза. Так, при количестве пазов якоря 12, шаге намотки 1–6 и сбросе вправо, обмотка закладывается в 1 паз, затем в 8 и после намотки нужного количества витков, закрепляется во 2 пазу. Все это нужно учесть. В противном случае обмотка будет уложена неверно, что негативно скажется на направлении вращения. Перемотка якоря электродвигателя своими руками займет порядка 4 часов. Чтобы при сборке не возникло сложностей, рекомендуется фотографировать исходное расположение деталей, во время каждого этапа работы:
Перемотка завершена. При определенной сноровке ремонт не занимает много времени. Если вы меняли обмотку впервые, и не совсем уверены в правильности укладки провода, то можно провести дополнительную проверку. Статическая балансировка якоря электродвигателя своими рукамиЗалогом бесперебойной работы техники после перемотки якоря, является правильная балансировка. В крупных компаниях по ремонту электродвигателей, на специальном станке делают динамичную балансировку. Так как перемотать якорь самому в первый раз сложно, то выявить грубые ошибки, поможет приспособление для статической балансировки «На ножах». Его легко сконструировать самостоятельно. Подберите два лезвия из стали. Они должны обладать хорошей прямолинейностью и чистотой обработки. Установите лезвия на жестком основании параллельно друг другу. Расстояние между лезвиями — размер якоря. В итоге должно получиться такое приспособление:
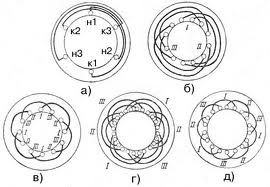
Схематичное изображение приспособления «На ножах», где 1 — якорь электродвигателя; 2 — стальные лезвия; 3 — основание; А и Б — точки для припаивания грузов. Метод балансировки прост: якорь размещают на лезвиях и наблюдают за его перемещением. Якорь будет поворачиваться, так как самая тяжелая часть будет оказываться внизу. Задача – переместить центр тяжести как можно ближе к оси якоря, которая обозначена пунктиром. При качественной балансировке якорь остается неподвижным. Чтобы выровнять вес, на точки А и Б навешивают грузы из пластилина. Когда достигается равновесие, грузы снимают, взвешивают и припаивают металл, равный их весу. Теперь вы знаете, как перемотать якорь своими руками. Благодаря навыкам балансировки, ваш инструмент не будет вибрировать и перегреваться, даже при мелких недочетах в укладке обмотки. Регулярная проверка контактов и плановая чистка корпуса, помогут свести к минимуму вероятность поломки техники. Метод балансировки прост: якорь размещают на лезвиях и наблюдают за его перемещением. Якорь будет поворачиваться, так как самая тяжелая часть будет оказываться внизу. Задача — переместить центр тяжести как можно ближе к оси якоря, которая обозначена пунктиром. При качественной балансировке якорь остается неподвижным. Чтобы выровнять вес, на точки, А и Б навешивают грузы из пластилина. Когда достигается равновесие, грузы снимают, взвешивают и припаивают металл, равный их весу. Теперь вы знаете, как перемотать якорь своими руками. Благодаря навыкам балансировки, ваш инструмент не будет вибрировать и перегреваться, даже при мелких недочетах в укладке обмотки. Регулярная проверка контактов и плановая чистка корпуса, помогут свести к минимуму вероятность поломки техники. remonteldv.ru СХЕМЫ ТРЕХФАЗНЫХ ОБМОТОК. - СХЕМЫ ОБМОТОК -Схемы трёхфазных обмоток. Трехфазные обмотки:В трехфазных обмотках те катушки, активные стороны которых расположены под двумя соседними разноименными полюсами, обычно соединяют последовательно между собой в катушечные группы. Катушечные группы, как правило, образуют одну пару полюсов одной фазы обмотки.Соединение катушечных групп:Катушечные группы соединяют в фазы обмотки. Для образования фаз может быть использовано последовательное, параллельное или смешанное соединение катушечных групп между собой, однако при этом должно соблюдаться правильное чередование полюсов магнитного поля, создаваемого обмоткой.Полюса можно определять по направлению тока в данной стороне катушки (условно принимая одно из направлений за какой-нибудь полюс, в таком случае противоположное направление - противоположный полюс). Так как ток переменный, то и полюс с частотой тока меняет свою полярность, поэтому на схемах удобнее пользоваться направлением тока в витках катушки, расположенных в данном пазу (рис. 1.1—1.5).  Рис. 1.1 Шаблонная обмотка вразвалку при 2ρ = 2, z = 24, q = 4, y = 10 (1-11)< a = 1.  Рис. 1.2 Концентрическая обмотка вразвалку (трехплоскостная) при 2ρ = 4, z = 48, у = 11(1 — 12), 9(2—11), а = 1.  Рис. 1.3 Схема двухслойной концентрической обмотки при 2ρ= 4, z = 48, q = 4, у = 13(1 — 14), 11(2— 3), 9(3—12), 7(4—11).  Рис. 1.4 Однослойная (концентрическая вразвалку) обмотка однофазного двигателя с пусковым элементом при 2ρ = 4, z = 24.  Рис. 1.5 Однослойная обмотка (шаблонная вразвалку) однофазного двигателя с пусковым элементом при 2ρ = 4, z = 36. Характеристика трехфазных обмоток:Все три фазы обмотки должны быть симметричными. Поэтому в каждой из них содержится равное количество катушек, одинаково соединенных между собой и симметрично расположенных в магнитном поле машины. Только при этом условии суммарные ЭДС в фазах будут равными по величине и сдвинутыми относительно друг друга на ⅓ периода, т. е. образуют симметричную трехфазную систему ЭДС. Фазы обмотки могут соединяться между собой в звезду или в треугольник.Одной из важнейших характеристик трехфазных обмоток является показатель q, равный числу пазов, приходящихся на полюс и фазу:  где z — число пазов, в которых размещена обмотка; 2ρ — число полюсов магнитного поля; m— число фаз.Число q также показывает, из скольких катушек состоят катушечные группы данной обмотки. Так, если трехфазная (m = 3) четырехполюсная (2ρ= 4) обмотка расположена в 60 пазах (z = 60), то:  Такая обмотка будет иметь по пять катушек в каждой катушечной группе.Если же в 60 пазах разместить трехфазную восьмиполюсную обмотку, то число пазов на полюс и фазу окажется не целым, а дробным q = 60/(8 ∙ 3) = 2 ½. Такие обмотки называются обмотками с дробным показателем q.Так как в каждой отдельной катушечной группе может быть лишь целое число катушек, то при дробном q катушечные группы в каждой фазе обмотки не будут одинаковыми, а будут содержать разное количество катушек. В этом случае число q показывает среднее количество катушек, приходящихся на одну катушечную группу. На рис. 2.12 изображена обмотка однофазного двигателя, у которого пусковая обмотка имеет дробное а.Обычные трехфазные обмотки выполняются как шестизонные. В таких обмотках пазы, занимающие два полюсных деления (360 эл. град.), распределяются на шесть частей — зон (по одной зоне на каждую фазу в пределах одного полюсного деления). Если обмотка выполнена с q, равным целому числу, и с диаметральным шагом у = т, то каждая зона шестизонной обмотки занимает 60 эл. град.Для трехфазных обмоток существует следующее соотношение между частотой вращения магнитного поля машины, числом его полюсов и частотой тока в обмотке:  где n- частота вращения магнитного поля, об/мин;ρ- число пар полюсов; ƒ - частота проходящего по обмотке тока, Гц. где n- частота вращения магнитного поля, об/мин;ρ- число пар полюсов; ƒ - частота проходящего по обмотке тока, Гц. Источник: energo.ucoz.ua |
|
||||||||||||||||||
|
|
||||||||||||||||||
|

 Бывают ситуации, когда маркировка выводов статорной обмотки электродвигателя отсутствует или нарушена, а для правильного подключения асинхронного электродвигателя в сеть необходимо правильно определить начало статорной обмотки и её конец.
Бывают ситуации, когда маркировка выводов статорной обмотки электродвигателя отсутствует или нарушена, а для правильного подключения асинхронного электродвигателя в сеть необходимо правильно определить начало статорной обмотки и её конец. Выводы обмоток U2 и V1 соединяем между собой, а на выводы U1 и V2 подаем напряжение 220 Вольт.
Выводы обмоток U2 и V1 соединяем между собой, а на выводы U1 и V2 подаем напряжение 220 Вольт.  Аналогичным способом ищем начало и конец у обмотки с выводами W1 и W2, все подключения выполняем по схеме приведенной ниже (рис.2).
Аналогичным способом ищем начало и конец у обмотки с выводами W1 и W2, все подключения выполняем по схеме приведенной ниже (рис.2).






















































