Электронный регулятор тока для сварочного трансформатора. Регулировка тока трансформатораспособы регулирования вольтамперной характеристики сварочных полуавтоматовКачество сварного шва в значительной мере зависит от характеристик электрической дуги. Для каждой толщины металла, в зависимости от его вида требуется определенной силы сварочный ток. Кроме этого, важна вольтамперная характеристика аппарата для сварки, от этого зависит качество электрической дуги. Для резки металла тоже требуются свои значения электротока. То есть любой сварочный аппарат должен обладать регулятором, управляющим мощностью сварки. Способы регулированияУправлять током можно по-разному. Основные способы регулирования такие:
Схематических реализаций этих способов множество. При изготовлении аппарата для сварки своими руками каждый может выбрать себе регулятор по вкусу и возможностям. Резистор или индуктивность Регуляторы в виде резисторов применяют для улучшения вольтамперной характеристики сварочного аппарата. Используется набор мощных проволочных сопротивлений или один резистор, выполненный из толстой нихромовой проволоки в виде спирали. Для изменения сопротивления специальным зажимом их подключают к определенному витку провода. Резистор выполняется в виде спирали для уменьшения габаритов и удобства использования. Номинал резистора не должен превышать 1 Ом. Переменный ток в определенные моменты времени имеет нулевые или близкие к нему значения. В это время получается кратковременное гашение дуги. При изменении промежутка между электродом и деталью может произойти прилипание или полное ее гашение. Для смягчения режима сваривания и соответственно получения качественного шва применяют регулятор в виде дросселя, который включается последовательно с держаком в выходной цепи аппарата. Дополнительная индуктивность вызывает сдвиг фаз между выходным током и напряжением. При нулевых или близких к нему значениях переменного тока напряжение имеет максимальную амплитуду и наоборот. Это позволяет поддерживать стабильную дугу и обеспечивает надежное ее зажигание. Дроссель можно изготовить из старого трансформатор. Используется только его магнитопровод, все обмотки удаляются. Вместо них наматывают 25-40 витков толстого медного провода. Данный регулятор был широко распространен при использовании трансформаторных аппаратов переменного тока благодаря своей простоте и наличию комплектующих. Недостатками дроссельного регулятора сварочного тока являются небольшой диапазон управления. Изменение количества витков Регулятор должен выдерживать большой сварочный ток. Недостатком является трудность нахождения коммутатора с такими характеристиками, небольшой диапазон регулировок и дискретность коэффициента трансформации. Изменение магнитного потока Регулятор работает за счет изменения зазора магнитопровода, введения магнитного шунта или подвижности обмоток. Изменяя расстояние между обмотками, меняют магнитный поток, что соответственно сказывается на параметрах электрической дуги. На старых сварочных аппаратах на крышке находилась рукоятка. При ее вращении вторичная обмотка поднималась или опускалась за счет червячной передачи. Этот способ практически изжил себя, он использовался до распространения полупроводников. Полупроводниковые приборыСоздание мощных полупроводниковых приборов, способных работать с большими токами и напряжениями, позволило разработать сварочные аппараты нового типа. Они стали способны менять не только сопротивление вторичной цепи и фазы, но и изменять частоту тока, его форму, что также влияет на характеристики сварочной дуги. В традиционном трансформаторном сварочном аппарате используется регулятор сварочного тока на базе тиристорной схемы. Регулировка в инверторах В инверторных аппаратах основным регулятором является изменение частоты задающего генератора. При одном и том же размере трансформатора мощность преобразования напрямую зависит от частоты входного напряжения. Чем меньше частота, тем меньшая мощность передается на вторичную обмотку. Ручка регулировочного резистора выводится на лицевую панель инвертора. При ее вращении изменяются характеристики задающего генератора, что приводит к изменению режима переключения силовых транзисторов. В итоге получается требуемый сварочный ток. При использовании инверторных сварочных полуавтоматов настройка происходит так же, как и при использовании ручной сварки. Кроме внешних регуляторов в блоке управления инвертором предусмотрены еще много различных управляющих элементов и защит, обеспечивающих стабильную дугу и безопасную работу. Для начинающего сварщика лучшим выбором будет инверторный аппарат для сварки. Применение тиристорной и симисторной схемы На управляющий контакт тиристора со схемы регулятора поступает сигнал, открывающий полупроводник. Длительность сигнала может изменяться в больших пределах, от 0 до длительности полупериода тока протекающего через тиристор. Управляющий сигнал синхронизирован с регулируемым током. Изменение длительности сигнала вызывает обрезание начала каждого полупериода синусоиды сварочного тока. Увеличивается скважность, в результате средний ток уменьшается. Трансформаторы очень чувствительны к такому управлению. Такой регулятор имеет существенный недостаток. Время нулевых значений увеличивается, что приводит к неравномерности дуги и ее несанкционированному гашению. Для уменьшения негативного эффекта дополнительно приходится вводить дроссели, которые вызывают фазовый сдвиг между током и напряжением. В современных аппаратах данный метод практически не используются. svaring.com 2.1 Регулировка силы сварочного тока в сварочных трансформаторах, выпрямителях и преобразователяхСварочный трансформатор – это аппарат, преобразующий переменное напряжение сети в переменное напряжение для сварки (как правило, понижает переменное напряжение до значения менее 141 В). Сварочный трансформатор состоит из корпуса 1, внутри которого укреплён замкнутый магнитопровод 4 (сердечник), собранный из отдельных пластин, отштампованных из тонкой (0,5 мм) листовой электротехнической стали. На боковых стержнях магнитопровода расположены катушки первичной 12 и вторичной 11 обмоток трансформатора. Катушки первичной обмотки укреплены неподвижно и включаются в сеть переменного тока. Катушки вторичной обмотки подвижны и от них сварочный ток подаётся на электрод и изделие. Провода сварочной цепи присоединяются к зажимам 2. Сварочный ток плавно регулируется изменением расстояния между первичной и вторичной обмотками. Для этой цели служит вертикальный винт 9 с ленточной резьбой, который оканчивается рукояткой 5. При вращении рукоятки по часовой стрелке вторичная обмотка приближается кпервичной, магнитная связь между ними увеличивается. И сварочный ток растёт. Для установления необходимого сварочного тока на крышке 8 корпуса трансформатора расположена шкала 7. Сварочный выпрямитель – это аппарат, преобразующий переменный ток сети в постоянный ток для сварки. С Рисунок 1. Сварочный трансформатор варочный выпрямитель состоит из понижающего трехфазного трансформатора с подвижными катушками, выпрямительного блока с вентилятором, пускорегулирующей и защитной аппаратуры, смонтированных в кожухе.Сварочный выпрямитель Рисунок 2. Сварочный выпрямитель снижает напряжение сети до необходимого рабочего, а также служит для регулирования сварочного тока путем изменения расстояния между первичной и вторичной обмотками. Катушки вторичной обмотки неподвижны и закреплены у верхнего ярма. Катушки первичной обмотки подвижны. Сердечник трансформатора собран из пластин электротехнической стали. Внутри сердечника проходит ходовой винт с закрепленным внизу подпятником. В верхнюю планку крепления первичной обмотки запрессована ходовая гайка. При вращении рукоятки ходового винта вертикально перемещается ходовая гайка, а следовательно, и катушки первичной обмотки.Выпрямительные блоки собраны по трехфазной мостовой схеме. Для охлаждения выпрямительных блоков служит вентилятор, приводимый во вращение от асинхронного электродвигателя. Охлаждающий воздух, засасывается внутрь кожуха, проходит через блок, омывает трансформатор и выбрасывается с другой стороны. С Рисунок 3. Сварочный преобразователь варочный преобразователь – устройство служащее для преобразования переменного тока в постоянный сварочный ток; он состоит из сварочного генератора постоянного тока и приводного трехфазного асинхронного электродвигателя, сидящих на одном валу и смонтированных в общем корпусе. Сварочный генератор состоит из корпуса с укрепленными на нем магнитными полюсами 10 и приводимого во вращение якоря. Тело якоря набрано из отдельных лакированных пластин электротехнической стали. В продольных пазах его уложены витки обмотки. Рядом с якорем находится коллектор, состоящий из большого числа изолированных друг от друга медных пластинок , к которым припаяны начала и концы каждой группы витков якоря. Магнитное поле внутри генератора создается магнитными полюсами обмоток возбуждения, которые питаются постоянным током от щеток самого генератора. В распределительном устройстве размещены пакетный выключатель, регулировочный реостат, вольтметр , доски зажимов высокого и низкого напряжения и другая аппаратура. При включении электродвигателя якорь начинает вращаться в магнитном поле и в витках его возникает переменный ток, который с помощью коллектора преобразуется в постоянный.К коллектору прижимаются угольные щетки , с помощью которых постоянный ток снимается с коллектора и подводится к зажимам ("+"и "-"). К этим же зажимам присоединяют сварочные провода, подводящие сварочный ток к электроду и изделию. Для охлаждения преобразователя во время работы на валу у него имеется вентилятор. studfiles.net Регулировка тока сварочного аппарата: существующие схемыНа сегодняшний день регулировка тока сварочного аппарата может выполняться различными методами. Однако чаще всего используется метод регулировки тока при помощи предусмотренного на выходе повторной обмотки балластного сопротивления. Данный метод не только надежен и прост в реализации, но и эффективен, так как таким образом можно улучшить внешнюю характеристику трансформаторного аппарата и увеличить крутизну падения. В исключительных случаях подобные сопротивления используются только для того, чтобы исправить жесткую характеристику устройства для сварки.  Сварочный аппарат — одно из самых необходимых устройств в домашней мастерской. Элементы, которые понадобятся для изготовления регулятора тока сварочного аппарата:
Использование балластного сопротивления в качестве регулятора тока Схема регулятора тока. Величина балластного сопротивления для регулятора тока сварки составляет приблизительно 0,001 Ом. Данная величина чаще всего подбирается экспериментальным путем. Для получения балластного сопротивления часто используются сопротивления проволок большой мощности, которые применяются в подъемных приспособлениях и троллейбусах. Также данные элементы используются для отрезки спиралей ТЭНа и элементов высокоомной проволоки большой толщины. Уменьшить ток можно даже при помощи растянутой стальной пружинки для двери. Подобное сопротивление можно включить стационарно или таким образом, чтобы в дальнейшем возможно было сравнительно легко регулировать ток сварки. Один конец данного сопротивления нужно подключить к выходу трансформаторной конструкции, другой конец провода сварки следует оборудовать отдельными приспособлениями для зажима, которые смогут перекидываться по длине спирали сопротивления для выбора необходимого тока. Можно использовать нихромовую проволоку диаметром 4 мм и длиной 8 м в качестве балластного сопротивления. Проволока может иметь и небольшой диаметр, в таком случае длина тоже должна быть соответствующей. Однако чем меньше длина, тем больше проволока нагревается. Обязательно следует это учитывать.  В качестве балластного сопротивления можно использовать нихромовую проволоку. Большая часть резисторов из проволок высокой мощности изготавливается в виде открытых спиралей, которые смонтированы на каркас длиной до 0,5 м. В таких случаях в спирали сматываются и проволоки из ТЭНа. Если резисторный элемент, изготовленный из магнитных сплавов, скомпоновать со спиралью или с какими-нибудь элементами из стали, в процессе прохождения значительных токов спираль начнет чрезмерно вибрировать. Следует понимать, что спираль является тем же соленоидом, а существенные токи сварки создают магнитные поля большой мощности. Снизить воздействие вибраций возможно путем растягивания спирали и закрепления ее на прочном основании. Проволоку можно согнуть и змейкой, чтобы уменьшить размеры изготовленного резисторного элемента. Сечение материала резистора, который проводит ток, нужно подбирать большое, потому что в процессе работы оборудование будет сильно нагреваться. Проволока недостаточной толщины будет сильно раскаляться, однако использовать ее для регулировки тока аппарата для сварки можно достаточно эффективно. Следует понимать, что в процессе нагревания свойства материала могут сильно измениться, потому сложно судить о значении сопротивления подобного резистора из проволоки. Вернуться к оглавлению Использование реактивного сопротивления для регулировки тока Основные части сварочного аппарата. В промышленных устройствах для сварки регулировка тока при помощи использования активных сопротивлений не пользуется популярностью в связи с громоздкостью и перегревом используемых элементов. Однако достаточно часто применяется реактивное сопротивление — использование дросселя во вторичной цепочке. Дроссели могут иметь различную конструкцию. Часто они объединяются с магнитным проводом трансформаторной конструкции в единое целое. Однако они изготовлены так, что их индуктивность и сопротивление можно регулировать путем перемещения элементов магнитного провода. В данном случае дроссель также будет улучшать процесс горения дуги. Регулировка тока во второстепенной цепочке трансформаторной конструкции для сварки связана с некоторыми проблемами. Через приспособление для регулировки будут проходить значительные токи, что может привести к громоздкости. Другим недостатком является переключение. Для второстепенной цепочки достаточно сложно подобрать распространенные переключатели подходящей мощности, которые смогут выдерживать ток до 200 А. В цепочке начальной обмотки токи приблизительно в 5 раз меньше, поэтому переключатели для них подобрать довольно просто. Последовательно с начальной обмоткой можно будет включить балластные сопротивления. Однако в данном случае сопротивление резисторных элементов должно быть намного большим, чем в цепочке повторной обмотки.  В качестве источников питания для сварочного аппарата используются специальные аккумуляторы. Следует знать, что батарейка сопротивлением 8 Ом из нескольких приспособлений ПЭВ-50 100, которые соединены друг с другом параллельно, сможет снизить выходной ток в 2-3 раза. В этом случае все будет зависеть от трансформаторной конструкции. Можно подготовить несколько батареек и смонтировать переключатель. Если в наличии нет переключательного элемента большой мощности, то можно использовать несколько выключателей. В процессе включения балластного сопротивления в начальной цепочке будет утеряна выгода, которую придаст сопротивление во второстепенной цепочке. Улучшения падающего параметра трансформаторной конструкции не произойдет. Однако при этом к негативным последствиям в горении дуги резисторы, которые включены по высокому напряжению, не приведут. Если трансформаторная конструкция хорошо сваривает без них, то она будет варить и с дополнительным сопротивлением в начальной обмотке. При работе на холостом ходу трансформаторное устройство потребляет маленький ток, следовательно его обмотка имеет существенное сопротивление. Поэтому 2-5 Ом не будут сказываться на выходном напряжении холостого хода. Вернуться к оглавлению Установка дросселя для регулировки тока Схема сварочного аппарата. Вместо резисторных элементов, которые могут перегреваться в процессе работы, в цепочку начальной обмотки можно смонтировать реактивное сопротивление — дроссель. Данная схема может использоваться исключительно в том случае, если нет других приспособлений для снижения мощности. Включение подобного сопротивления в цепочку высокого напряжения сильно снизит напряжение холостого хода трансформаторной конструкции. Падение напряжения происходит у регулирующих устройств со сравнительно большим током холостого хода — 2-4 А. В случае небольшого использования тока падения напряжения происходить не будет. Дроссель, который включен в начальную обмотку трансформаторного устройства, приведет к незначительному ухудшению параметров сварки трансформаторной конструкции, однако его все равно можно будет использовать. В данном случае все будет зависеть от свойств используемого трансформаторного устройства. На некоторых устройствах сварки встраивание дросселя в основную цепочку трансформаторной конструкции сказываться не будет. В качестве дросселя устройства, для того чтобы регулировать ток, можно применить повторную обмотку имеющейся трансформаторной конструкции, которая рассчитывается на выход порядка 40 В. Мощность приспособления должна составлять приблизительно 250-300 Вт. В таком случае ничего изменять не нужно будет. Однако рекомендуется изготовить дроссель самостоятельно. Для этого нужно намотать шнур на каркас от трансформаторной конструкции мощностью 250-300 Вт. Через каждые 50-60 витков нужно делать отводы, которые подключаются к основному переключателю. Для изготовления дросселя подойдет элемент от телевизора. Вернуться к оглавлению Как сделать дроссель своими руками? Дроссель может заменить резисторные элементы. Дроссель можно изготовить самому и на прямом сердечнике. Это актуально в случае, если имеется прямая катушка с большим количеством витков подходящего шнура. Внутрь катушки надо будет просунуть пакет прямых пластинок из железа от трансформатора. Нужное реактивное сопротивление можно выставить путем подбора толщины пакета. Ориентироваться нужно по сварке трансформаторного устройства. Пример конструкции: дроссель, который сделан из катушки с 400 витками шнура диаметром 1,4 мм, набивается пакетом железа с сечением 4,5 см². Длина провода равняется длине катушки. В таком случае ток трансформаторного устройства 120 А можно будет уменьшить на 50%. Подобный дроссель может быть изготовлен с регулируемым сопротивлением. Для этого нужно будет изменить глубину вхождения стержня сердечника в катушку. Без данного элемента катушка имеет небольшое сопротивление, однако в случае полного введения в нее стержня сопротивление будет максимальным. Дроссель, который намотан подходящим шнуром, практически не будет нагреваться, но сердечник будет сильно вибрировать. Этот момент нужно учитывать в процессе стяжки и закрепления набора железных пластинок.  Если аккуратно снять корпус со сварочного аппарата, можно увидеть его основные детали. Для самодельных устройств в процессе намотки обмоток нужно делать отводы и изменять количество витков. Так можно будет контролировать ток. Однако использовать данный метод можно исключительно для подстройки тока, регулировать его в широком диапазоне не получится. Для уменьшения тока в 2-3 раза понадобится сильно увеличить число витков начальной обмотки. В результате произойдет снижение напряжения во второстепенной цепочке. Можно нарастить витки катушек, но это приведет к увеличению расхода шнура, размеров и веса трансформаторной конструкции. Чтобы выполнять более точную регулировку тока в меньшую сторону, понадобится использовать индуктивность кабеля сварки. Шнур нужно укладывать кольцами. Однако не следует увлекаться, так как шнур будет сильно греться. Вернуться к оглавлению Использование тиристорной и симисторной схемыС недавних пор начали использоваться тиристорные и симисторные схемы регулировки тока. В процессе подачи на вывод для управления элементом напряжения конкретной величины стабилизатор откроется и быстро пропустит через себя ток. В схеме регулировки тока, функционирующей от изменяемого напряжения, импульсы для управления чаще всего поступают на половине каждого периода. Регулятор будет открываться в конкретные моменты времени, в результате будет обрезаться начало каждого полупериода синусоиды тока и уменьшится суммарная мощность подходящего сигнала электричества.  При работе со сварочным аппаратом необходимо соблюдать меры безопасности. Ток и напряжение в таком случае не будут иметь формы синусоиды. Подобная схема регулятора позволяет выполнять регулировку мощности в широком диапазоне. Человек, который разбирается в радиоэлектронике, сможет сделать такие схемы. При использовании регуляторов подобного типа процесс горения дуги может ухудшаться. В случае снижения мощности дуга будет гореть отдельными вспышками. В большей части схем тиристорных приспособлений имеются нелинейные шкалы, калибровка будет меняться вместе с изменением напряжения электросети. Ток будет постепенно увеличиваться в процессе работы из-за того, что нагреваются элементы схемы. Чаще всего сильно уменьшается мощность на выходе, даже в случае максимального положения регулятора. Следует знать, что трансформаторные устройства крайне чувствительны к этому. Данный метод регулировки сварочного тока не пользуется популярностью, так как он ненадежен, а реализовать его очень сложно. Чтобы измерить большой ток, нужно подготовить токоизмерительные клещи. Силу тока можно будет измерять на расстоянии, при этом не надо будет к нему прикасаться. У аппарата есть разводящийся контур, которым будет охватываться кабель с током. Электрическое магнитное поле тока, который протекает в данном шнуре, наведет ток в замкнутом контуре. Его и можно будет измерить. Регулятор тока сделать своими руками несложно, нужно лишь знать технологию изготовления и учитывать все существующие нюансы. moiinstrumenty.ru Регулировка сварочного тока - Сварка - Каталог статейНеобходимое реактивное сопротивление выставляется подбором толщины пакета, ориентируясь по сварочному току трансформатора. Для примера: дроссель, изготовленный из катушки, содержащей предположительно около 400 витков провода диаметром 1,4 мм, был набит пакетом железа с общим сечением 4,5 м2, длиной, райной длине катушки, 14 см. Это позволило уменьшить сварочный ток трансформатора 120 А примерно в два раза. Дроссель такого типа можно сделать и с регулируемым реактивным сопротивлением. Для этого можно менять глубину ввода стержня сердечника в полость катушки. Катушка без сердечника обладает ничтожным сопротивлением, при полностью введенном стержне ее сопротивление максимально. Дроссель, намотанный подходящим проводом, мало греется, но у него сильно вибрирует сердечник. Это надо учитывать при стяжке и фиксации набора пластин железа.В последнее время некоторое распростране ние получили тиристорные и симисторные схе мы регулировки мощности. Тиристор — полупроводниковый прибор (внешне похож на диод), имеющий отдельный управляющий вывод, ток через тиристор протекает только в одном направлении. Симисторы отличаются тем, что могут пропускать переменный ток, то есть в оба направления. Симистор можно представить в виде двух параллельно включенных в разных направлениях тиристоров. При подаче на управляющий вывод тиристора или сими- стора напряжения определенной величины прибор открывается и начинает свободно пропускать через себя ток. В схемах регулирования мощности, работающих от переменного тока, управляющие импульсы обычно поступают на каждом полупериоде. Прибор открывается в строго определенные (задаваемые) моменты времени, обрезая таким образом начало каждого полупериода синусоиды тока, что уменьшает суммарную мощность проходящего электрического сигнала, притом до какого-то момента (50% мощности) это не влияет на уровень максимальной амплитуды его напряжения. В случае сварочных трансформаторов один симистор может включаться в цепь первичной или вторичной обмотки. Тиристоры же обычно используются в паре, для регулирования тока в обоих направлениях. Регулирование мощности происходит способом периодического отключения, на фиксированный промежуток времени первичной или вторичной обмотки сварочного трансформатора на каждом полупериоде тока— среднее значение тока при этом уменьшается. Естественно, ток и напряжение после этого не имеют синусоидальную форму. Такие схемы позволяют регулировать мощность в широких пределах. Человек, разбирающийся в радиоэлектронике, сможет изготовить подобную схему самостоятельно, хотя, надо сказать, устройства такого рода нельзя признать совершенными. В разных журналах можно встретить множество очень простых схем с тем же принципом работы, состоящих всего из нескольких деталей. Предназначены они в основном для регулировки накала лампочек и электронагревательных приборов. В качестве регуляторов мощности для сварочных трансформаторов некоторые из этих схем можно использовать, однако придется мириться со следующими недостатками. У большинства из них шкалы не линейны, а калибровка меняется с изменением напряжения сети, ток через тиристор постепенно увеличивается во время работы из-за нагрева элементов схемы. Кроме того, обычно заметно гасится выходная мощность даже при максимальном положении отпирания регулятора, к чему сварочные трансформаторы очень чувствительны. Часто возникает соблазн использовать в схеме симистор средней мощности, подключив регулирующее устройство к первичной катушке трансформатора, где токи гораздо меньше, чем во вторичной цепи. Конструкция схемы тогда практически не изменится, по сравнению с взятым из журнала ее сетевым прототипом общего назначения. В принципе, сделать такое можно, даже некоторые промышленные сварочные аппараты оборудованы подобными устройствами регулировки тока. Однако не удивляйтесь, если при подключении симисторной схемы к первичной обмотке трансформатор начинает стучать уже на холостом ходу. Стук этот слышен в прямом смысле слова, причем у сварочных трансформаторов, до того работавших практически бесшумно. Это и неудивительно, ведь при каждом отпирании симистора происходит мгновенное нарастание напряжения, вызывающего мощные кратковременные импульсы ЭДС самоиндукции и скачки потребляемого тока. Промышленные аппараты, намотанные толстым проводом в надежной изоляции, переносят этот изъян питания без каких-либо последствий. Для хилых самодельных конструкций я бы нё рекомендовал использовать симистор по первичной обмотке ввиду возможности ее быстрого разрушения. Для самодельных конструкций имеет смысл использовать сими- сторный или тиристорний регуляторы в цепи вторичной обмотки. Это избавит трансформатор о,т лишних нагрузок. Для этого подойдет почти та же схема, но с более мощным прибором. Хотя надо сказать, что при использовании регуляторов данного типа процесс горения дуги несколько ухудшается. Ведь теперь при уменьшении мощности дуга начинает гореть отдельными, все более кратковременными вспышками. Такой способ регулировки тока, из-за сложности изготовления и невысокой надежности, не получил распространения у основной массы самодельных сварочных аппаратов. Хотя, с другой стороны, нельзя закрывать глаза и на неоспоримые преимущества, получаемые при использовании электронных полупроводниковых элементов регулирования. К преимуществам можно отнести: возможность плавной, удобной регулировки сварочного тока с помощью движка переменного резистора; ток можно регулировать даже в процессе горения дуги; отсутствие сильного нагрева элементов, а значит, и возможность их монтажа внутри закрытого корпуса; относительная компактность конструкции.
Переменное напряжение, поступающее на выходы 1 н 2, перезаряжает конденсатор С1 в каждый полупернод, время заряда регулируется переменным резистором R2. К выводам С1 подключена цепь, состоящая из элементов: R3, VD5, VD6, управляющих переходами тнрнсторов VS1, VS2 с развязывающими диодами VD3, VD4. На диннсторах VD5, VD6 собрано пороговое устройство с ограничивающим ток разряда конденсатора резистором R3. Как только напряжение на конденсаторе С1 увеличится до порогового уровня, он разрядится через однн нз днннсторов н управляющий переход одного из тиристоров, в зависимости от полярности по- лупернода. При этом тирнстор откроется и будет пропускать ток К сварочной дуге до смены полярности на следующем полуперноде. Таким образом, тнрнсторы на каждом полупериоде по очереди будут открываться н закрываться. Открываться онн будут с постоянной задержкой во времени относительно начала полупериода, что задается сопротивлением R2. Поэтому часть сннусонды на каждом полуперноде будет отсекаться, чем н достигается регулирование мощности. Переменным резистором R2 можно плавно регулировать ток сваркн или же нагрузки, начиная практически с нулевого значения и до максимального значения. Так как при сварке обычно не используются токи ннже 50 А, то сопротивление резистора R2 нужно подобрать таким образом, чтобы при установке его максимального сопротивления сварочный ток находился в пределах 40...50 А. Хотя для некоторых способов сварки могут понадобиться и меньшие значений тока. Также требуется учитывать свойства и выходную мощность конкретного сварочного трансформатора. В пороговом устройстве пару динисторов VD5, VD6 при необходимости можно заменить одним подстроенным резистором с сопротивлением несколько сот Ом и отрегулировать порог срабатывания' вручную. Переменный резистор R2 должен быть рассчитан на мощность не менее 2 Вт. В качестве диодов VD3, VD4 можно использовать любые выпрямительные дноды с максимальным током не менее 1 А н напряжением не ниже 100 В, например: КД212, КД226 с любыми буквенными индексами, КД243 (все, кроме А). Тирнсторы VS1, VS2 н выпрямительные дноды VD1, VD2 должны быть установлены на радиаторах, нх марки подбираются нз расчета на максимальный ток сварочного трансформатора, наиболее распространенные тнпы указаны на схеме. Радиаторы тнрнсторов н днодов должны крепиться через изолирующие прокладки, так как нх корпуса находятся под напряжением. В сварочном оборудовании можно также комбинировать регуляторы нлн ограннчнтелн тока разных типов. Так, например, можно использовать переключение витков первичной обмотки в комбинации с подключением добавочного сопротивления или по-другому. www.sibelektrod.ru Электронный регулятор тока для сварочного трансформатора. CAVR.ruРассказать в: Важной особенностью конструкции любого сварочного аппарата является возможность регулировки рабочего тока. известны такие способы регулировки тока в сварочных трансформаторах: шунтирование с помощью дросселей всевозможных типов, изменение магнитного потока за счет подвижности обмоток или магнитного шунтирования, применение магазинов активных балластных сопротивлений и реостатов. Все эти способы имеют как свои преимущества, так и недостатки. Например, недостатком последнего способа, является сложность конструкции, громоздкость сопротивлений, их сильный нагрев при работе, неудобство при переключении.Наиболее оптимальным является способ ступенчатой регулировки тока, с помощью изменения количества витков, например, подключаясь к отводам, сделанным при намотке вторичной обмотки трансформатора. Однако, этот способ не позволяет производить регулировку тока в широких пределах, поэтому им обычно пользуются для подстройки тока. Помимо прочего, регулировка тока во вторичной цепи сварочного трансформатора связана с определенными проблемами. В этом случае, через регулирующее устройство проходят значительные токи, что является причиной увеличения ее габаритов. Для вторичной цепи практически не удается подобрать мощные стандартные переключатели, которые бы выдерживали ток величиной до 260 А. Если сравнить токи в первичной и вторичной обмотках, то оказывается, что в цепи первичной обмотки сила тока в пять раз меньше, чем во вторичной обмотке. Это наталкивает на мысль поместить регулятор сварочного тока в первичную обмотку трансформатора, применив для этой цели тиристоры. На рис. 20 приведена схема регулятора сварочного тока на тиристорах. При предельной простоте и доступности элементной базы этот регулятор прост в управлении и не требует настройки. VS1, VS2 - Е122-25-3 С1, С2 - 0,1 мкФ 400 В R1, R2 - 200 R3, R4 - 220 R5, R6 - 1 кОм R7 - 68 кОм Регулирование мощности происходит при периодическом отключении на фиксированный промежуток времени первичной обмотки сварочного трансформатора на каждом полупериоде тока. Среднее значение тока при этом уменьшается. Основные элементы регулятора (тиристоры) включены встречно и параллельно друг другу. Они поочередно открываются импульсами тока, формируемыми транзисторами VT1, VT2. При включении регулятора в сеть оба тиристора закрыты, конденсаторы С1 и С2 начинают заряжаться через переменный резистор R7. Как только напряжение на одном из конденсаторов достигает напряжения лавинного пробоя транзистора, последний открывается, и через него течет ток разряда соединенного с ним конденсатора. Вслед за транзистором открывается и соответствующий тиристор, который подключает нагрузку к сети. Изменением сопротивления резистора R7 можно регулировать момент включения тиристоров от начала до конца полупериода, что в свою очередь приводит к изменению общего тока в первичной обмотке сварочного трансформатора Т1. Для увеличения или уменьшения диапазона регулировки можно изменить сопротивление переменного резистора R7 в большую или меньшую сторону соответственно. Транзисторы VT1, VT2, работающие в лавинном режиме, и резисторы R5, R6, включенные в их базовые цепи, можно заменить динисторами (рис. 2) В качестве VT1, VT2 хорошо зарекомендовали себя транзисторы старого образца типа П416, ГТ308, однако эти транзисторы, при желании, можно заменить современными маломощными высокочастотными транзисторами, имеющими близкие параметры. Переменный резистор типа СП-2, а постоянные резисторы типа МЛТ. Конденсаторы типа МБМ или К73-17 на рабочее напряжение не менее 400 В. Все детали устройства с помощью навесного монтажа собираются на текстолитовой пластине толщиной 1...1,5 мм. Устройство имеет гальваническую связь с сетью, поэтому все элементы, включая теплоотводы тиристоров, должны быть изолированы от корпуса. Правильно собранный регулятор сварочного тока особой наладки не требует, необходимо только убедиться в стабильной работе транзисторов в лавинном режиме или, при использовании динисторов, в стабильном их включении. Раздел: [Конструкции простой сложности] Сохрани статью в: Оставь свой комментарий или вопрос:www.cavr.ru Простой регулятор тока сварочного трансформатора 2ZV.ruРассказать в: Простой регулятор тока сварочного трансформатора Важной особенностью конструкции любого сварочного аппарата является возможность регулировки рабочего тока. В промышленных аппаратах используют разные способы регулировки тока: шунтирование с помощью дросселей всевозможных типов, изменение магнитного потока за счет подвижности обмоток или магнитного шунтирования, применение магазинов активных балластных сопротивлений и реостатов. К недостаткам такой регулировки надо отнести сложность конструкции, громоздкость сопротивлений, их сильный нагрев при работе, неудобство при переключении. Наиболее оптимальный вариант - еще при намотке вторичной обмотки сделать ее с отводами и, переключая количество витков, изменять ток. Однако использовать такой способ можно для подстройки тока, но не для его регулировки в широких пределах. Кроме того, регулировка тока во вторичной цепи сварочного трансформатора связана с определенными проблемами. Так, через регулирующее устройство проходят значительные токи, что приводит к его громоздкости, а для вторичной цепи практически невозможно подобрать столь мощные стандартные переключатели, чтобы они выдерживали ток до 200 А. Другое дело - цепь первичной обмотки, где токи в пять раз меньше. После долгих поисков путем проб и ошибок был найден оптимальный вариант решения проблемы широко известный тиристорный регулятор, схема которого изображена на рис.1. При предельной простоте и доступности элементной базы он прост в управлении, не требует настроек и хорошо зарекомендовал себя в работе - работает не иначе, как "часики". Регулирование мощности происходит при периодическом отключении на фиксированный промежуток времени первичной обмотки сварочного трансформатора на каждом полупериоде тока (рис.2). Среднее значение тока при этом уменьшается.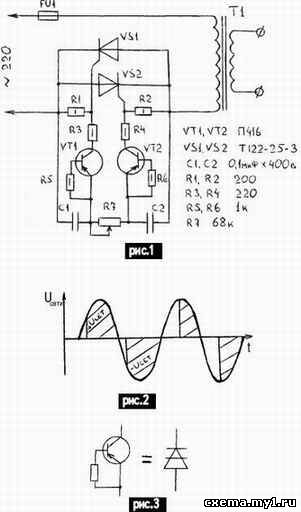 Основные элементы регулятора (тиристоры) включены встречно и параллельно друг другу. Они поочередно открываются импульсами тока, формируемыми транзисторами VT1, VT2. При включении регулятора в сеть оба тиристора закрыты, конденсаторы С1 и С2 начинают заряжаться через переменный резистор R7. Как только напряжение на одном из конденсаторов достигает напряжения лавинного пробоя транзистора, последний открывается, и через него течет ток разряда соединенного с ним конденсатора. Вслед за транзистором открывается и соответствующий тиристор, который подключает нагрузку к сети. После начала следующего, противоположного по знаку полупериода переменного тока тиристор закрывается, и начинается новый цикл зарядки конденсаторов, но уже в обратной полярности. Теперь открывается второй транзистор, и второй тиристор снова подключает нагрузку к сети. Изменением сопротивления переменного резистора R7 можно регулировать момент включения тиристоров от начала до конца полупериода, что в свою очередь приводит к изменению общего тока в первичной обмотке сварочного трансформатора Т1. Для увеличения или уменьшения диапазона регулировки можно изменить сопротивление переменного резистора R7 в большую или меньшую сторону соответственно. Транзисторы VT1, VT2, работающие в лавинном режиме, и резисторы R5, R6, включенные в их базовые цепи, мож- но заменить динисторами (рис.3). Аноды динисторов следует соединить с крайними выводами резистора R7, а катоды подключить к резисторам R3 и R4.Если регулятор собрать на динисторах, то лучше использовать приборы типа КН102А. В качестве VT1, VT2 хорошо зарекомендовали себя транзисторы старого образца типа П416, ГТ308. Вполне реальна замена их более современны- ми маломощными высокочастотными, имеющими близкие параметры. Переменный резистор типа СП-2, остальные типа МЛТ. Конденсаторы типа МБМ или МБТ на рабочее напряжение не менее 400 В. Правильно собранный регу-лятор не требует налаживания. Необходимо лишь убедиться в стабильной работе транзисторов в лавинном режиме (или в стабильном включении динисторов). Внимание! Устройство имеет гальваническую связь с сетью. Все элементы, включая теплоотводы тиристоров, должны быть изолированы от корпуса.Литература:1. Медведев А. ЮТ. От регулятора до антенны. 2. Зубаль И. Сварочный трансформатор своими руками//Радiоаматор.- 2000.-№5.
Раздел:
[Cварочное оборудование] Сохрани статью в: Основные элементы регулятора (тиристоры) включены встречно и параллельно друг другу. Они поочередно открываются импульсами тока, формируемыми транзисторами VT1, VT2. При включении регулятора в сеть оба тиристора закрыты, конденсаторы С1 и С2 начинают заряжаться через переменный резистор R7. Как только напряжение на одном из конденсаторов достигает напряжения лавинного пробоя транзистора, последний открывается, и через него течет ток разряда соединенного с ним конденсатора. Вслед за транзистором открывается и соответствующий тиристор, который подключает нагрузку к сети. После начала следующего, противоположного по знаку полупериода переменного тока тиристор закрывается, и начинается новый цикл зарядки конденсаторов, но уже в обратной полярности. Теперь открывается второй транзистор, и второй тиристор снова подключает нагрузку к сети. Изменением сопротивления переменного резистора R7 можно регулировать момент включения тиристоров от начала до конца полупериода, что в свою очередь приводит к изменению общего тока в первичной обмотке сварочного трансформатора Т1. Для увеличения или уменьшения диапазона регулировки можно изменить сопротивление переменного резистора R7 в большую или меньшую сторону соответственно. Транзисторы VT1, VT2, работающие в лавинном режиме, и резисторы R5, R6, включенные в их базовые цепи, мож- но заменить динисторами (рис.3). Аноды динисторов следует соединить с крайними выводами резистора R7, а катоды подключить к резисторам R3 и R4.Если регулятор собрать на динисторах, то лучше использовать приборы типа КН102А. В качестве VT1, VT2 хорошо зарекомендовали себя транзисторы старого образца типа П416, ГТ308. Вполне реальна замена их более современны- ми маломощными высокочастотными, имеющими близкие параметры. Переменный резистор типа СП-2, остальные типа МЛТ. Конденсаторы типа МБМ или МБТ на рабочее напряжение не менее 400 В. Правильно собранный регу-лятор не требует налаживания. Необходимо лишь убедиться в стабильной работе транзисторов в лавинном режиме (или в стабильном включении динисторов). Внимание! Устройство имеет гальваническую связь с сетью. Все элементы, включая теплоотводы тиристоров, должны быть изолированы от корпуса.Литература:1. Медведев А. ЮТ. От регулятора до антенны. 2. Зубаль И. Сварочный трансформатор своими руками//Радiоаматор.- 2000.-№5.
Раздел:
[Cварочное оборудование] Сохрани статью в: 2zv.ru Регулировка сварочного токаСуществуют различные способы регулировки сварочного тока, но, можно сказать, что самое широкое распространение в народе получил очень простой и надежный способ регулировки тока - с помощью включенного на выходе вторичной обмотки балластного сопротивления. Способ не только прост и надежен, но к тому же полезен, так как улучшает внешнюю характеристику трансформатора, увеличивая крутизну ее падения. В некоторых случаях балластные сопротивления применяются сугубо для исправления жесткой характеристики сварочного аппарата. Величина балластного сопротивления для регулятора сварочного тока составляет порядка сотых-десятых долей Ома и подбирается, как правило, экспериментально. В качестве балластного сопротивления издавна применяются мощные проволочные сопротивления, использовавшиеся в подъемных кранах, троллейбусах, или отрезки спиралей ТЭНов (теплоэлектронагревателей), куски толстой высокоомной проволоки. Несколько уменьшить ток можно даже с помощью растянутой дверной пружины из стали. Балластное сопротивление может включаться либо стационарно. Нихромовая проволока в качестве балластного сопротивления (диаметром 4 мм и длиной 8 м). Проволока может быть и меньшего диаметра, и при этом будет нужна меньшая длина, но она будет больше нагреваться. Регулирование сварочного тока балластным сопротивлением Большинство проволочных резисторов большой мощности изготовлены в виде открытой спирали, установленной на керамический каркас длиной до полуметра, как правило, в спираль смотана и проволока от ТЭНов. Если резистор изготовлен из магнитных сплавов, то в случае его спиральной компоновки, а тем более с какими-либо стальными элементами конструкции внутри спирали, при прохождении больших токов спираль начинает сильно вибрировать. Ведь спираль - это тот же соленоид, а огромные сварочные токи порождают мощные магнитные поля. Уменьшить влияние вибраций можно, растянув спираль и зафиксировав ее на жесткой основе. Кроме спирали, проволоку можно сгибать также змейкой, что тоже уменьшает размеры готового резистора. Сечение токопроводящего материала резистора следует подбирать побольше, потому что при работе он сильно греется. Слишком тонкая проволока или лента будет раскаляться докрасна, хотя даже это, в принципе, не исключает эффективность использования ее в качестве регулятора тока для сварочного аппарата. О реальном значении сопротивления балластных проволочных резисторов судить трудно, так как в нагретом состоянии свойства материалов сильно меняются. Регулировка тока во вторичной цепи сварочного трансформатора связана с определенными проблемами. Через регулирующие устройство проходят значительные токи, что приводит к его громоздкости. Другое неудобство - переключение. Для вторичной цепи практически невозможно подобрать столь мощные стандартные переключатели, чтобы они выдерживали ток до 200А. Другое дело - цепь первичной обмотки, где токи примерно в пять раз меньше, переключатели для которых являются ширпотребом. Последовательно с первичной обмоткой, так же, как и в предыдущем случае, можно включать балластные сопротивления. Только в этом случаи сопротивление резисторов должно быть на порядок большим, чем в цепи вторичной обмотки. Так, батарея из нескольких параллельно соединенных резисторов ПЭВ-50. 100 суммарным сопротивлением 6-8 Ом способна понизить выходной ток вдвое, а то и втрое, в зависимости от конструкции трансформатора. Можно собрать несколько батарей и установить переключатель. Если же в распоряжении нет мощного переключателя, то можно обойтись несколькими выключателями. Установив резисторы по схеме изображенной ниже, можно, например, сделать регулятор сварочного тока с комбинацией: 0; 4; 6; 10 Ом. Регулятор тока для сварочного аппарата Резисторы ПЭВ Правда, при включении балластного сопротивления в первичной цепи, теряется выгода, которую придает сопротивление во вторичной, - улучшение падающей характеристики трансформатора. Но зато и к каким-либо отрицательным последствиям в горении дуги включенные по высокому напряжению резисторы не приводят: если трансформатор хорошо варил без них, то с добавочным сопротивлением в первичной обмотке он варить будет. В режиме холостого хода трансформатор потребляет небольшой ток, а значит, его обмотка обладает значительным сопротивлением. Поэтому дополнительные несколько Ом практически никак не сказываются на выходном напряжении холостого хода. Вместо резисторов, которые при работе будут сильно греться, в цепь первичной обмотки можно установить реактивное сопротивление - дроссель. Самодельный дроссель Эту меру следует рассматривать скорее как выход из положения, если никаких других средств понижения мощности не имеется. Включение реактивного сопротивления в цепь высокого напряжения может сильно понижать выходное напряжение холостого хода трансформатора. Падение выходного напряжения наблюдается у трансформаторов с относительно большим током холостого хода - 2-3А. При незначительном потреблении тока - порядка 0,1А - падение выходного напряжения почти незаметно. Кроме того, включенный в первичной обмотке трансформатора, дроссель может приводить к некоторому ухудшению сварочных характеристик трансформатора, хотя и не настолько, чтобы его нельзя было эксплуатировать. В последнем случае все еще сильно зависит от свойств конкретного трансформатора. Для некоторых сварочных аппаратов, включение дросселя в первичную цепь трансформатора никак не сказывается, по крайней мере согласно субъективным ощущениям, на качестве горения дуги. В качестве дросселя сварочного аппарата, для регулировки тока, можно использовать готовую вторичную обмотку какого-нибудь трансформатора, рассчитанного да выход около 40В и мощностью 200-300 Вт, тогда ничего переделывать не придется. Хотя все же лучше сделать самодельный дроссель, намотав провод на отдельном каркасе от такого же трансформатора - 200-300 Вт, например от телевизора, сделав отводы через каждые 30-60 витков, подключенные к переключателю. Схема обмотки дросселя для сварочного аппарата Самодельный дроссель можно изготовить и на незамкнутом - прямом сердечнике. Это удобно, когда уже есть готовая катушка с несколькими сотнями витков подходящего провода. Тогда внутрь нее надо набить пакет прямых пластин из трансформаторного железа. Необходимое реактивное сопротивление выставляется подбором толщины пакета, ориентируясь по сварочному току трансформатора. Для примера: дроссель, изготовленный из катушки, содержащей предположительно около 400 витков провода диаметром 1,4 мм, был набит пакетом железа с общим сечением 4,5 см 2. длиной, равной длине катушки, 14 см. Это позволило уменьшить сварочный ток трансформатора 120А примерно в два раза. Дроссель такого типа можно сделать и с регулируемым реактивным сопротивлением. Для этого можно менять глубину ввода стержня сердечника в полость катушки. Катушка без сердечника обладает низким сопротивлением, при полностью введенном стержне ее сопротивление максимально. Дроссель, намотанный подходящим проводом, мало греется, но у него сильно вибрирует сердечник. Это надо учитывать при стяжке и фиксации набора пластин железа. Для самодельных сварочных аппаратов легче всего, еще при намотке обмоток, сделать их с отводами и, переключая количество витков, изменять ток. Однако использовать такой способ можно разве что для подстройки тока, нежели для его регулировки в широких пределах. Ведь, чтобы уменьшить ток в 2-3 раза, придется слишком увеличивать количество витков первичной обмотки, что неизбежно приведет к падению напряжения во вторичной цепи. Либо же придется наращивать витки всех катушек, что приведет к чрезмерному расходу провода, увеличению габаритов и массы трансформатора. Для более тонкой регулировки сварочного тока в меньшую сторону, можно использовать индуктивность сварочного кабеля, укладывая его кольцами. Но не стоит перебарщивать, т.к. кабель будет нагреваться. В последнее время некоторое распространение получили тиристорные и симисторные схемы регулировки тока сварки. При подаче на управляющий вывод тиристора или симистора напряжения определенной величины регулятор открывается и начинает свободно пропускать через себя ток. В схемах регулирования тока, работающих от переменного напряжения, управляющие импульсы обычно поступают на каждом полупериоде. Регулятор открывается в строго определенные (задаваемые) моменты времени, обрезая таким образом начало каждого полупериода синусоиды тока, что уменьшает суммарную мощность проходящего электрического сигнала. Осциллограмма для трансформатора с тиристорным регулятором Естественно, ток и напряжение после этого не имеют синусоидальную форму. Такие схемы позволяют регулировать мощность в широких пределах. Человек, разбирающийся в радиоэлектронике, сможет изготовить подобную схему самостоятельно, хотя, надо сказать, устройства такого рода нельзя признать совершенными. При использовании регуляторов данного типа процесс горения дуги несколько ухудшается. Ведь теперь при уменьшении мощности дуга начинает гореть отдельными, все более кратковременными вспышками. У большинства из схем тиристорных регуляторов шкалы не линейны, а калибровка меняется с изменением напряжения сети, ток через тиристор постепенно увеличивается во время работы из-за нагрева элементов схемы. Кроме того, обычно заметно гасится выходная мощность даже при максимальном положении отпирания регулятора, к чему сварочные трансформаторы очень чувствительны. Такой способ регулировки тока сварки, из-за сложности изготовления и невысокой надежности, не получил большого распространения среди самодельных регуляторов сварочного тока. Измерение сварочного токаДля измерения больших токов, в данном случае до 200А, требуются приборы, которые обладают своей спецификой и в быту мало-распространены. Одним из наиболее простых решений будет воспользоваться токоизмерительными клещами. Токоизмерительные клещи Специфика измерения этим прибором состоит в том, что для измерения не требуется подключаться в электрическую цепь. Сила тока измеряется на расстоянии от провода без прикосновения к нему. У прибора есть специальный разводящийся контур, отчего и название - "клещи", которым охватывается провод с током. Электромагнитное поле тока протекающего в охваченном проводе наводит ток в замкнутом контуре, который и измеряется. На корпусе "клещей" находится переключатель пределов измерения тока, максимальные значения которого обычно достигают - от 100А до 500А для разных моделей приборов. Токоизмерительными клещами можно оперативно воспользоваться практически в любой ситуации, не оказывая никакого влияния на электрическую цепь. Измерять ими можно лишь переменный ток, который создает переменное электромагнитное поле, для постоянного тока этот инструмент бесполезен. Класс точности в данном случае весьма невысок, поэтому можно судить, скорее, только о приблизительных значениях. Другой способ измерять ток сварки: вмонтировать в электрическую цепь изготавливаемого сварочного аппарата или дорабатываемого промышленного аппарат амперметр, рассчитанный на большие значения тока, а то и просто включать его на время в разрыв цепи сварочных проводов. Включение амперметра в сварочную цепь также отмечается некоторой спецификой. Дело в том, что последовательно в цепь включается не сам прибор (стрелочный указатель), а его шунт (резистор), стрелочный же индикатор подключается к шунту параллельно. Схема амперметра для измерения больших токов Шунт обладает собственным сопротивлением: предположительно сотые доли Ома (так как измерить его обычным омметром не удается). На вид это кусок металла в несколько сантиметров в длину прямоугольного сечения с мощными контактными площадками с обеих сторон. От точности сопротивления шунта зависит и точность показания прибора. Для каждой модели амперметра предусмотрен шунт определенного сопротивления, и они должны продаваться вместе. Амперметр с шунтом Немалое значение имеет способность стрелочного указателя измерительного прибора устанавливаться на текущее значение, преодолевая колебательные переходные процессы при изменении тока, иначе стрелка будет судорожно плясать по шкале уже при незначительных изменениях тока, которые неизбежны при горении сварочной дуги. полуавтомат сварочный ВДУ 500 Урал с Уралом 3Сварочные инвертора "Дніпро-М" mini MMA 250 DBPnote2auto.ru |
|
|||||||||||||||||
|
|
|||||||||||||||||
|

 Регулировка сварочного тока с использованием сопротивления или катушки индуктивности является самой простой и надежной. К держателю сварочных электродов последовательно подключают мощный резистор или дроссель. За счет этого меняется активное или индуктивное сопротивление нагрузки, что приводит к падению напряжения и изменению сварочного тока.
Регулировка сварочного тока с использованием сопротивления или катушки индуктивности является самой простой и надежной. К держателю сварочных электродов последовательно подключают мощный резистор или дроссель. За счет этого меняется активное или индуктивное сопротивление нагрузки, что приводит к падению напряжения и изменению сварочного тока. При этом методе регулировка характеристик дуги осуществляется благодаря изменению коэффициента трансформации. Коэффициент трансформации позволяют изменить дополнительные отводы из вторичной катушки. Переключаясь с одного отвода на другой можно менять напряжение в выходной цепи аппарата, что приводит к изменению мощности дуги.
При этом методе регулировка характеристик дуги осуществляется благодаря изменению коэффициента трансформации. Коэффициент трансформации позволяют изменить дополнительные отводы из вторичной катушки. Переключаясь с одного отвода на другой можно менять напряжение в выходной цепи аппарата, что приводит к изменению мощности дуги. Данный способ управления используется в трансформаторных аппаратах сварки. Изменяя магнитный поток, меняют коэффициент полезного действия трансформатора, это в свою очередь меняет величину сварочного тока.
Данный способ управления используется в трансформаторных аппаратах сварки. Изменяя магнитный поток, меняют коэффициент полезного действия трансформатора, это в свою очередь меняет величину сварочного тока. Сварочные инверторы – это самые современные аппараты для электродуговой сварки. Использование мощных полупроводниковых выпрямителей на входе устройства и последующей трансформации переменного тока в постоянный, а затем в переменный высокой частоты позволил создать устройства компактные и мощные одновременно.
Сварочные инверторы – это самые современные аппараты для электродуговой сварки. Использование мощных полупроводниковых выпрямителей на входе устройства и последующей трансформации переменного тока в постоянный, а затем в переменный высокой частоты позволил создать устройства компактные и мощные одновременно. После создания мощных тиристоров и симисторов их стали использовать в регуляторах силы выходного тока в сварочных аппаратах. Они могут устанавливаться в первичной обмотке трансформатора или во вторичной. Суть их работы заключается в следующем.
После создания мощных тиристоров и симисторов их стали использовать в регуляторах силы выходного тока в сварочных аппаратах. Они могут устанавливаться в первичной обмотке трансформатора или во вторичной. Суть их работы заключается в следующем.
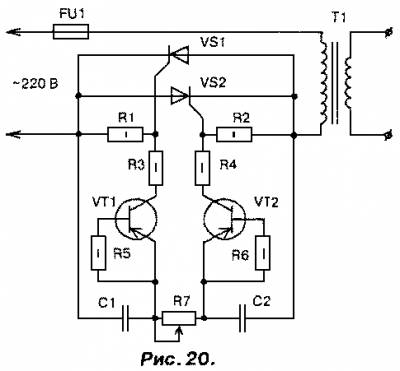 Рис. 1 Принципиальная схема регулятора тока сварочного трансформатора: VT1, VT2 -П416
Рис. 1 Принципиальная схема регулятора тока сварочного трансформатора: VT1, VT2 -П416  Рис. 2 Принципиальная схема замены транзистора с резистором на динистор, в схеме регулятора тока сварочного трансформатора. Aноды динисторов следует соединить с крайними выводами резистора R7, а катоды подключить к резисторам R3 и R4. Если регулятор собрать на динисторах, то лучше использовать приборы типа КН102А.
Рис. 2 Принципиальная схема замены транзистора с резистором на динистор, в схеме регулятора тока сварочного трансформатора. Aноды динисторов следует соединить с крайними выводами резистора R7, а катоды подключить к резисторам R3 и R4. Если регулятор собрать на динисторах, то лучше использовать приборы типа КН102А.