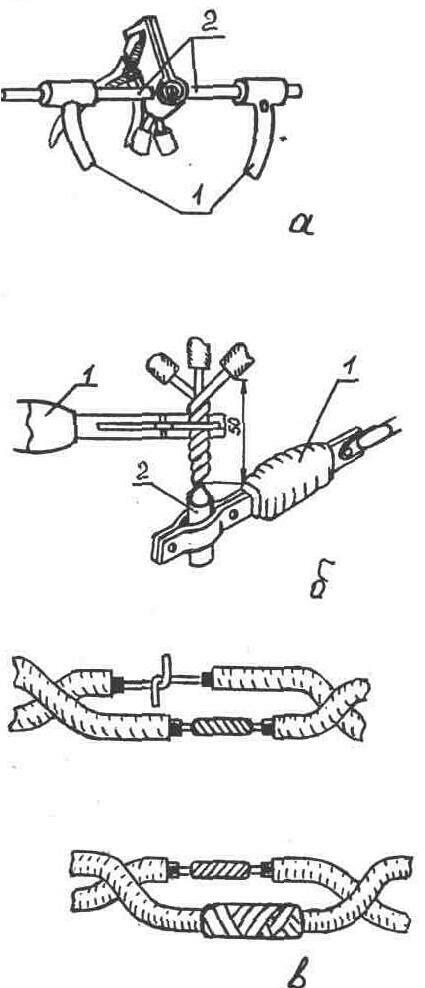
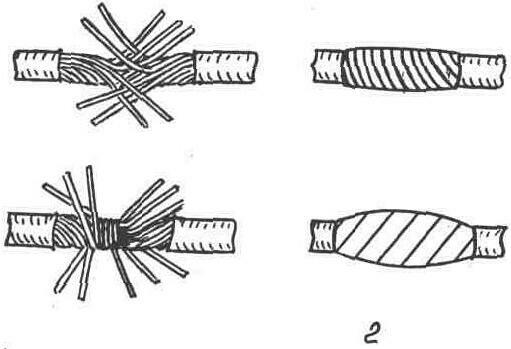
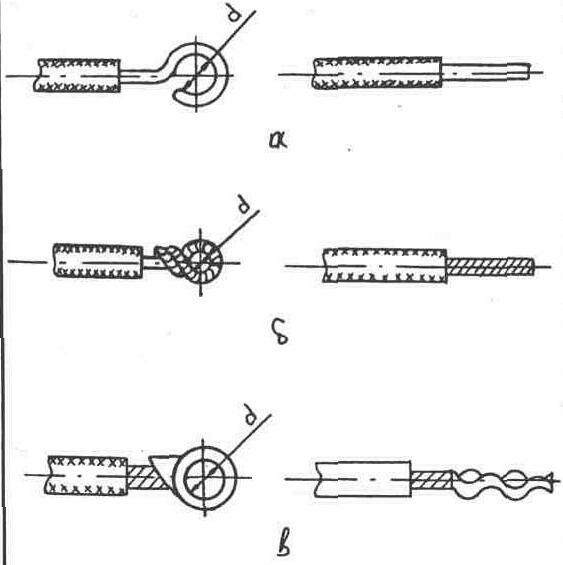
5.4. Соединение и оконцевание жил, проводов и кабелей. Соединение и оконцевание жил проводов и кабелей28. Как выполнить соединение, оконцевание жил провода (кабеля) и подключение к зажимам аппаратов?Как выполнить соединение, оконцевание жил провода (кабеля) и подключение к зажимам аппаратов? Соединение алюминиевых жил должно быть выполнено опрессовкой или сваркой, допускается соединение проводников пайкой. Провода сечением более 10мм^2 запрещается соединять скруткой. Опрессовку алюминиевых проводов производят следующим образом. Концы проводов освобождают от изоляции, зачищают металлической щеткой или ножом до блеска и вводят в алюминиевую гильзу, наполненную цинковазелиновой или кварцевазелиновой пастой. Гильзу с проводами опрессовывают клещами. Опрессовку предварительно скрученных однопроволочных жил сечением 2, 5 — 10 мм^2 можно производить специальными клещами типа КСП без применения гильзы и пасты. Сварку алюминиевых проводов и кабелей сечением 4—10 мм^2 производят специальными клещами. Напряжение 6—12 В подводят от трансформатора мощностью 0, 5—1 кВА. Ток сварки (до 100 А) регулируют переключением отпаек трансформатора. Сварку производят с применением флюса АФ-44 угольным электродом при помощи обжимки и плоскогубцев (рис. 35, а) или скруткой с последующей сваркой угольным электродом (рис. 35, б). Многопроволочные алюминиевые провода сечением 16—25 мм^2 соединяют сваркой при помощи специальной разъемной формы, угольного электрода, паяльной лампы или горелки и присадочного алюминиевого прутка. Припайке проводов сечением 4—10мм^2 снимают изоляцию с концов жил, зачищают их ножом, стальной щеткой или наждачной бумагой до блеска и скручивают. Место соединения нагревают пламенем горелки или паяльной лампы и облуживают специальными припоями типа А, Б и кадмиевым. Флюс при этом не нужен. При применении мягких припоев типа АВИА-1 и АВИА-2 (температура плавления 200°С) применяют флюс АФ-44. Места пайки обязательно очищают от остатков флюса, протирают бензином, покрывают влагонепроницаемым (асфальтовым) лаком, а затем изоляционной лентой, которую также покрывают лаком. Медные однопроволочные и многопроволочные провода сечением до 10 мм2 соединяют скруткой (рис. 35, в, г) с последующей пропайкой места соединения припоями ПОС-30 (30% олова и 70% свинца), ПОС-40 и канифолью в качестве флюса. Применять кислоту или нашатырь при пайке нельзя. Места соединения скруткой должны быть длиной не менее 10—15 наружных диаметров соединяемых жил. Опрессовку медных проводов производят следующим образом. Провода зачищают от изоляции на длину 25—30 мм и укладывают параллельно внахлестку. Сложенные концы туго обертывают двумя слоями медной фольги толщиной 0, 2—0, 3 мм и спрессовывают. При качественно выполненной опрессовке провода и фольга не имеют обрывов. Оконцевание проводов под винтовой зажим осуществляют в виде кольца, а под плоский зажим — в виде стержня (рис. 36, а). При сечении провода до 4 мм^2 включительно оконцевание в виде кольца выполняют следующим образом. С конца провода снимают изоляцию на Рис. 35. Соединение проводов: а — сваркой алюминиевых проводов при помощи обжимки и плоскогубцев; б — сваркой предварительно скрученных медных или алюминиевых жил при помощи угольного электрода; в — скруткой и облуживанием медных или алюминиевых жил; г ~ скруткой и пропайкой медных, многопроволочных жил; 1— держатели электродов; 2 — угольные электроды длине, достаточной для выполнения кольца. Жилу жесткого провода закручивают в кольцо по часовой стрелке, а гибкого провода — в стержень, а затем в кольцо и облуживают (рис. 36, б, в). Оконцевание провода в виде стержня производят следующим образом: с конца провода удаляют изоляцию; для гибкого провода стержень скручивают и облуживают. При сечении жил 6 мм^2 и больше оконцевание. Производят кабельными наконечниками. Лучшим способом оконцевания является оконцевание наконечниками типа Т (трубчатый), ТА (трубчатый алюминиевый) и ТАМ (трубчатый медно-алюминиевый) способом местного вдавливания пресс-клещами ПК-1 для жил сечением до 50 мм^2. Рис. 36. Оконцевание жил проводов под винтовой и плоский зажимы: а — жесткий провод; б, в — гибкий провод Особенность опрессования. оконцеваний и соединений алюминиевых жил в отличие от медных заключается в применении кварцевазелиновой пасты, а также в выполнении наконечников и соединительных гильз из чистого алюминия с увеличенными в длину и толщину стенками трубчатой части и большей площадью опрессования. Переход между трубчатой частью кабельного наконечника и изоляцией провода изолируют полихлорвиниловой трубкой или лентой. Присоединению проводов к зажимам аппаратов должно предшествовать оконцевание провода (в виде кольца или стержня). Присоединение к одному контактному зажиму более 2 проводов запрещается. Зажимы должны соответствовать величине номинального напряжения и тока. Зажимные винты рассчитаны на присоединение проводов следующих сечений: в зажимах до 10 А — двух проводов сечением до 4 мм^2 без наконечников; в зажимах до 25 А — двух проводов сечением до 6 мм^2 без наконечников; в зажимах до 60 А - двух проводов сечением до 6 мм^2 без наконечников и одного провода сечением 10 или 16 мм^2 с наконечником. Винтовой зажим, к которому присоединяются алюминиевые жилы, должен иметь устройство, ограничивающее возможность раскручивания колечка и не допускающее ослабления контактного давления вследствие текучести алюминия. Колечко алюминиевого однопроволочного провода перед вводом под контакт зачищают и смазывают кварцевазелиновой или цинковазелиновой пастой. На присоединяемые провода надевают хлорвиниловые трубки, на которые дихлорэтановыми чернилами наносят маркировку провода. Присоединение проводов к аппаратам, имеющим контактные лепестки, производят пайкой. Спаянные монтажные соединения должны обеспечивать надежность электрического контакта и необходимую механическую прочность. Основным материалом для пайки является припой ПОС-40, а для ответственной аппаратуры — ПОС-61. Припой рекомендуется применять в виде трубок с канифольным наполнением или проволоки диаметром 1—3 мм. Флюсом служит раствор канифоли в спирте, а также канифоль сосновая высшего или первого сорта. lib.qrz.ru 5.4. Соединение и оконцевание жил, проводов и кабелей. Выбор электродвигателя установки и его назначениеПохожие главы из других работ:Автоматическая система регулирования давления пара в деаэраторе - выбор проводов, кабелей и защитных труб;- проектирование общего вида щита управления; - расчет и выбор регулирующего органа. 1. Системный анализ объекта автоматизации В качестве объекта регулирования в курсовой работе рассматривается деаэратор... Автоматическая система регулирования давления пара в деаэраторе 7. Выбор проводов, кабелей и защитных трубВыбор труб и пневмокабелей для трубных проводок различного назначения необходимо производить в соответствии с основными требованиями, предъявляемыми к трубным проводкам... Агрегат подготовки холоднокатаных рулонов 3.1 Выбор проводов и питающих кабелейСечение проводов и кабелей для напряжения до 1000 В по условию нагрева определяется по справочнику в зависимости от расчетного значения длительно допустимой токовой нагрузки: (3.1) где Iдл - ток расчетной длительной нагрузки, А; Iн = Iн.пасп... Вертикально-сверлильный станок Выбор питающих проводов и кабелейСечение проводов и кабелей для напряжения до 1кВ по условию нагрева определяется в зависимости от расчетного значения длительно допустимой токовой нагрузки из соотношения: где Iдл - ток расчетной длительной нагрузки, А... Выбор электродвигателя установки и его назначение 5.5. Способы прокладки проводовВ сухих отапливаемых и неотапливаемых помещениях применяют прокладку проводов на роликах. Перед прокладкой необходимо разметить места установки роликов, светильников, выключателей, штепсельных розеток, групповых щитков, рубильников и т. п... Измельчитель-смеситель кормов ИСК-3 7.3 Выбор проводов для схемы соединения ящика управления и кабелей для схемы внешних соединенийВ силовой цепи используем медные одножильные провода типа ПВ1 сечением более 1 , а в цепях управления - многожильные медные провода типа ПВ3, сечением до . Сечение проводников определяем по допустимому току, таблица 6... МНЭ АСУ вибрационного электрического стенда ВЭДС-10А 14 Выбор проводов и кабелей14.1 Исходные данные: Uс = 220 В - напряжение сети Р = 700 Вт - мощность автомата Алюминий - материал провода 14.2 Расчет: При выборе проводов и кабелей надо учитывать условия внешней среды в месте их прокладки, напряжения... Основные этапы монтажа аппаратуры автоматического регулирования и управления 2.1 Выбор проводов,кабелей,соединительных коробов,труб и способов их прокладкиПо назначению электрические проводки делятся на измерительные, командные и питающие. Измерительные проводки могут быть нескольких типов, отличающихся особенностью монтажа и материалами... Проект осветительной установки (стригательный пункт для овец) 2.4 Выбор сечения проводов и кабелейСечение проводов и кабелей выбирают, исходя из механической нагрузки на них, нагрева и потери напряжения. Сечение жилы провода определяют по следующей формуле: , (7) где с - коэффициент, зависящий от напряжения сети... Проектирование электрического освещения универсального свинарника 2.1 Выбор сечения проводов и кабелейПитание осветительной сети осуществляется от трансформаторов. При напряжении силовых приёмников 380В питание установок осуществляется, как правило, от трансформаторов 380/220В, общих для силовой и осветительной нагрузки. Более того... Разработка и расчет энергосилового оборудования пассажирского вагона 4. Выбор сечения проводов и жил кабелейПровода электрической сети вагона прокладываются, как правило, в металлических трубах под вагоном и в вагоне и металлических коробах - в вагоне. Допускается применение гибких металлорукавов... Расчёт и выбор автоматического электропривода установки правки и резки стали 4.7 Расчет и обоснование выбора проводов и кабелейОбщий номинальный ток потребляемый силовой схемой Iном.общ=IM1+ IM2+ IM3+ IYA Iном.общ=14.6+18.9+2.4+6=41.9 А Плотность тока для 1мм2 меди составляет 7 А/мм2 Кабель четырехжильный, с медной жилой, оболочкой и изоляцией из ПВХ: КВВГ 4Ч6.0 ммІ... Система автоматического регулирования пара в уплотнениях турбины 7 ВЫБОР ПРОВОДОВ, КАБЕЛЕЙ И ИМПУЛЬСНЫХ ТРУБ ПРОВОДОК ЩИТА И ВНЕШНИХ ПРОВОДОКДля электропроводок систем автоматизации применяются изолированные провода и кабели с алюминиевыми или медными жилами. Сечение проводов и жил кабелей цепей управления выбираются по допустимым токовым нагрузкам... Технология электромонтажных работ 7. Расчет и выбор проводов и кабелейСечение фазных проводников в цепях переменного тока и токоведущих проводников в цепях постоянного тока не должен быть менее значений, указанных в таблице Сечение нулевого рабочего проводника и PEN-проводника, если они имеются... Электропривод горизонтально копировально-фрезерного станка ЛР-93КФ3 2.4 Расчёт и выбор питающих проводов и кабелейКабель проложен в кабельном канале. По длительно допустимому току выбираем кабель из следующего условия: Iдл. доп?Iрас мах [19] Iдл. доп= 40 A 40?31,1A Предварительно выбираем кабель марки АВВГ 4... prod.bobrodobro.ru Соединение и оконцевание жил кабелей с помощью опрессовки
При местном вдавливании смотрят за тем, чтоб лунки были размещены соосно опрессовываемой жиле и друг дружке. При оконцевании лунки делают на лицевой стороне наконечника. Для контроля свойства глубину вдавливания (лунки) при добросовестном вдавливании либо степень сплошного обжатия инспектируют выборочно более чем у 1 % наконечников и гильз. При применении гидропресса с автоматическим контролем глубины вдавливания либо обжатия отпадает необходимость в операции выборочного контроля свойства опрессовывания. Разглядим последовательность операции опрессовки. Опрессовка дюралевых однопроволочных жил кабелейсечением 2,5 — 10 мм2. Опрессовку создают в гильзах ГАО. Гильзу выбирают в согласовании с количеством и сечением соединяемых жил. Опрессовку делают в определенной технологической последовательности: выбирают гильзу, инструменты и механизмы, пуансоны и матрицы, зачищают концы жил (на длине 20, 25 и 30 мм для гильз ГАО-4, ГАО-5, ГАО-б и ГАО-8 соответственно) и внутреннюю поверхность гильзы до железного блеска и сразу смазывают их кварцевазелиновой пастой (зачистка и смазка гильз производятся в случае, если это не было выполнено на заводе-изготовителе), вставляют жилы в гильзу. При суммарном сечении соединяемых жил меньше поперечника внутреннего отверстия гильзы следует ввести дополнительные проволоки жил для уплотнения места соединения. Создают опрессовку до соприкосновения пуансона с матрицей. После опрессовки остаточная толщина материала должна быть при гильзах ГАО-4 — З,5 мм, ГАО-5 и ГАО-б— 4,5 мм, ГАО-8 — б,5 мм. Перед изолированием выполненное контактное соединение протирают ветошью, смоченной в бензине. Изолируют место опрессовки изоляционной лентой. При однобоком вводе жил в гильзуи поперечниках гильз 7 и 9 мм заместо изоляционной ленты используют полиэтиленовые колпачки. Опрессовка однопроволочных и многопроволочных жил кабелейсечением 16 — 240 мм2
Работу делают в таковой последовательности: выбирают наконечник либо соединительную гильзу, пуансон, матрицу и механизм для опрессовки. Потом инспектируют наличие слоя кварцевазелиновой пасты на их внутренней поверхности. Если наконечники либогильзы получены с завода несмазанными, то очищают внутреннюю поверхностьветошью, смоченной в бензине, и смазывают ее пастой. Потом снимают с концов жил изоляцию при оконцевании— на длине, равной длине трубчатой части наконечника, а при соединении — на длине, равной половине длины гильзы. Очищенную от изоляции жилу зачищают щеткой из кардоленты до железного блеска и сразу смазывают кварцевазелиновой пастой. Перед зачисткой жил с картонной пропитанной изоляцией их нужно протереть ветошью, смоченной в бензине. Если жилы секторные, то их перед зачисткой округляют. Операцию округления многопроволочных жил делают плоскогубцами, а однопроволочных — с помощью механического либо гидравлического пресса, в который устанавливают заместо пуансона и матрицы особый инструмент. После того как жилы подготовлены к опрессовке, на их надевают наконечник либо гильзу. При оконцевании жилу вводят в наконечиик до упора, а присоединении — так, чтоб торцы соединяемых жил соприкасались меж собой посреди гильзы. Трубчатую часть наконечника либо гильзу устанавливают в матрице и создают опрессовку. Если при всем этом опрессовку делают однозубым пуансоном, то на наконечнике делают два вдавливания, а на гильзе— четыре (по два на каждый конец соединяемых жил). Если опрессовывают двузубым пуансоном, то на наконечнике делают одно вдавливание, а на гильзе— два. Вдавливание создают до упора шайбы пуансона в торец матрицы. Корректностьглубины вдавливания инспектируют штангенциркулем с насадкой либо особым измерителем. После опресовывания остаточная толщина материала должна быть: при сечении жил 16— 35 мм2 — 5,5 мм, при сечении 50 мм2 — 7,5 мм, при сечении 70 и 95 мм2 — 9,5 мм, при сечении 120 и 150 мм2— 11,5 мм, при сечении 185 мм2 — 12,5 мм, при сечении 240 мм2 — 14 мм. При опрессовке при помощи пресса, имеющего автоматический контроль свойства опрессовки (глубины вдавливания), отпадает надобность в обозначенной проверке. Перед наложением изоляции острые края гильзы опиливают, закругляют и зачищают маленькойнаждачкой. При опрессовке соединений жил кабелей 6—10 кВ принимают конструктивные меры для выравнивания электронного поля, симметрия которого нарушается против мест вдавливания. Зоны сгущениялиний электронного поля могут явиться очагами появления местных разрядов,приводящих к пробою изоляции. Во избежание этих явлений конкретно нагильзу накладывают экран из 1-го слоя полупроводящей бумаги. Нужно держать в голове, что нельзя использовать наконечники и гильзы, не надлежащие сечениюи типу жилы, также использовать не надлежащие пуансоны и матрицы. Нельзя также«выкусывать» проволочки для облегчения ввода жилы в наконечник либо гильзу и создавать опрессовку без смазки жил и гильзы кварцевазелиновой пастой.Однопроволочные жилы 25 — 240мм2, оконцовываемые штамповкой наконечника на жиле. Для выполнения оконцевания снимают сконца жилы изоляцию на длине: дляжил сечением 25 мм2 — 45 мм, для 35 — 96 мм2 — 50 мм, для 120 — 240 мм2 — 56 мм. Выбирают пуансон и матрицузависимо от сечения жилы. Штамповку делают при помощи пиротехническнх устройств. Пуансон под действием пороховых газов производит штамповку наконечника, формируя его из конца жилы. В случае неточного дизайна наконечника допускаетсяповторная штамповка при понижении мощности повторного выстрела, зачем пуансон не доводится до верхнего последнего положения на 5— 7 мм. На штампованной части наконечника не должно быть видимых трещинок, раковин, наплавов и вмятин, должна быть соосность отверстия под болт вконтактной части наконечника.После 5 выстрелов формующую часть пуансона нужно смазать узким слоеммашинного масла. Опрессовка многопроволочные медных медных жил кабелей 1 — 2,5 мм2. Опрессовку делают пресс-клещами в кольцевых медных наконечниках, обжимаемых особыми пуансонами и матрицами. Перед опрессовкой в кольцевом наконечнике снимают с конца жилы изоляцию на длине 25— 30 мм, зачищают жилу до железного блеска, скручивают ее туго плоскогубцами, выбирают надлежащие сечению жилы наконечник, пуансон и матрицу; устанавливают их в пресс-клещи, укладывают жилу в наконечник, надевают наконечникс уложенной в него жилой на стержень пуансона так, чтоб жила выходила через желобок пуансона, создают обжим наконечника пресс-клещами до упора шайбы пуансона в торец матрицы. Однопроволочные и многопроволочные 4 — 240 мм2.
Опрессовку медных наконечников и гильз делают пуансоном и матрицей с одним зубом, на наконечнике делают одно вдавливание, на гильзе — два, по одному на каждый конец соединяемых жил. elektrica.info |
|
||||||||||||||||||
|
|
||||||||||||||||||
|
 Опрессовку делают ручными клещами, механическим, пиротехническим либо гидравлическим прессом при помощи сменных пуансонов и матриц. Пуансоны и матрицы подбирают по поперечнику трубчатой части наконечника либо соединительной гильзы. Различают два метода опрессовки: местного вдавливания и сплошного обжатия.
Опрессовку делают ручными клещами, механическим, пиротехническим либо гидравлическим прессом при помощи сменных пуансонов и матриц. Пуансоны и матрицы подбирают по поперечнику трубчатой части наконечника либо соединительной гильзы. Различают два метода опрессовки: местного вдавливания и сплошного обжатия. Опрессовку оконцеваний создают в дюралевых и медно-алюминиевых наконечниках пои штифтовых наконечниках, опрессовку соединений — в дюралевых гильзах.
Опрессовку оконцеваний создают в дюралевых и медно-алюминиевых наконечниках пои штифтовых наконечниках, опрессовку соединений — в дюралевых гильзах. Оконцевание жил 4 — 240 мм2 делают в медных наконечниках, а соединение жил 16— 240 мм2 в гильзах. Последовательность операции опрессовки та же, что и опрессовки дюралевых жил, но тут не требуется смазки кварцевазелиновой пастой.
Оконцевание жил 4 — 240 мм2 делают в медных наконечниках, а соединение жил 16— 240 мм2 в гильзах. Последовательность операции опрессовки та же, что и опрессовки дюралевых жил, но тут не требуется смазки кварцевазелиновой пастой.