Содержание
Технологическая карта монтажа концевых муфт
Все операции следует выполнять в строгом соответствии с инструкцией по установке, не допуская изменений в технологии монтажа. Монтаж термоусаживаемых муфт должен проводиться специально обученным персоналом
1. ОБЛАСТЬ ПРИМЕНЕНИЯ
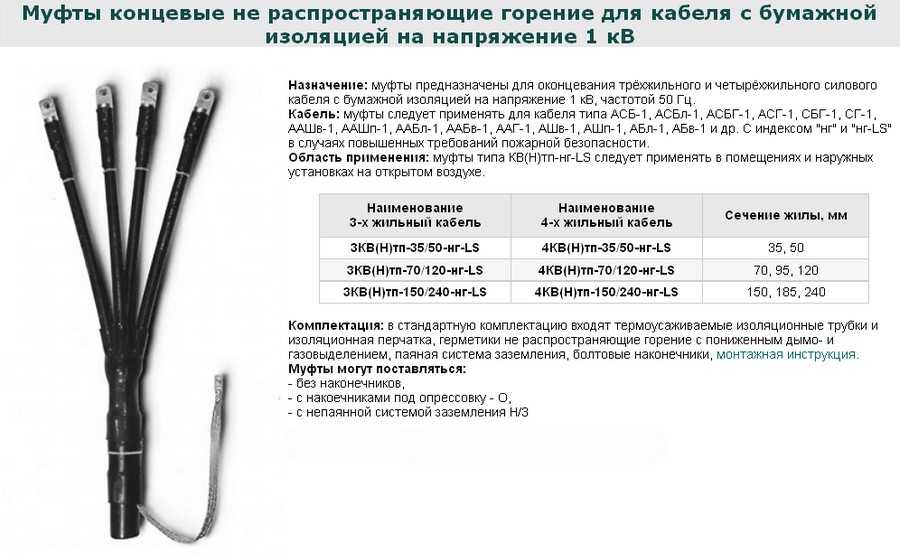
Муфты концевые внутренней установки типа ЗКВТп-10 и наружной установки ЗКНТп-10 предназначены для оконцевания трехжильных силовых кабелей с бумажной маслопропитанной изоляцией, с броней или без брони, с общей алюминиевой или свинцовой оболочкой на напряжение 6 и 10 кВ. В режиме эксплуатации диапазон температуры окружающей среды: от -50°С до +50°С.
Монтаж концевых муфт может быть осуществлен для следующих основных типов 3-х жильного кабеля: ААБл-10, АСБ-10, ААШв-10, АСШв-10, СБ-10 и их аналогов.
2. ТИПЫ РАЗМЕРОВ МУФТ
Выбор типоразмеров муфт производится в зависимости от сечения жил кабеля (см. табл. 2.1):
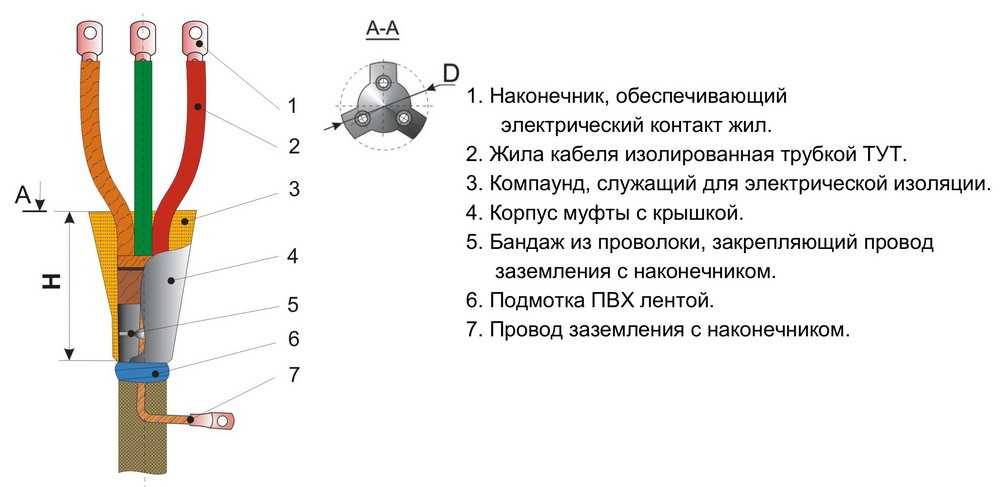
Рис.2.1. Общий вид муфты ЗКВТп-10
Таблица 2.1
|
Наименование муфты |
Тип установки |
Рабочее напряжение (кВ) |
Число жил кабеля |
Сечение жил кабеля (мм ) |
|
|
Комплектация без болтовых наконечников |
Комплектация с болтовыми наконечниками |
||||
|
ЗКВТп-10-25/50 |
КВТп -10-25/50 (Б) |
внутренняя |
6 и 10 |
3 |
25, 35, 50 |
|
ЗКВТп-10-70/120 |
ЗКВТп-10-70/120 (Б) |
6 и 10 |
3 |
70, 95, 120 |
|
|
ЗКВТп-10-150/240 |
ЗКВТп-10-150/240 (Б) |
6 и 10 |
3 |
150, 185, 240 |
|
|
ЗКНТп-10-35/50 |
ЗКНТп-10-35/50 (Б) |
наружная |
6 и 10 |
3 |
25, 35, 50 |
|
ЗКНТп-10-70/120 |
ЗКНТп-10-70/120 (Б) |
6 и 10 |
3 |
70, 95, 120 |
|
|
ЗКНТп-10-150/240 |
ЗКНТп-10-150/240 (Б) |
6 и 10 |
3 |
150, 185, 240 |
|
|
Базовая комплектация включает в себя аксессуары для монтажа узла заземления комбинированным методом: для крепежа провода заземления к металлической оболочке кобелей используются роликовые пружины постоянного давления; крепеж на бронелентах кабеля осуществляется методом пайки. |
|||||
 По желанию заказчика муфты ЗКВТп-10 и ЗКНТп-10 могут комплектоваться наконечниками под опрессовку.
По желанию заказчика муфты ЗКВТп-10 и ЗКНТп-10 могут комплектоваться наконечниками под опрессовку.
3. МЕРЫ БЕЗОПАСНОСТИ
Монтаж муфты должен производиться с соблюдением «Правила по охране труда при эксплуатации электроустановок», «Правил технической эксплуатации электроустановок потребителей», «Правил пожарной безопасности для энергетических предприятий», «Технической документации на муфты для силовых кабелей с бумажной и пластмассовой изоляцией напряжением до 10 кВ», а также правил и инструкций, действующих на предприятии, применяющем данные муфты.
4. ОБЩИЕ УКАЗАНИЯ
4.1. ПОДГОТОВКА К МОНТАЖУ
Внимательно ознакомьтесь с инструкцией по монтажу. Проверьте по комплектовочной ведомости наличие деталей в комплекте и соответствие муфты сечению, типу и рабочему напряжению монтируемого кабеля. Подготовьте рабочее место, все необходимые инструменты и приспособления. Проверьте исправность газового оборудования: баллона, шланга, редуктора и горелки. Если муфта хранилась в неотапливаемом помещении при температуре менее 5°С, то до начала монтажа комплект муфты следует выдержать не менее 2-х часов при температуре 18—20°С. Монтаж термоусаживаемых муфт должен производиться в соответствии с «Технической документацией на муфты для силовых кабелей с бумажной и пластмассовой изоляцией на напряжении до 10 кВ». Монтаж термоусаживаемых муфт требует соблюдения особой чистоты. Попадание в муфту влаги, грязи и посторонних частиц в процессе монтажа недопустимо.
Если муфта хранилась в неотапливаемом помещении при температуре менее 5°С, то до начала монтажа комплект муфты следует выдержать не менее 2-х часов при температуре 18—20°С. Монтаж термоусаживаемых муфт должен производиться в соответствии с «Технической документацией на муфты для силовых кабелей с бумажной и пластмассовой изоляцией на напряжении до 10 кВ». Монтаж термоусаживаемых муфт требует соблюдения особой чистоты. Попадание в муфту влаги, грязи и посторонних частиц в процессе монтажа недопустимо.
Перед началом монтажа проверьте бумажную изоляцию на влажность. Монтаж муфты на кабеле с увлажненной изоляцией категорически запрещен!
4.2. РАЗДЕЛКА КАБЕЛЯ
Разделка кабеля должна осуществляться в строгом соответствии с инструкцией производителя. Точная и аккуратная разделка является необходимым условием и залогом правильного монтажа кабельной муфты. Разделка кабеля должна выполняться только высококвалифицированным специалистом. Несоблюдение размеров разделки, разделка без рулетки «на глазок», порезы и задиры на жильной изоляции, наличие загрязнений могут привести к сокращению срока службы муфты и пробоям. Особое внимание следует уделить снятию изоляции с жил кабеля. Любые повреждения жил в процессе снятия изоляции недопустимы. Работы по монтажу муфт для кабелей с бумажной маслопропитанной изоляцией должны проводиться без перерывов, за один раз.
Несоблюдение размеров разделки, разделка без рулетки «на глазок», порезы и задиры на жильной изоляции, наличие загрязнений могут привести к сокращению срока службы муфты и пробоям. Особое внимание следует уделить снятию изоляции с жил кабеля. Любые повреждения жил в процессе снятия изоляции недопустимы. Работы по монтажу муфт для кабелей с бумажной маслопропитанной изоляцией должны проводиться без перерывов, за один раз.
4.3. ТЕХНОЛОГИЯ СОЕДИНЕНИЯ И ОКОНЦЕВАНИЯ ЖИЛ
Качество, надежность и работоспособность всей муфты во многом определяется качеством монтажа соединителей или наконечников на жилах кабеля. Уточните, под какую технологию соединения или оконцевания рассчитана данная муфта: опрессовку или закрепление с помощью болтов со срывной головкой. В случае отсутствия ограничений, определитесь с выбором технологии самостоятельно.
Технология опрессовки
Размер наконечника или гильзы выбирается в соответствии с сечением и классом гибкости кабельных жил. Секторные жилы перед опрессовкой рекомендуется предварительно скруглить. При работе с алюминиевыми и медными кабелями используйте алюминиевые или медные наконечники или гильзы соответственно. При выводе алюминиевого кабеля на медную шину используйте алюмомедные наконечники или шайбы. Перед монтажом алюминиевых наконечников и гильз следует зачистить концы алюминиевых жил до металлического блеска при помощи кордощетки и нанести кварце-вазелиновую пасту. Трубную часть наконечников также следует зачистить и смазать кварце-вазелиновой пастой, после чего вставить жилы в наконечники до упора и произвести опрессовку.
Секторные жилы перед опрессовкой рекомендуется предварительно скруглить. При работе с алюминиевыми и медными кабелями используйте алюминиевые или медные наконечники или гильзы соответственно. При выводе алюминиевого кабеля на медную шину используйте алюмомедные наконечники или шайбы. Перед монтажом алюминиевых наконечников и гильз следует зачистить концы алюминиевых жил до металлического блеска при помощи кордощетки и нанести кварце-вазелиновую пасту. Трубную часть наконечников также следует зачистить и смазать кварце-вазелиновой пастой, после чего вставить жилы в наконечники до упора и произвести опрессовку.
Для опрессовки используйте только профессиональный инструмент. Размер матриц должен соответствовать размеру выбранного наконечника. При монтаже наконечников и соединительных гильз соблюдайте количество опрессовок и их последовательность в соответствии с рекомендациями производителя.
Технология болтовых наконечников и соединителей
При монтаже «механических» соединителей и наконечников с болтами со срывной головкой необходимо удерживать корпус соединителей/наконечников в момент затяжки болтов при помощи специальной зажимной струбцины НМБ-4 или газового ключа, предохраняя кабельные жилы от деформации. При наличии нескольких болтов в наконечнике/соединителе первой срывается головка болта, расположенного ближе к лопатке наконечника или центру соединителя.
При наличии нескольких болтов в наконечнике/соединителе первой срывается головка болта, расположенного ближе к лопатке наконечника или центру соединителя.
Перед срывом болтовых головок следует развернуть наконечники вокруг жилы таким образом, чтобы при подключении к контактным клеммам избежать перегибов и скручивания кабельной жилы.
4.4. ТЕХНОЛОГИЯ ТЕРМОУСАДКИ
Для монтажа термоусаживаемых муфт предпочтительно использовать пропановую газовую горелку с широкой насадкой диаметром 40—50 мм. Пламя горелки следует отрегулировать таким образом, чтобы оно было мягким, с языками желтого цвета. Остроконечное клиновидное синее пламя не допускается. Усадка термоусаживаемых трубок с использованием газовой горелки требует определенных навыков и опыта.
Перед проведением каждой технологической операции поверхность, на которую усаживается трубка или подматывается герметик, должна быть очищена от загрязнений, пыли, жировых пятен и нагара. Для обеспечения равномерной усадки и предотвращения «подгорания» пламя горелки должно находиться в постоянном колебательном движении. Интенсивность усадки может регулироваться расстоянием от горелки до изделия. Во избежание образования морщин и воздушных пузырей на поверхности трубки, термоусадку следует производить от центра трубки к ее концам, либо последовательно от одного конца трубки к другому. Прежде чем продолжить термоусадку вдоль кабеля, трубка или перчатка должны быть усажены по кругу.
Интенсивность усадки может регулироваться расстоянием от горелки до изделия. Во избежание образования морщин и воздушных пузырей на поверхности трубки, термоусадку следует производить от центра трубки к ее концам, либо последовательно от одного конца трубки к другому. Прежде чем продолжить термоусадку вдоль кабеля, трубка или перчатка должны быть усажены по кругу.
Усадка толстостенных термоусаживаемых кожухов, соединительных манжет и перчаток требует более длительного времени и должна сопровождаться предварительным медленным и равномерным прогревом.
Следуйте указаниям инструкции и по возможности точно устанавливайте термоусаживаемые трубки относительно других элементов муфты. Перед усадкой трубок и перчаток на металлические поверхности следует убедиться в отсутствии острых кромок и заусенцев. Все неровности должны быть предварительно зашлифованы. После зашлифовки убедитесь, что на поверхности изоляции не осталось металлических опилок.
Для обеспечения хорошего прилегания термоусаживаемых изделий на металлических поверхностях, последние рекомендуется предварительно прогреть до 50—70°С. Избыток термоплавкого клея, выступающий из-под кромок усаживаемых деталей с внутренним клеевым подслоем подтверждает хорошее качество герметизации. Убедитесь в отсутствии повреждений, морщин и вздутий на поверхности усаженных изделий.
Избыток термоплавкого клея, выступающий из-под кромок усаживаемых деталей с внутренним клеевым подслоем подтверждает хорошее качество герметизации. Убедитесь в отсутствии повреждений, морщин и вздутий на поверхности усаженных изделий.
4.4.1. РАЗДЕЛКА И ПОДГОТОВКА КАБЕЛЯ К РАБОТЕ
4.4.1.1 Распрямить конец кабеля длиной 1250 мм;
4.4.1.2 Снять с кабеля защитный покров, броню, металлическую оболочку и слой поясной изоляции согласно размерам, указанным на рисунке. Удалить жгуты межфазного заполнения. При наличии расцветочных маркировочных лент на фазной бумажной изоляции, ленты — не удалять;
4.4.1.3 На расстоянии 25 мм от среза металлической оболочки произвести кольцевой надрез оболочки;
4.4.1.4 Протереть сухой ветошью фазную бумажную изоляцию, сняв остатки масла с поверхности;
4.4.1.5 Зачистить (до металлического блеска) и обезжирить слой оболочки и бронелент;
4.4.1.6 Надеть на конец кабеля поясную манжету и сдвинуть ее на время монтажа вдоль кабеля, предварительно защитив внутреннюю поверхность манжеты от загрязнения (надев на кабель под манжету упаковочный п/э пакет из комплекта муфты).
4.4.2. УСТАНОВКА АНТИТРЕКИНГОВЫХ ИЗОЛИРУЮЩИХ ТРУБОК
4.4.2.1 Развести жилы кабеля под углом, удобным для проведения работ;
4.4.2.2 Зафиксировать концы фазной бумажной изоляции бандажом из ленты ПВХ;
4.4.2.3 Надеть на жилы кабеля антитрекинговые изолирующие трубки (кирпично-красного цвета) и сдвинуть их вниз до упора в корень разделки;
4.4.2.4 Последовательно усадить трубки в направлении от корня разделки к концам жил кабеля.
4.4.3. МОНТАЖ ПРОВОДА ЗАЗЕМЛЕНИЯ
4.4.3.1 В месте, указанном на рисунке, облудить участок бронелент для присоединения провода заземления;
4.4.3.2 Распустить (растянуть в ширину) конец провода заземления без наконечника на длине не менее 100 мм;
4.4.3.3 Расположить провод заземления вдоль оболочки таким образом, чтобы его подготовленный (распущенный) конец был направлен к срезу бронелент;
4.4.3.4 Прижать провод заземления одним витком пружины так, чтобы край пружины находился на расстоянии не более 10 мм от среза бронелент;
4. 4.3.5 Перегнуть провод заземления в обратном направлении и произвести намотку пружины поверх провода заземления до конца;
4.3.5 Перегнуть провод заземления в обратном направлении и произвести намотку пружины поверх провода заземления до конца;
4.4.3.6 Закрепить заземляющий провод на облуженной поверхности бронелент бандажом из 2—3-х витков проволоки;
4.4.3.7 Произвести пайку провода заземления к бронелентам.
4.4.4. ГЕРМЕТИЗАЦИЯ УЗЛА ЗАЗЕМЛЕНИЯ И УСТАНОВКА ПОЯСНОЙ МАНЖЕТЫ
4.4.4.1 Сгладить выступы и острые кромки в месте пайки провода заземления;
4.4.4.2 Надвинуть поясную манжету так, чтобы ее край располагался на уровне 10 мм от кольцевого надреза на оболочке и усадить ее в направлениях, указанных на рисунке. После усадки манжета должна полностью перекрывать
4.4.5. ГЕРМЕТИЗАЦИЯ КОРНЯ КАБЕЛЯ МАСЛОСТОЙКИМ ГЕРМЕТИКОМ
4.4.5.1 Удалить защитный поясок оболочки 25 мм;
4.4.5.2 На расстоянии 5 мм от среза оболочки кабеля х/б нитками наложить бандаж на слой черной электропроводящей бумаги и удалить ее от края поясной изоляции до бандажа (линия обрыва электропроводящей бумаги должна быть ровной, без рваных, выступающих краев). Сухой ветошью убрать остатки масла с поверхности поясной изоляции;
Сухой ветошью убрать остатки масла с поверхности поясной изоляции;
4.4.5.3 Из части маслостойкого герметика сформировать конус и вдавить его с усилием в корешок разделки кабеля, заполнив все пустоты междужильного пространства;
4.4.5.4 Оставшимся маслостойким герметиком обмотать корень разделки кабеля в форме «яблока» с полным перекрытием поясной изоляции с заходом 10 мм на оболочку. Максимальный диаметр намотки (на уровне среза поясной изоляции) не должен превышать диаметр металлической оболочки более чем на 15 мм. Общая длина намотки — 70 мм.
4.4.6. УСТАНОВКА ИЗОЛИРУЮЩЕЙ ПЕРЧАТКИ
4.4.6.1 Сблизить жилы кабеля и надеть перчатку. Сдвинуть перчатку вниз как можно плотнее к основанию разделки;
4.4.6.2 Усадить перчатку в направлениях, указанных на рисунке. В первую очередь усадить основание «пальцев» по окружности. Затем усадить «пальцы» на жилы кабеля от основания. И в завершение — усадить корпусную часть перчатки от основания «пальцев» на оболочку кабеля;
4. 4.6.3 После усадки, корпус перчатки должен плотно облегать поясную манжету, а «пальцы» перчатки — жилы.
4.6.3 После усадки, корпус перчатки должен плотно облегать поясную манжету, а «пальцы» перчатки — жилы.
4.4.7. УСТАНОВКА ЖИЛЬНЫХ «ЮБОК» — ИЗОЛЯТОРОВ
Данная операция добавляется только для монтажа муфт наружной установки типа ЗКНТп-10
4.4.7.1 Надеть на каждую жилу кабеля «юбку» (кирпично-красного цвета) и последовательно усадить их, прогревая только «горлышки». «Юбки» усадить на расстоянии 120 мм от верхнего края пальцев перчатки. Во время усадки следить, чтобы изоляторы располагались симметрично относительно жил кабеля.
4.4.8. МОНТАЖ НАКОНЕЧНИКОВ
4.4.8.1 Снять с концов каждой жилы изоляцию на длине, равной глубине хвостовика наконечника, и очистить растворителем поверхности оголенных участков жил;
4.4.8.2 Надеть на жилы кабеля концевые манжеты (кирпично-красного цвета), временно сдвинув их в сторону корня разделки;
4.4.8.3 При использовании наконечников под опрессовку, предварительно зачистить внутреннюю поверхность от окисловых пленок;
4. 4.8.4 Произвести оконцевание жил наконечниками по выбранной технологии: наконечниками со срывающимися болтовыми головками, либо методом опрессовки;
4.8.4 Произвести оконцевание жил наконечниками по выбранной технологии: наконечниками со срывающимися болтовыми головками, либо методом опрессовки;
4.4.8.5 Зашлифовать острые кромки, выступы и заусенцы на поверхности наконечников, образовавшиеся после опрессовки или срыва болтовых головок.
4.4.9. УСТАНОВКА АНТИТРЕКИНГОВЫХ КОНЦЕВЫХ МАНЖЕТ
4.4.9.1 Обезжирить на каждой жиле цилиндрическую часть наконечника и изолирующую трубку на длине 100 мм от края хвостовика наконечника;
4.4.9.2 Нагреть наконечник пламенем горелки до температуры 60-70° С;
4.4.9.3 Надвинуть на хвостовик наконечника концевую антитрекинговую манжету (кирпично-красного цвета) и усадить ее, начиная с хвостовой части наконечника. Повторить операцию для каждой из жил.
Рис. 4.4.9.1. МУФТА ДЛЯ НАРУЖНОЙ УСТАНОВКИ, ТИПА ЗКНТп-10 В СБОРЕ
Рис. 4.4.9.2. МУФТА ДЛЯ ВНУТРЕННЕЙ УСТАНОВКИ, ТИПА ЗКВТп-10 В СБОРЕ
4.4.9.2. МУФТА ДЛЯ ВНУТРЕННЕЙ УСТАНОВКИ, ТИПА ЗКВТп-10 В СБОРЕ
Монтаж муфты завершен. Дайте муфте остыть прежде чем подвергать ее какому-либо механическому воздействию.
Типичные ошибки при монтаже концевых муфт
- Несоблюдение расстояния «фаза–фаза» и «фаза–земля» при подключении муфты внутренней установки в щитовом устройстве
Если щитовое устройство, в котором будет установлена концевая муфта на напряжение 10 кВ и выше имеет клеммные выходы с расстояниями между фазами меньше, чем определено стандартом, то при подключении фаз использование изолирующих адаптеров обязательно.
До разделки кабеля и начала монтажа концевой муфты уточните размеры щитового устройства. При необходимости уменьшите длину разделки под габариты щитового устройства в пределах допустимых значений согласно инструкции. - Перекрестное расположение фаз при подключении внутри щитового устройства
Перекрещивание и наложение фаз друг на друга в концевых муфтах на среднее напряжение 6–35 кВ возможны только в области диапазона трубок выравнивания напряженности электрического поля. Если комплектация не содержит трубки выравнивания напряженности электрического поля или проводящие трубки, то осуществление оперативной перефазировки с перекрещиванием фаз невозможно.
Если комплектация не содержит трубки выравнивания напряженности электрического поля или проводящие трубки, то осуществление оперативной перефазировки с перекрещиванием фаз невозможно. - Использование наконечников с контрольным окном для наружной установки
Монтаж наконечников с контрольным окном для муфт, установленных вне помещений, может привести к коррозии контактного соединения и неудовлетворительной работе муфты. Для муфт наружной установки используйте только наконечники цельной закрытой конструкции. Переходная зона «жила — хвостовик наконечника» также должна быть защищена и герметизирована соответствующим образом при помощи концевой манжеты с внутренним клеевым подслоем. - Неправильная установка жильных изоляторов на муфтах наружной установки
Независимо от способа подключения концевой муфты наружной установки (снизу вверх или сверху вниз) жильные изоляторы всегда устанавливаются «зонтиками» вверх. Таким образом, при осадках стекающие дождевые капли оставляют поверхность под зонтиками сухой. При установке и разведении жил не допускается соприкосновение жильных изоляторов между собой. - Наличие воздушных пустот в муфтах
Для муфт на кабели среднего напряжения особое значение приобретает отсутствие воздушных пустот и «карманов» внутри муфты. Пространство в области корня разделки под перчаткой должно быть заполнено герметиком для исключения воздушных пустот и предотвращения ионизации воздуха, приводящей к выходу муфт из строя. - Нарушение герметичности муфты
Все термоусаживаемые детали, имеющие контакт с атмосферой, должны обеспечивать герметичность конструкции. Герметичность достигается использованием трубок с нанесенным внутренним клеевым покрытием и применением герметиков. Выступление клея-расплава на стыках усаженных трубок и термоусаживаемых перчаток свидетельствует о хорошей герметизации.
 Если комплектация не содержит трубки выравнивания напряженности электрического поля или проводящие трубки, то осуществление оперативной перефазировки с перекрещиванием фаз невозможно.
Если комплектация не содержит трубки выравнивания напряженности электрического поля или проводящие трубки, то осуществление оперативной перефазировки с перекрещиванием фаз невозможно.
 При установке и разведении жил не допускается соприкосновение жильных изоляторов между собой.
При установке и разведении жил не допускается соприкосновение жильных изоляторов между собой.
Принимаем предложения и заявки по реализации планов импортозамещения, а также по вопросам сотрудничества
тел.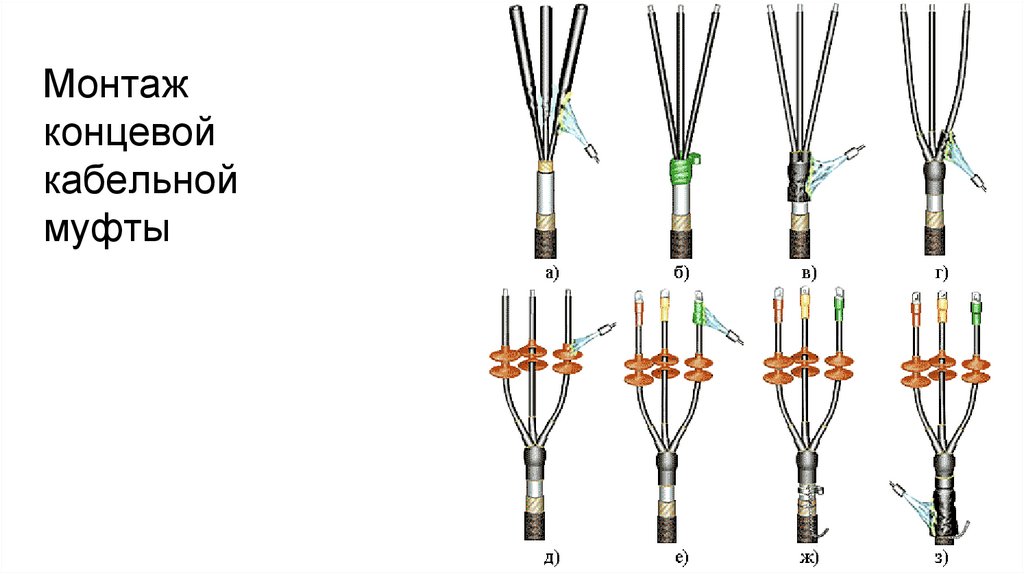 в Калуге +7(4842) 92-63-86 доб.107
в Калуге +7(4842) 92-63-86 доб.107
email: [email protected]
При обращении, просьба обязательно указывайте ИНН вашей компании
Eze-Sleeve® Информация и инструкции по установке – Shaver-Kudell Manufacturing Inc.
Общая информация:
Чугун Eze-Sleeve® изготовлены из высококачественного серого чугуна класса 40 .
Eze-Sleeves® стали основным продуктом в отрасли ремонта электродвигателей после того, как были представлены в 1986 году.
Quick и EZE. Экономия средств, экономия времени, Eze-Sleeve®
Сокращенная процедура установки EZE-Sleeves®:
- Патрон и укажите корпус в токарном станке.
- Обработайте опорную поверхность до диаметра,002 меньше, чем внешний диаметр. рукава.
- Запрессуйте втулку с помощью задней бабки, заморозьте втулку, нагрейте корпус или забейте ее молотком.
- Обработайте расширенную часть втулки до диаметра подшипника.
- После получения надлежащего диаметра в расширенной части втулки: закончите обработку втулки с точной подачей.
- При необходимости можно использовать легкую шлифовку для получения точного размера.
- Обработайте удлиненную часть рукава.
- При необходимости обработайте небольшую фаску, чтобы подшипник мог войти в корпус.
- Теперь корпус готов к сборке.
Подробная процедура установки EZE-Sleeves®:
Большинство трехкулачковых патронов не очень точны. Даже если они были изначально, то со временем и изнашиванием теряют точность. Кроме того, большинство торцевых щитов представляют собой лишь черновые отливки, которые обычно используются для надевания рукавов. Принимая во внимание эти факты, все торцевые щиты, которые должны быть снабжены втулками, должны быть установлены в четырехкулачковом патроне. Чтобы правильно установить концевую раструб в четырехкулачковом патроне, вы должны установить циферблатный индикатор на поперечных салазках. Теперь зажмите заднюю часть концевого конуса в кулачках патрона везде, где это возможно. (Иногда это может означать болтовое крепление или приваривание колец или выступов к задней части концевого колпачка, чтобы за них можно было ухватиться.) Используя круговые линии на передней части патрона в качестве ориентира, приблизительно определите концевой колпак на центральной линии шпинделя.
Теперь зажмите заднюю часть концевого конуса в кулачках патрона везде, где это возможно. (Иногда это может означать болтовое крепление или приваривание колец или выступов к задней части концевого колпачка, чтобы за них можно было ухватиться.) Используя круговые линии на передней части патрона в качестве ориентира, приблизительно определите концевой колпак на центральной линии шпинделя.
Первое, на что следует обратить внимание, это убедиться, что передняя поверхность концевого конуса (сторона отверстия подшипника) находится в одной плоскости с поверхностью патрона. Это достигается вращением его мимо инструмента в стойке инструмента рядом с внешним краем концевого раструба. Постукивайте по концевому раструбу у внешнего края мягким материалом (свинцом, алюминием, латунью, деревом и т. д.), пока он не будет располагаться параллельно поверхности патрона. Эта первая процедура выполняется на глаз за считанные секунды. Теперь используйте индикатор и повторите, чтобы довести концевой звонок с точностью до одной или двух тысячных.
Установив концевой конус в патрон, расположив его примерно концентрично отверстию шпинделя и настроив его параллельно торцу патрона, пришло время установить его концентрично с точностью до одной-двух тысячных.
Следующая процедура может быть очень простой и методичной или очень запутанной, случайной и трудоемкой, в зависимости от вашего подхода. Если вы посмотрите на четырехкулачковый патрон спереди, вы увидите четыре кулачка по двум осям. Назовем две челюсти точно напротив друг друга осью x. Назовем две другие челюсти осью Y.
Регулируйте губки только по одной оси за раз! Повторяю, регулируйте челюсти только по одной оси за раз. Если вы всегда будете помнить об этом, у вас будет очень мало проблем с четырехкулачковым патроном.
Порядок действий следующий:
- Установите циферблатный индикатор так, чтобы он касался внешней обработанной кромки концевого колокола (проверка радиального биения).
- Поверните концевой колпак в положение захвата «А» и запишите свои показания.
- Поверните концевой конус на 180° в положение губок «C» и запишите свои показания.
- Установите нулевое положение на лицевой панели индикатора и точную среднюю точку между вашими верхними и нижними показаниями.
- Отрегулируйте губки «A» и «C», поочередно затягивая и ослабляя их, чтобы переместить концевой конус в нужное положение.
- Завершив настройку оси X, повторите ту же процедуру для оси Y.
- Теоретически концевой конус должен быть полностью концентричен со шпинделем токарного станка. Для проверки поверните концевой раструб мимо индикатора. Если вы обнаружите небольшое биение, отрегулируйте его соответствующим образом, помня о ранее показанной теории осей x-y.
- Дважды проверьте, чтобы передняя поверхность концевого конуса была параллельна поверхности патрона. Если это так, приступайте к операциям оплетки. Если это не так, снова коснитесь его true и еще раз проверьте оси x и y на биение.
- Вышеупомянутая процедура кажется несколько трудоемкой, но на практике становится относительно быстрой и легкой, если все операции выполняются в правильной последовательности и досконально понимается метод атаки.

Следующий этап — буровая операция:
- Измерьте внешний диаметр втулки. в двух-трех местах вокруг рукава и взять среднее.
- Вы должны просверлить концевой колокол для прессовой посадки. Теория прессовой посадки составляет 0,0005″ для 1,000″ диаметра втулки. Поэтому втулка с Н.Д. 3,504″ должна иметь прессовую посадку приблизительно 0,002″. Рукав с Н.Д. 6,929″ должна иметь прессовую посадку 0,004″. Большинство механиков используют запрессовку 0,002 дюйма для всех втулок диаметром менее 4000 дюймов.
- Рассчитав диаметр, до которого вы хотите расточить концевой конус, установите борштангу в резцедержатель и сделайте пробный пропил. Измерьте отверстие и отрегулируйте крестовину, чтобы отрезать нужный диаметр. Это делается с помощью градуированного кольца на маховике поперечной направляющей. ПРЕДОСТЕРЕЖЕНИЕ : Диаметры для прессовой посадки втулки и, что более важно, диаметры для посадки подшипника являются чрезвычайно важными.
У всех токарных станков возникают износ и люфты винтов и гаек с поперечными суппортами. При выполнении операций растачивания с допуском ± 0,0002″ установите циферблатный индикатор на седло так, чтобы плунжер был направлен к инструментальному блоку в соответствии с направлением движения поперечного суппорта. При таком расположении даже старый токарный станок (1920-х годов) можно использовать для точной работы. Ваш токарный станок становится таким же точным, как циферблатный индикатор.
- Завершив отверстие, запрессовать втулку одним из следующих способов :
а) Это самый безопасный и простой метод. Держите в своем магазине баллон с CO2 (сифонного типа). Этот тип цилиндра всасывает жидкий CO2 со дна цилиндра. Жидкий CO2 имеет температуру -190ºF. Установите рукав на изолирующий материал, например на пенопласт. Распылите CO2 на рукав в течение нескольких секунд. Рукав станет очень холодным и, следовательно, уменьшится в диаметре на несколько тысячных. Теперь, используя утепленные рукавицы для предотвращения обморожения, подберите рукав и вставьте его в корпус. Через несколько минут он расширится и зафиксируется на месте.
Теперь, используя утепленные рукавицы для предотвращения обморожения, подберите рукав и вставьте его в корпус. Через несколько минут он расширится и зафиксируется на месте.
При таком способе установка конечного звонка не нарушается, что исключает вторую процедуру «дозвона». Кроме того, термоусадочная посадка имеет в три раза большую удерживающую способность, чем прессовая посадка. Чтобы понять это, представьте себе болт, продавливаемый через гайку. Резьба болта и гайки будет срезана, оставив очень мало удерживающей силы. Однако, если бы болт был сжат настолько, чтобы его можно было вставить в гайку, а затем расширился, чтобы зацепиться с резьбой гайки, удерживающая поверхность была бы намного больше. Это происходит с гильзой на микроскопическом уровне, потому что даже шлифованная поверхность имеет мелкие неровности, которые внедряются в отверстие корпуса.
b) Запрессуйте втулку с помощью шпинделя задней бабки токарного станка.
c) Забейте втулку мягким материалом, например алюминием.
d) Снимите концевой конус и с помощью гидравлического пресса вставьте втулку.
e) Нагрейте концевой раструб горелкой.
Буквы b, c и d имеют очевидный недостаток, заключающийся в необходимости переустановки концевого колокола, а также в плохом захвате втулки в отверстии.
Буква e имеет несколько проблем: требуется время и газ, чтобы нагреть концевой раструб; нагрев концевого конуса заставляет его расширяться относительно кулачков патрона; искажая их. После того, как концевой раструб остынет, он может разболтаться в патроне. Вы должны подождать, пока конечный раструб остынет до комнатной температуры, прежде чем закончить отверстие. Иногда концевые раструбы нагрева могут оставить их безвозвратно деформированными.
Чистовая обработка втулки:
После того, как втулка установлена в концевой раструб, начинается операция чистового растачивания. Используйте ту же процедуру растачивания, которая использовалась для обработки концевого колокола для установки втулки.
Обычно небольшая часть втулки выступает из корпуса. Сделайте пробный разрез только на этой части рукава. Измерьте диаметр и соответствующим образом отрегулируйте и сделайте еще один пробный пропил. Как только вы достигли желаемого конечного диаметра в расширенной части втулки, вы можете безопасно приступить к чистовой обработке отверстия с помощью тонкой подачи. Иногда для улучшения качества поверхности требуется легкая шлифовка.
Теперь обработайте расширенную кромку и добавьте небольшую фаску, чтобы концевой конус мог начинаться над подшипником. Ваша работа по ремонту завершена.
Общие вопросы и ответы по EZE-Sleeves®:
1. Какое отверстие втулки?
40 тыс. руб. осталось выключить машину. 2. Какова минимальная или максимальная прессовая посадка?
2 тыс. руб. —–формула: 1/2 тыс. на дюйм по диаметру. 3. Какая термоусадка между втулкой и валом?
2 тыс. руб. 4. Какая толщина рукавов?
Какая толщина рукавов?
1/8″-1/4″ для больших размеров.
5. Какова твердость чугуна по Роквеллу?
25-30 Роквелл.
6. Почему I.D. рукав не закончен?
Если есть проблемы с запрессовкой втулки,
Например:
а) корпус не расточен для точной запрессовки 0,002″
б) мельчайшие частицы грязи попадают между втулкой и корпусом
c) гильза криво запрессована и т. д.
Внутренний диаметр рукава изменится или деформируется. В этом случае выход подшипника из строя неизбежен.
Как устанавливаются и применяются манжеты Century Line
Муфты Century-Line® модели CS в сочетании с EPDM «низкой твердости» (синего цвета) Модульные уплотнения Link-Seal®
Муфты Century-Line® модели CS идеально подходят для заливки стен . Изготовленные из термопласта HDPE, они легкие и простые в обращении. Влитые гидрошпонки и ребра жесткости служат для закрепления муфты в стене и противодействуют силам заливки. Заглушки для гвоздезабивателей предназначены для простого и точного размещения в формах. Доступны втулки различных диаметров от 50 мм (2 дюйма) до 628 мм (25 дюймов). В случае изменения поля их можно укоротить с помощью обычных ручных инструментов. 9№ 0008
Втулки Century-Line в опалубке
Полые водозащитные манжеты и торцевые заглушки упрощают установку. Уникальная водозапорная манжета действует как компенсатор, подстраиваясь (до 1/2″ – 12,7 мм) под толщину стены. Кроме того, торцевые заглушки гвоздезабивателей могут быть прибиты к бетонным формам, и при удалении из залитого бетона они образуют гладкую скошенную поверхность на бетонных поверхностях.
Втулки Century-Line для набрызг-бетона
В случае торкрет-бетона втулки Century-Line® легко устанавливаются на опалубку стены с помощью резьбового стержня, а торцевые заглушки защищают проникновение втулки во время формирования стены.
Втулки Century-Line для бетона
Специально разработанные торцевые заглушки обеспечивают идеальный способ крепления втулок Century-Line к бетонным формам. Торцевые заглушки гарантируют, что рукав сохраняет свою круглую форму во время заливки. Кроме того, что они не пропускают влажный бетон, они также препятствуют попаданию грязи в муфту во время работ по обратной засыпке или в межстроительный период.
Торцевые заглушки гарантируют, что рукав сохраняет свою круглую форму во время заливки. Кроме того, что они не пропускают влажный бетон, они также препятствуют попаданию грязи в муфту во время работ по обратной засыпке или в межстроительный период.
Инструкции по установке
Втулки Century-Line легкие и легко устанавливаются одним рабочим-строителем. Для установки не требуются специальные инструменты или оборудование.
Шаг 1: Измерьте центральную линию, чтобы установить заглушку торцевой втулки Century-Line®.
Шаг 2: Прибейте одну из торцевых заглушек к отмеченной центральной линии.
Шаг 3: Поместите втулку Century-Line® на торцевую крышку. При резке в полевых условиях втулок из CS нестандартной длины общая длина втулки и торцевых заглушек должна быть на 6 мм (1/4 дюйма) больше, чем толщина стенки.
Примечание. Для обеспечения минимальной миграции воды отцентрируйте гидрозатвор в стене, отрезав равные длины с каждого конца втулки, за исключением случаев, указанных ниже.
Добавить комментарий