Содержание
Паяльник для микросхем
0
Опубликовано: 17.09.2019
Ремонт электроники и бытовой техники требует применения такого специального устройства, как паяльник для микросхем. Этот прибор отличается от своего аналога, который предназначен для скрепления проводов. Сейчас в продаже можно найти несколько разновидностей таких инструментов. Они обладают своими особенностями, достоинствами и недостатками.
Оглавление:
- Особенности паяльника для микросхем
- Чем он отличается от других
- Разновидности
- Требования к инструменту
- Что предлагает современный рынок
- Основные критерии выбора
- Где можно приобрести
Особенности паяльника для микросхем
Основная особенность такого оборудования — форма паяльного жала. В зависимости от конфигурации наконечника можно сделать вывод о том, как работает устройство, для чего оно предназначено.
Кроме того, микропаяльник обладает миниатюрными размерами. Благодаря этому с помощью такого прибора можно быстро и удобно ремонтировать микросхемы. Это же влияет и на показатели мощности паяльника. Для каждой разновидности работ нужно подбирать соответствующую мощность нагревательного элемента, чтобы она была достаточной для пайки контактов, а устройство ничего не повредило.
Чем он отличается от других
Электрический паяльник, предназначенный для работы с платами, должен соответствовать специфике подобного ремонта. Пайка деталей микросхем предполагает максимальную точность и осторожность. Важно не повредить и не перегреть материал при работе. По этим причинам от обыкновенных паяльников агрегат, с помощью которого выполняется микропайка, отличается размерами, мощностью и заостренной формой жала.
Разновидности
Устройства для обработки плат отличаются друг от друга разновидностью нагревательного элемента. По этому признаку микропаяльники делятся на следующие типы:
По этому признаку микропаяльники делятся на следующие типы:
- Нихромовые. В качестве нагревательного элемента в них используется проволока из нихрома. Этот материал отлично проводит электроимпульсы, обеспечивая быстрое и равномерное нагревание жала. Бюджетные модели оснащены спиралью, намотанной на корпус и непроводящей электрическую энергию. Для сохранения тепла проволокой, она помещается в специальные изоляторы. Чаще всего нихромовые модели применяются в быту. Паяльники с проволокой из нихрома обладают высокой устойчивостью к механическим воздействиям. Однако, на практике спираль часто перегорает и долго прогревается.
- Керамические. В этом оборудовании применяются керамические стержни, соединенные с контактами под напряжением. В результате керамика прогревается до оптимальной температуры. Керамические паяльные устройства являются тонкими и долговечными, они оперативно прогреваются. Из недостатков пользователи выделяют лишь хрупкость материала и невозможность замены поврежденного жала.
 Если устройство сломается, придется потратить деньги и приобрести новое.
Если устройство сломается, придется потратить деньги и приобрести новое. - Индукционные. В их конструкции есть ферромагнитное покрытие, обеспечивающее формирование магнитного поля на наконечнике. Кроме того, индукционные приборы оснащены катушкой индуктора. Когда нужная температура будет достигнута, паяльник автоматически отключится, а при понижении температурных показателей — устройство снова запустится. Индукционные модели — отличный выбор, т.к. они неприхотливы в использовании, обеспечивают экономию энергию и оснащены автоподогревом.
- Импульсные. В эти приборы встроен частотный преобразователь. После начала работы частота увеличивается, но потом она снижается до оптимального значения. Наконечник импульсного паяльника является элементом электроцепи. Он подсоединен к токосъемникам. Нагрев устройства запускается лишь при нажатии специальной клавиши. Такой прибор нагревается моментально, однако он не может применяться для продолжительного применения (ремонта).
 Если устройство сломается, придется потратить деньги и приобрести новое.
Если устройство сломается, придется потратить деньги и приобрести новое.
Выбирать паяльник необходимо с учетом личных предпочтений, бюджета и поставленных задач.
Требования к инструменту
Устройство для пайки плат должно обладать мощностью около 10 Вт. Чем меньше эта характеристика, тем меньше риск повредить радиоэлементы. Нежелательно применять для обработки микросхем более мощные приспособления. Паяльники для микросхем могут иметь мощность и до 35-40 Вт, однако специалисты предпочитают пользоваться приборами на 4 Вт, т.к. таким оборудованием удобно ремонтировать мелкие элементы.
Жало устройства обязательно должно спокойно чиститься и иметь высокий уровень прочности. Если наконечник будет хрупким, он быстро придет в негодность. Также следует обратить внимание на наличие вспомогательных опций, клавиш регулировки мощности и включения/отключения прибора, особых защитных покрытий.
Что предлагает современный рынок
Сейчас на рынке можно отыскать большое количество моделей паяльного оборудования для работы с микросхемами. Они отличаются ценой, качеством и надежностью. Самые популярные устройства:
- Matrix 914044. Этот прибор обладает мощностью в 40 Вт. Он нагревается до рабочей температуры за 3 минуты и 20 секунд. Наконечник устройства имеет конусообразную форму, а его рукоять выполнена из качественной пластмассы. Модель популярна среди домашних мастеров. Профессионалы предпочитают варианты с меньшей мощностью, т.к. работать с инструментом на 40 Вт необходимо максимально осторожно, чтобы не повредить детали.
- Rexant 120123. Это устройство тоже имеет мощность в 40 Вт. Оно нагревается за 10 минут. Жало Rexant выполнено в виде конуса, что крайне удобно для пайки мелких элементов. Рукоятка прибора сделана из пластика.
- Rexant 120240. Это модернизированная версия паяльника Rexant 120123. Она имеет такую же мощность, но более быстрый нагрев (7 минут). Кроме того, наконечник у этого прибора имеет не конусообразную, а клиновидную форму; ручка выполнена из древесины, на которую нанесено специальное покрытие.
- Rexant ZD20U. Эту модель часто выбирают профессиональные мастера. Ее мощность составляет 8 Вт, что позволяет безопасно и удобно работать даже с самыми мелкими деталями плат. Прибор имеет рекордную длительность нагрева — 0,25 минуты. Жало паяльника обладает конусовидной формой, а его рукоятка сделана из качественной пластмассы.
 Жало Rexant выполнено в виде конуса, что крайне удобно для пайки мелких элементов. Рукоятка прибора сделана из пластика.
Жало Rexant выполнено в виде конуса, что крайне удобно для пайки мелких элементов. Рукоятка прибора сделана из пластика.Основные критерии выбора
Подбирать паяльник для обработки микросхем нужно с учетом большого количества критериев. При покупке нужно учитывать следующие из них:
При покупке нужно учитывать следующие из них:
- Показатели мощности. Чем меньше будет этот показатель, тем легче и удобнее будет использовать устройство, потому что при высоких температурных показателях есть риск испортить плату. Оптимальная характеристика — 10 Вт. Пользоваться более мощными моделями необходимо предельно осторожно.
- Напряжение. В большинстве случаев напряжение в 220 V способно повредить микросхему. Паяльники оснащены специальными блоками питания, понижающими напряжение до значения в 36 или 12 В. Лучше отдавать предпочтение приборам с блоками питания. Это позволит избежать проблем.
- Толщина паяльного наконечника. Некоторые зоны пайки могут обладать диаметров вплоть до 0,1 мм. Для их обработки отлично подходят паяльные жала, имеющие конусообразную форму с толщиной не более 1 мм. При этом необходимо также обратить внимание на качество заточки инструмента. Если на конце наконечника есть какие-то дефекты, рекомендуется воздержаться от его покупки.
- Наличие терморегулятора. Для большинства моделей паяльников терморегулятор является крайне полезным дополнительным устройством. Он позволяет сохранять оптимальную рабочую температуру при работе. С помощью этого простого приспособления можно предотвратить порчу микросхемы и ускорить процесс пайки.
- Производитель. На рынке подобных приборов встречаются такие надежные компании, как «Курс», «Topex», «Sparta», «Matrix», «Rexant». Эти производители считаются самыми проверенными.
- Комплектация и внешний вид. При покупке устройства необходимо сразу же осмотреть содержимое его коробки и визуально оценить состояние паяльника. Если на шнуре нарушена изоляция, либо на корпусе оборудования есть какие-либо дефекты, лучше выбрать другой прибор.
- Назначение. Придя в магазин за покупкой паяльника для плат, необходимо сразу же определиться с тем, для каких целей будет использоваться устройство. Продавец-консультант может предложить профессиональные или стандартные бытовые модели. Если объем работы небольшой, лучше остановить выбор на приборах для бытового применения, т.к. они имеют меньшую стоимость и позволяют выполнять все поставленные задачи. Профессиональное оборудование желательно покупать при существенных объемах пайки.

 Если объем работы небольшой, лучше остановить выбор на приборах для бытового применения, т.к. они имеют меньшую стоимость и позволяют выполнять все поставленные задачи. Профессиональное оборудование желательно покупать при существенных объемах пайки.
Если объем работы небольшой, лучше остановить выбор на приборах для бытового применения, т.к. они имеют меньшую стоимость и позволяют выполнять все поставленные задачи. Профессиональное оборудование желательно покупать при существенных объемах пайки.Где можно приобрести
Паяльник для работы с микросхемами можно приобрести как в Интернете, так и в специализированном магазине. Покупать прибор нужно только у проверенных продавцов, иначе можно столкнуться с низкокачественной подделкой.
Сергей Одинцов
tweet
Как выбрать паяльник для пайки проводов и микросхем
Новини
21.01.2021
2 хв. на прочитання
Как известно, паяльник является основным и незаменимым приспособлением для радиолюбителей любых мастей, и выбор этого инструмента довольно трудоемкий процесс. Без него сложно представить деятельность практически любого мастера, который работает с электроприборами и микросхемами. С его помощью можно выпаивать элементы плат, соединять различные провода, чинить различную технику и многое другое.
С его помощью можно выпаивать элементы плат, соединять различные провода, чинить различную технику и многое другое.
Сегодня на рынке представлено довольно большое количество различных паяльников, которые отличаются по разным параметрам. Но как же выбрать необходимый электроинструмент, что для этого нужно знать и на что обращать внимание? Обо всем этом и многом другом читайте ниже.
На что обращать внимание при выборе паяльника для пайки микросхем
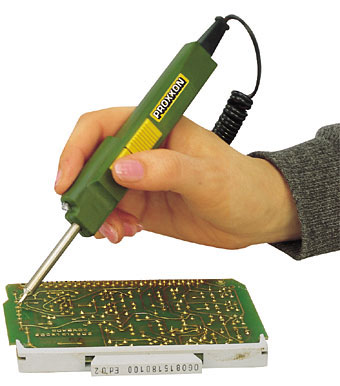
Для начала нужно понимать, что существует два принципиально разных типа паяльников: газовый и электрический. Первые – более громоздкие, но позволяют работать автономно, без привязки к электросети, часто используются в качестве термофенов или в составе паяльных станций и отлично подходят для электромонтажных работ. Но для мелких, более рутинных манипуляций по починке бытовых приборов, мобильных телефонов, ноутбуков и прочего лучше подойдет электрический тип паяльника. С его помощью можно паять провода и микросхемы, не прикладывая особых усилий. Они бывают:
Они бывают:
- спиральные – недорогие изделия для домашнего использования, которые долго греются, но тем не менее являются самыми практичными и износостойкими;
- керамические – громоздкие и крупные паяльники, которые могут испортиться даже от незначительного удара, но вместе с тем очень быстро нагреваются, хорошо держат температуру и позволяют осуществлять пайку на более профессиональном уровне.
Говоря о мощности обычного паяльника, нужно помнить о нескольких моментах, а именно:
- мощности до 10 Вт хватит для работы с простейшими микросхемами и обучения процессу пайки;
- 20-40 Вт – обычная мощность стандартного изделия;
- паяльник с мощностью в 40-100 Вт скорее всего понадобиться тем, кто будет паять крупные провода;
- сверхмощные паяльники с мощностью больше 100 Вт обычно используются в промышленности для работы со специфическими сплавами, например для пайки радиаторов и пр.
Несколько дополнительных советов по выбору паяльника для работы с проводами и микросхемами
- При покупке нового паяльника обязательно следите, чтобы его ручка была надежно защищена от перегрева. Лучше всего для этого подходят ручки из дерева. Пластиковые же и эбонитовые не так удобны в использовании, хотя безусловно имеют ряд своих преимуществ.
- Старайтесь приобретать изделие с регулируемым жалом, чтобы вы в любой момент смогли увеличить или уменьшить его длину, если замечаете, что паяльник перегревается или греется недостаточно. Предпочтение стоит отдать инструменту с медным жалом за его долговечность и отличную теплопроводность.
- Также обязательно смотрите на шнур инструмента. Он должен быть длинным, гибким и иметь дополнительную защиту от изгибов в местах крепления.
- Существуют модели со встроенным терморегулятором и возможностью выбора необходимой температуры нагрева жала. Данная технология подойдет мастерам, которые работают со специфическими металлами и сплавами, пайка которых должна производиться в определенном диапазоне температур.
- Купить качественный и недорогой паяльник вы всегда можете на просторах интернет-магазина “GSM-Комплект”. Большой выбор доступных товаров позволит Вам приобрести паяльник, припой и другие товары, необходимые для процесса успешной пайки микросхем. Ну а прозрачные условия гарантии и быстрая доставка по Украине заставят Вас возвращаться в этот магазин снова и снова. Переходите по ссылке прямо сейчас, заказывайте необходимый товар и ожидайте его прибытия уже на следующий день!
 Лучше всего для этого подходят ручки из дерева. Пластиковые же и эбонитовые не так удобны в использовании, хотя безусловно имеют ряд своих преимуществ.
Лучше всего для этого подходят ручки из дерева. Пластиковые же и эбонитовые не так удобны в использовании, хотя безусловно имеют ряд своих преимуществ. Ну а прозрачные условия гарантии и быстрая доставка по Украине заставят Вас возвращаться в этот магазин снова и снова. Переходите по ссылке прямо сейчас, заказывайте необходимый товар и ожидайте его прибытия уже на следующий день!
Ну а прозрачные условия гарантии и быстрая доставка по Украине заставят Вас возвращаться в этот магазин снова и снова. Переходите по ссылке прямо сейчас, заказывайте необходимый товар и ожидайте его прибытия уже на следующий день!Читай наші новини в Google News, Telegram, Facebook та Twitter
Підписка на кращі новини тижня
Не бійтеся. Ми ніколи не надсилаємо спам!
Выберите паяльник — любопытный изобретатель
Утюга мощностью 25 или 30 Вт должно хватить для большинства мелких работ с электроникой.
-
- Большинство старых «пистолетов» s имеют слишком большую мощность для пайки электроники и могут легко перегреть компоненты или подвергнуть их воздействию опасного напряжения. Однако некоторые люди ловко используют их для пайки нескольких выводов на устройствах для поверхностного монтажа. Паяльные «пистолеты» предназначены для сантехники и более тяжелых условий эксплуатации и обычно имеют мощность более 100 Вт. «Пистолеты» работают, пропуская через наконечники большие токи, и эти токи могут генерировать напряжения, которые повреждают электронные компоненты. Кроме того, магнитные поля от пушек с трансформаторами могут повредить некоторые электронные устройства. Сформировав нагревательный элемент в форме чипа, паяльник можно использовать для одновременного нагрева многих выводов.
- Большинство старых «пистолетов» s имеют слишком большую мощность для пайки электроники и могут легко перегреть компоненты или подвергнуть их воздействию опасного напряжения. Однако некоторые люди ловко используют их для пайки нескольких выводов на устройствах для поверхностного монтажа. Паяльные «пистолеты» предназначены для сантехники и более тяжелых условий эксплуатации и обычно имеют мощность более 100 Вт.
 «Пистолеты» работают, пропуская через наконечники большие токи, и эти токи могут генерировать напряжения, которые повреждают электронные компоненты. Кроме того, магнитные поля от пушек с трансформаторами могут повредить некоторые электронные устройства. Сформировав нагревательный элемент в форме чипа, паяльник можно использовать для одновременного нагрева многих выводов.
«Пистолеты» работают, пропуская через наконечники большие токи, и эти токи могут генерировать напряжения, которые повреждают электронные компоненты. Кроме того, магнитные поля от пушек с трансформаторами могут повредить некоторые электронные устройства. Сформировав нагревательный элемент в форме чипа, паяльник можно использовать для одновременного нагрева многих выводов.
-
- Какая мощность требуется для конкретного применения и как мощность связана с температурой наконечника?
Свободная аналогия: представьте, что автомобильная шина дает течь, но вы пытаетесь сохранить ее накачанной, накачивая воздух в шину, в то время как она выходит из утечки. Чем больше утечка, тем больше воздуха вам нужно накачать, чтобы поддерживать давление. Если давление в шине представляет собой температуру наконечника, а воздух, потерянный из-за утечки, представляет собой тепло, потерянное через наконечник, то мощность в ваттах представляет собой максимальное количество воздуха, которое может подать ваш насос. Как только через место утечки выходит больше воздуха, чем может заменить ваш насос, давление в шине (или температура наконечника) начинает падать.
Как только через место утечки выходит больше воздуха, чем может заменить ваш насос, давление в шине (или температура наконечника) начинает падать.
Если у вас очень маленькая утечка и огромный насос (скажем, железный эквивалент мощностью 100 Вт), вы можете опасаться, что насос может привести к взрыву шины, поскольку всасывается намного больше воздуха, а выходит очень мало . Но если у вас есть сопло для регулировки воздуха в насосе, вы можете впустить только нужное количество воздуха, чтобы заменить то, что потеряно из-за утечки. Так работают паяльники с «регулировкой температуры». Пока вы не теряете больше тепла, чем утюг может заменить (вплоть до его номинальной мощности), он автоматически регулирует необходимое количество тепла для поддержания той же температуры.
Однако для обычных подключаемых к розетке утюгов такие правила отсутствуют. Утюг мощностью 15 Вт всегда отдает 15 Вт тепла на наконечник, а температура жала перестает повышаться только тогда, когда 15 Вт тепла уходит через воздух. Когда жало касается детали, ее температура падает, и если деталь, которую вы паяете, может рассеивать достаточно тепла, температура будет продолжать падать до тех пор, пока припой не перестанет плавиться. После того, как утюг будет отодвинут от стыка, температура снова поднимется. Существует некоторое количество естественной регуляции: по мере того, как наконечник нагревается, он рассеивает больше тепла, а по мере того, как он охлаждается, рассеивается меньше.
Когда жало касается детали, ее температура падает, и если деталь, которую вы паяете, может рассеивать достаточно тепла, температура будет продолжать падать до тех пор, пока припой не перестанет плавиться. После того, как утюг будет отодвинут от стыка, температура снова поднимется. Существует некоторое количество естественной регуляции: по мере того, как наконечник нагревается, он рассеивает больше тепла, а по мере того, как он охлаждается, рассеивается меньше.
Обычно чем больше компонент, тем больше тепла он может поглощать и рассеивать, поэтому общее правило заключается в том, что для более крупных деталей требуется большая мощность. Если вы просто паяете небольшие резисторы и микросхемы, 15 Вт, вероятно, будет достаточно, но вам, возможно, придется немного подождать между соединениями, чтобы наконечник восстановился. Если вы паяете более крупные компоненты, особенно с радиаторами (например, регуляторы напряжения), или делаете много пайки, вам, вероятно, понадобится утюг на 25 или 30 Вт. Для пайки более крупных изделий, таких как медная проволока 10 калибра, корпуса двигателей или большие радиаторы, вам может понадобиться утюг мощностью более 50 Вт. В следующем видеоролике показано, что происходит с температурой наконечника, когда утюги мощностью 15, 25 и 40 Вт паяют провода и компоненты различных размеров. Для дешевых утюгов более высокая мощность действительно означает более высокие температуры!
Для пайки более крупных изделий, таких как медная проволока 10 калибра, корпуса двигателей или большие радиаторы, вам может понадобиться утюг мощностью более 50 Вт. В следующем видеоролике показано, что происходит с температурой наконечника, когда утюги мощностью 15, 25 и 40 Вт паяют провода и компоненты различных размеров. Для дешевых утюгов более высокая мощность действительно означает более высокие температуры!
- Сколько ватт, что? Небольшая статья о том, какая мощность необходима. Из статьи: «Власть этого не делает. Температурный контроль делает. Все, что вам нужно, это достаточно мощности, чтобы держать наконечник горячим. Все, что сверх этого, — пустая трата времени».
- В чем разница между дешевыми утюгами RadioShack® и более дорогими, такими как Wellers®? Чем паяльные «станции» за 100+ и 400+ долларов по сравнению с более дешевыми моделями, которые подключаются прямо к стене? развернуть Среди утюгов, которые подключаются прямо к стене и не имеют отдельной станции, самые дешевые модели будут удовлетворительно работать во многих случаях. По личному опыту, наконечники утюгов RadioShack® часто расшатываются, и иногда их невозможно снять. Утюги также могут нагреваться после нескольких часов использования. Более профессиональные лески Weller (или другие) предназначены для более длительного непрерывного использования и имеют изоляцию на ручках, которая сохраняет их прохладнее. Они также могут принимать самые разные советы.
«Станции» паяльника обычно обеспечивают некоторый контроль над теплом, подводимым к жалом паяльника. Те, которые регулируются по температуре, автоматически контролируют количество тепла, подаваемого на наконечник, чтобы он оставался при заданной температуре. В каждом утюге, когда наконечник касается компонента, теряется часть тепла, и температура падает. Одним из показателей качества является время, необходимое для восстановления температуры наконечника. Приятной особенностью многих паяльных станций является то, что жало нагревается за считанные секунды после включения.
Многие станции также позволяют заменять наконечник утюга в горячем режиме, что может быть очень полезно, если вы чередуете соединения для поверхностного монтажа и более крупные компоненты. - Если стандартный оловянно-свинцовый припой плавится при температуре ниже 400 °F (и бессвинцовый припой ниже 500 °F), почему большинство паяльников имеют температуру жала от 600 до 800 °F? Какова правильная температура пайки ? развернуть Основная причина того, что температура наконечников намного выше температуры плавления припоя, заключается в том, что эта разница помогает быстрее передавать тепло к соединению. Что такое «правильная» температура, является спорной темой, но общее практическое правило заключается в том, чтобы начинать с 600 ° F и повышать ее до тех пор, пока не будут достигнуты приемлемые результаты. В типичных спецификациях Kester (производитель припоя) рекомендуется температура 600–700 °F для припоя на основе свинца и 700–800 °F для бессвинцового припоя. Флюсы «без очистки» или «с низким содержанием твердых частиц» выгорают до того, как соединение можно будет выполнить при более высоких температурах, поэтому для этих флюсов могут быть необходимы низкие температуры (ниже 700°С).
Из базы знаний Kester по ручной пайке: «При ручной пайке с канифольным флюсом, таким как Kester #44 или #285, рекомендуемая температура жала составляет 750°F. Если вы паяете с низким остатком чистого припоя, такого как № 245 или № 275, мы рекомендуем температуру жала 600-650 ° F.
Каковы приемлемые результаты? Цель состоит в том, чтобы нагреть детали настолько, чтобы припой прилипал к ним и образовывал хорошее соединение. Чем выше температура утюга, тем быстрее он будет нагревать детали, так почему бы не установить ее очень высокой, чтобы работать быстрее?
Помимо очевидного повышенного риска перегрева компонентов и платы, более высокие температуры вызывают более быстрое окисление железного наконечника и могут значительно сократить срок его службы. Некоторые утверждают, что повышение температуры на 10 °C сокращает срок службы наконечника вдвое (ссылка на стр. 33). Однако при нерегулярном использовании срок службы наконечника может не иметь большого значения, особенно если наконечник все время покрыт припоем. - Размер и форма наконечника: основным руководством является выбор наконечника, который немного меньше контактной площадки, к которой вы припаиваете. Оттуда вам нужен наконечник с большой тепловой массой и коротким ходом (почему?). В большинстве паяльников наконечник на самом деле не является нагревателем, а находится между вашей работой и нагревателем. Вы можете думать об этом как о теплом ведре, которое опорожняется в вашу работу и снова наполняется нагревателем. Обычно прикосновение к компоненту отводит тепло от наконечника гораздо быстрее, чем утюг может заменить его, и если у вас есть небольшое ведро (наконечник), температура быстро упадет до неэффективного уровня.
Особенно, если у вас небольшой утюг (15 Вт или меньше), температура упадет до того, как вы сможете нагреть большую часть, или вам придется немного подождать между стыками, чтобы температура наконечника восстановилась. С большим ковшом (наконечником) вы можете работать с более крупными соединениями с меньшей мощностью, но в конечном итоге вам нужно будет увеличить мощность.
«Ход» или длина наконечника должны быть сведены к минимуму, чтобы нагреватель располагался ближе к изделию; для передачи тепла через наконечник требуется некоторое время. Это уравновешивается необходимостью попасть в узкие места, где вам нужен более длинный наконечник.
 По личному опыту, наконечники утюгов RadioShack® часто расшатываются, и иногда их невозможно снять. Утюги также могут нагреваться после нескольких часов использования. Более профессиональные лески Weller (или другие) предназначены для более длительного непрерывного использования и имеют изоляцию на ручках, которая сохраняет их прохладнее. Они также могут принимать самые разные советы.
По личному опыту, наконечники утюгов RadioShack® часто расшатываются, и иногда их невозможно снять. Утюги также могут нагреваться после нескольких часов использования. Более профессиональные лески Weller (или другие) предназначены для более длительного непрерывного использования и имеют изоляцию на ручках, которая сохраняет их прохладнее. Они также могут принимать самые разные советы. 


- Как выглядят обычные формы наконечников и для каких целей они лучше всего подходят?
Отвертка, лопатка и конус — вот некоторые из наиболее распространенных форм наконечников. Личные предпочтения являются самым важным фактором при выборе наконечника, но цель состоит в том, чтобы получить как можно большую площадь контакта между наконечником и изделием. Наконечники с долотом и лопатой имеют большую площадь поверхности на своих концах, а также «удерживают» припой на своих концах с большей готовностью, чем конические наконечники, которые имеют тенденцию вытягивать припой. Даже при поверхностной пайке с мелким шагом может быть полезно иметь небольшую плоскую поверхность на конце.
- Существует множество других форм и размеров наконечников. На рисунке справа показана одна из многих страниц каталога Plato. Некоторые другие нестандартные формы включают лезвие-нож (полезно для выводов с мелким шагом) и наконечник для демонтажа с поверхностным монтажом.
Чтобы продлить срок службы наконечника, первое, что вы можете сделать, это уменьшить его температуру (если ваш утюг позволяет это делать). После этого ВСЕГДА наносите на жало слой припоя, чтобы предотвратить окисление самого жала, и очищайте его между использованиями. Наносите каплю припоя каждый раз, когда вставляете его обратно в подставку и перед тем, как выключить. При первом нагреве нового жала приложите к нему припой, чтобы жало можно было покрыть, как только утюг достаточно нагреется.
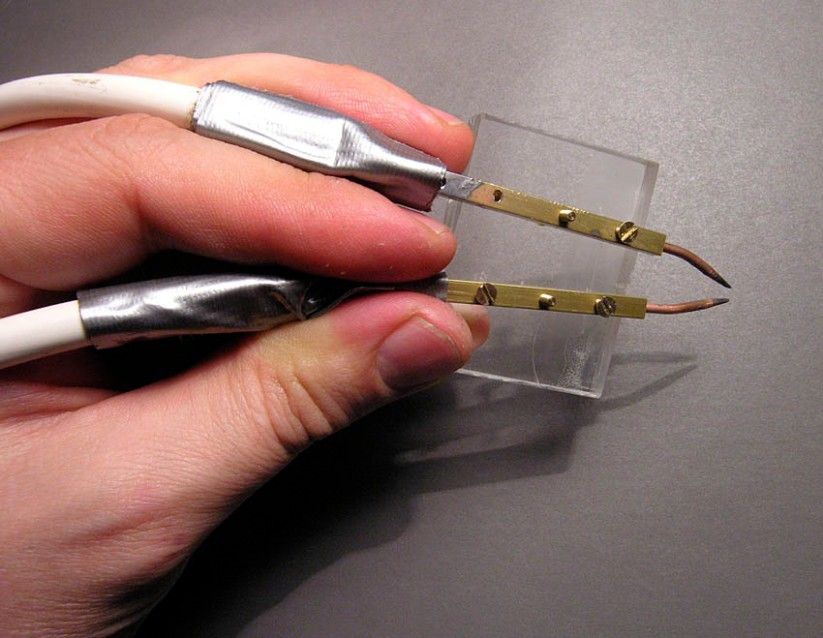
Чем дольше остатки флюса и оксиды остаются на наконечнике, тем труднее их очистить. Они также могут значительно снизить способность жала нагревать деталь и предотвратить «смачивание» жала припоем. Регулярная очистка жала перед использованием — один из лучших способов продлить срок службы жала и облегчить пайку. Важно, чтобы припой был «мокрым» или прилипал к поверхности утюга — без припоя между жалом и работой способность жала нагреваться резко снижается. - Как насчет газовых утюгов и утюга Cold Heat®, который предположительно можно трогать 1 сек. после использования? Утюги, работающие на бутане (и другом газе), в основном используются в ситуациях, когда электричество недоступно. Weller также продает утюги с батарейным питанием.
Everyday практическая электроника дает здесь довольно разоблачающий обзор утюга Cold Heat, в дополнение к тому, что у него есть одно из лучших руководств с практическими рекомендациями. Подводя итог, можно сказать, что у утюга Cold Heat® есть раздвоенный конец, который вы должны соединить с заготовкой или припаять, чтобы включить утюг, поэтому может быть трудно удерживать его в месте, которое удерживает его, а также эффективно нагревает деталь. Многие люди жалуются на то, что для обеспечения хорошего соединения нужно прилагать больше усилий, а затем ломаются хрупкие наконечники. Пропускание энергии через вашу работу для нагрева может быть не лучшей идеей с некоторыми частями. Наконец, утюг недостаточно нагревается для многих работ или недостаточно охлаждается, чтобы его можно было бросить в карман сразу после использования. Но что-то портативное и беспроводное, нагревается и выключается менее чем за несколько секунд, может быть, оно того стоит (20 долларов).
Утюг Веллера на батарейках (20 долларов) не имеет раздвоенного конца и предположительно нагревается менее чем за 15 секунд, но я не знаю о времени охлаждения.
 На рисунке справа показана одна из многих страниц каталога Plato. Некоторые другие нестандартные формы включают лезвие-нож (полезно для выводов с мелким шагом) и наконечник для демонтажа с поверхностным монтажом.
На рисунке справа показана одна из многих страниц каталога Plato. Некоторые другие нестандартные формы включают лезвие-нож (полезно для выводов с мелким шагом) и наконечник для демонтажа с поверхностным монтажом.
 Важно, чтобы припой был «мокрым» или прилипал к поверхности утюга — без припоя между жалом и работой способность жала нагреваться резко снижается.
Важно, чтобы припой был «мокрым» или прилипал к поверхности утюга — без припоя между жалом и работой способность жала нагреваться резко снижается.  Пропускание энергии через вашу работу для нагрева может быть не лучшей идеей с некоторыми частями. Наконец, утюг недостаточно нагревается для многих работ или недостаточно охлаждается, чтобы его можно было бросить в карман сразу после использования. Но что-то портативное и беспроводное, нагревается и выключается менее чем за несколько секунд, может быть, оно того стоит (20 долларов).
Пропускание энергии через вашу работу для нагрева может быть не лучшей идеей с некоторыми частями. Наконец, утюг недостаточно нагревается для многих работ или недостаточно охлаждается, чтобы его можно было бросить в карман сразу после использования. Но что-то портативное и беспроводное, нагревается и выключается менее чем за несколько секунд, может быть, оно того стоит (20 долларов).
Полное руководство по пайке электроники
Что такое пайка?
Пайка – это соединение двух металлических поверхностей механическим и электрическим способом с использованием металла, называемого припоем. Припой закрепляет соединение, чтобы оно не ослабло из-за вибрации или других механических воздействий. Он также обеспечивает электрическую непрерывность, так что электронный сигнал может проходить через соединение без прерывания. Припой плавится с помощью паяльника. Флюс используется для очистки и подготовки поверхностей, что позволяет расплавленному припою течь (или «смачиваться») и соединяться с металлическими поверхностями.
Припой плавится с помощью паяльника. Флюс используется для очистки и подготовки поверхностей, что позволяет расплавленному припою течь (или «смачиваться») и соединяться с металлическими поверхностями.
Ручная пайка — это процесс пайки одного соединения (называемого «пайка») за раз, в отличие от более автоматизированных процессов пайки, таких как пайка волной припоя (для сквозных компонентов) или пайка оплавлением (для компонентов поверхностного монтажа).
Что нужно для пайки электроники?
При пайке электронного разъема к контактной площадке (часто называемой «площадкой») обычно требуется следующее:
- Паяльник, способный достичь точки плавления припоя.
- Проволочный припой с флюсовым сердечником или без него.
- Флюс, если проволочный припой не включает флюсовую сердцевину или если требуется дополнительный флюс.
Что такое паяльник?
Паяльник — это ручной инструмент, используемый для пайки двух металлических поверхностей. В своей простейшей форме он состоит из металлического жала, нагревательного элемента, который доводит жало до температуры пайки, изолированной ручки, позволяющей безопасно держать паяльник, и вилки для розетки или паяльной станции.
В своей простейшей форме он состоит из металлического жала, нагревательного элемента, который доводит жало до температуры пайки, изолированной ручки, позволяющей безопасно держать паяльник, и вилки для розетки или паяльной станции.
Задача паяльного жала — передавать тепло от нагревательного элемента к изделию. Он имеет медную внутреннюю часть, которая действует как эффективный теплопроводник. Он также имеет железное покрытие для защиты мягкой, склонной к коррозии меди от флюса и припоя, а также хромоникелевое покрытие для предотвращения смачивания наконечника флюсом.
Кроме того, существуют опции, обеспечивающие лучший контроль температуры паяльника и теплового отклика (время, необходимое для повторного нагрева после пайки). К ним относятся паяльные жала, представляющие собой металлические пластины, упирающиеся в нагревательный элемент, и другие, интегрированные с нагревательным элементом в картридже.
В чем разница между паяльником и паяльной станцией?
На нижнем уровне, наиболее подходящем для любителей, паяльник может подключаться непосредственно к электрической розетке, что не обеспечивает контроля температуры паяльника. Просто включить или выключить. В паяльной станции паяльник подключается к станции для лучшего контроля температуры и других функций, таких как память заданной температуры, блокировка и т. д.
Просто включить или выключить. В паяльной станции паяльник подключается к станции для лучшего контроля температуры и других функций, таких как память заданной температуры, блокировка и т. д.
Какой тип припоя следует использовать?
Несмотря на то, что существует большое разнообразие различных типов припоя, в большинстве случаев вам нужно выбрать между свинцовым или бессвинцовым припоем, диаметром проволоки, флюсовой проволокой или сплошной проволокой и типом флюса.
- Свинец или бессвинцовый – Припой обычно представляет собой комбинацию металлов, выбранных из соображений наилучшей надежности и проводимости. Свинец, часто в сочетании с оловом, с самого начала был основой электронной пайки. Свинец имеет относительно низкую температуру плавления, легко смачивается и течет, что делает процесс более быстрым, легким и надежным. Из-за опасений, связанных с окружающей средой и здоровьем, возникает необходимость перейти на бессвинцовый припой, который часто представляет собой комбинацию олова и серебра. Бессвинцовые припои имеют более высокую температуру плавления и, как правило, требуют более активных или более концентрированных флюсов (с более высоким содержанием твердых веществ) для достижения тех же характеристик пайки, что и припои со свинцом. Для типичной ручной пайки, если все сделано правильно, надежность между свинцовыми и бессвинцовыми припоями должна быть примерно одинаковой. Для высокотехнологичной электроники, используемой в экстремальных условиях (например, в аэрокосмической электронике), существуют проблемы с тенденцией блестящего олова в бессвинцовом припое к кристаллизации и образованию оловянных усов — тонких проволок из олова, которые могут расти из паяных соединений.
Если вы ремонтируете или собираете электронику для использования в США, проще всего работать со свинцовым припоем, и он образует самые надежные паяные соединения. Меньший нагрев также создает меньшую тепловую нагрузку на остальную часть печатной платы. Если конечный продукт отправляется за пределы США, особенно в Европу, вам следует подумать о бессвинцовом припое.
Исключение может быть для высоконадежной электроники, например, используемой в аэрокосмической отрасли. В этом случае сверьтесь со спецификациями и требованиями конечного пользователя электроники. Может по-прежнему требоваться бессвинцовый припой, но могут быть исключения, разрешающие использование свинцового припоя.
- Диаметр припоя . Убедитесь, что вы не перепутали припой, предназначенный для водопровода, с припоем, предназначенным для электроники. Провод для сантехники будет намного толще, 2мм в диаметре и выше. Проволока для пайки электроники будет тоньше, от 1,5 мм до 1/2 мм или даже меньше. Сопоставьте диаметр с размером разъемов и контактов, которые вы припаиваете. Если диаметр проволочного припоя слишком мал, вы будете пропускать через себя слишком много припоя. Слишком большой и вам будет трудно маневрировать вокруг плотной печатной платы, что увеличивает вероятность термической нагрузки или даже пайки других компонентов, не связанных с ваш ремонт.
- Порошковый сердечник или сплошная проволока . Большинство проволочных припоев поставляются с флюсовым сердечником, поэтому флюс автоматически активируется и течет по зоне пайки, когда припой расплавляется. Работать с ним удобнее и эффективнее. Можно использовать сплошную проволоку с добавлением флюса кистью, дозатором для бутылок или дозатором для ручек. Если не требуется очень специфический флюс, который недоступен в виде проволочного припоя, обычно рекомендуется припой с флюсовым сердечником.
- Тип флюса — Не требующий очистки флюс является хорошим выбором для пайки, когда необходимо избегать очистки. Легкий остаток можно оставить на плате или удалить с помощью средства для удаления флюса. Флюс, активированный канифолью (RA), обеспечивает превосходную пайку в самых разных областях применения. Лучше всего удалить остатки после пайки для эстетики и во избежание коррозии в дальнейшем. Канифольный флюс (R) или слегка активированный канифольный флюс (RMA), как правило, можно оставить на печатной плате после пайки, если эстетика не является проблемой. Водорастворимый флюс (OA) — это очень активный флюс, разработанный для легкого удаления деионизированной водой, как в периодической, так и в поточной системе. Его также можно удалить изопропиловым спиртом (IPA). Очень важно удалить остатки водорастворимого флюса, поскольку они обладают высокой коррозионной активностью.
Вы также можете увидеть варианты «без галогенов» или «без галогенов». Эти классификации предназначены для компаний, которые реализуют экологические инициативы или должны соблюдать ограничения на использование галогенов из-за нормативных или потребительских ограничений. Галогены включают элементы хлора, фтора, йода, брома и астата. Это может быть связано с компромиссами, такими как очищаемость, поэтому, если вам не требуется исключать галогены из вашего процесса, проще использовать стандартные флюсы, содержащие галогены.
 Бессвинцовые припои имеют более высокую температуру плавления и, как правило, требуют более активных или более концентрированных флюсов (с более высоким содержанием твердых веществ) для достижения тех же характеристик пайки, что и припои со свинцом. Для типичной ручной пайки, если все сделано правильно, надежность между свинцовыми и бессвинцовыми припоями должна быть примерно одинаковой. Для высокотехнологичной электроники, используемой в экстремальных условиях (например, в аэрокосмической электронике), существуют проблемы с тенденцией блестящего олова в бессвинцовом припое к кристаллизации и образованию оловянных усов — тонких проволок из олова, которые могут расти из паяных соединений.
Бессвинцовые припои имеют более высокую температуру плавления и, как правило, требуют более активных или более концентрированных флюсов (с более высоким содержанием твердых веществ) для достижения тех же характеристик пайки, что и припои со свинцом. Для типичной ручной пайки, если все сделано правильно, надежность между свинцовыми и бессвинцовыми припоями должна быть примерно одинаковой. Для высокотехнологичной электроники, используемой в экстремальных условиях (например, в аэрокосмической электронике), существуют проблемы с тенденцией блестящего олова в бессвинцовом припое к кристаллизации и образованию оловянных усов — тонких проволок из олова, которые могут расти из паяных соединений.
 Водорастворимый флюс (OA) — это очень активный флюс, разработанный для легкого удаления деионизированной водой, как в периодической, так и в поточной системе. Его также можно удалить изопропиловым спиртом (IPA). Очень важно удалить остатки водорастворимого флюса, поскольку они обладают высокой коррозионной активностью.
Водорастворимый флюс (OA) — это очень активный флюс, разработанный для легкого удаления деионизированной водой, как в периодической, так и в поточной системе. Его также можно удалить изопропиловым спиртом (IPA). Очень важно удалить остатки водорастворимого флюса, поскольку они обладают высокой коррозионной активностью.
Какой припой использовать: свинец или бессвинцовый припой?
Если вы ремонтируете или собираете электронику для использования в США, проще всего работать со свинцовым припоем, и он образует самые надежные паяные соединения. Меньший нагрев также создает меньшую тепловую нагрузку на остальную часть печатной платы. Если конечный продукт отправляется за пределы США, особенно в Европу, вам следует подумать о бессвинцовом припое. Исключение может быть для высоконадежной электроники, например, используемой в аэрокосмической отрасли. В этом случае сверьтесь со спецификациями и требованиями конечного пользователя электроники. Может по-прежнему требоваться бессвинцовый припой, но могут быть исключения, разрешающие использование свинцового припоя.
Меньший нагрев также создает меньшую тепловую нагрузку на остальную часть печатной платы. Если конечный продукт отправляется за пределы США, особенно в Европу, вам следует подумать о бессвинцовом припое. Исключение может быть для высоконадежной электроники, например, используемой в аэрокосмической отрасли. В этом случае сверьтесь со спецификациями и требованиями конечного пользователя электроники. Может по-прежнему требоваться бессвинцовый припой, но могут быть исключения, разрешающие использование свинцового припоя.
Что такое флюс?
Подумайте о флюсе и подготовительном агенте для процесса пайки. При соединении двух металлических поверхностей припоем необходима хорошая металлургическая связь, чтобы паяное соединение не ослаблялось, а электрическая непрерывность не нарушалась из-за механических, температурных и других воздействий. Флюс удаляет любое окисление, которое может присутствовать, и слегка травит поверхность, чтобы способствовать смачиванию. «Смачивание» — это процесс стекания припоя по поверхностям контактов и жала паяльника, что очень важно в процессе пайки.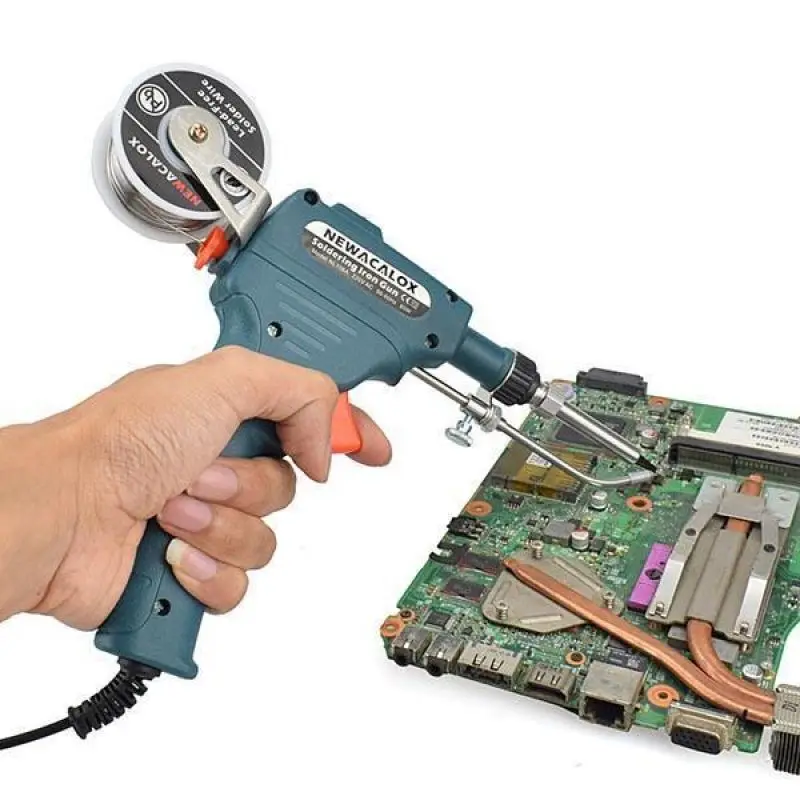
Какой тип флюса следует использовать?
Флюс, не требующий очистки, является хорошим выбором для пайки, где необходимо избегать очистки. Легкий остаток можно оставить на плате или удалить с помощью средства для удаления флюса. Флюс, активированный канифолью (RA), обеспечивает превосходную пайку в самых разных областях применения. Лучше всего удалить остатки после пайки для эстетики и во избежание коррозии в дальнейшем. Канифольный флюс (R) или слегка активированный канифольный флюс (RMA), как правило, можно оставить на печатной плате после пайки, если эстетика не является проблемой. Водорастворимый флюс (OA) — это очень активный флюс, разработанный для легкого удаления деионизированной водой, как в периодической, так и в поточной системе. Его также можно удалить изопропиловым спиртом (IPA). Очень важно удалить остатки водорастворимого флюса, поскольку они обладают высокой коррозионной активностью.
Вы также можете увидеть варианты «без галогенов» или «без галогенов». Эти классификации предназначены для компаний, которые реализуют экологические инициативы или должны соблюдать ограничения на использование галогенов из-за нормативных или потребительских ограничений. Галогены включают элементы хлора, фтора, йода, брома и астата. Это может быть связано с компромиссами, такими как очищаемость, поэтому, если вам не требуется исключать галогены из вашего процесса, проще использовать стандартные флюсы, содержащие галогены.
Эти классификации предназначены для компаний, которые реализуют экологические инициативы или должны соблюдать ограничения на использование галогенов из-за нормативных или потребительских ограничений. Галогены включают элементы хлора, фтора, йода, брома и астата. Это может быть связано с компромиссами, такими как очищаемость, поэтому, если вам не требуется исключать галогены из вашего процесса, проще использовать стандартные флюсы, содержащие галогены.
Нужно ли добавлять дополнительный флюс при пайке?
При пайке простого соединения, такого как 2 провода или провод через отверстие, флюса в припое с флюсовым сердечником должно быть достаточно. Для более сложных методов пайки, таких как пайка методом перетаскивания нескольких выводов на компонент поверхностного монтажа, может потребоваться добавление дополнительного флюса. Поток активируется и потребляется, когда он первоначально вытекает из ядра. Если припой работает дальше, например, когда вы перетаскиваете несколько выводов, вы рискуете получить холодные соединения или перемычки без дополнительного флюса. Хотя кажется, что большее количество флюса должно быть лучше, будьте осторожны, чтобы не переборщить с флюсом. Избыток флюса необходимо удалить, особенно если он не полностью активируется при нагреве до полной температуры пайки.
Хотя кажется, что большее количество флюса должно быть лучше, будьте осторожны, чтобы не переборщить с флюсом. Избыток флюса необходимо удалить, особенно если он не полностью активируется при нагреве до полной температуры пайки.
Сопутствующие товары:
- Techspray No-Clean Flux Pen
- Бутылочки для дозирования иглы Плато
Как нанести дополнительный флюс?
Флюс можно наносить кислотной кистью или с помощью дозатора для игольчатых флаконов или дозатора-ручки. Хотя кажется, что большее количество флюса должно быть лучше, будьте осторожны, чтобы не переборщить с флюсом. Избыток флюса необходимо удалить, особенно если он не полностью активируется при нагреве до полной температуры пайки.
Сопутствующие товары:
- Techspray No-Clean Flux Pen
- Бутылочки для дозирования иглы Плато
- Техническая кисть Techspray
Как паять?
- Убедитесь, что припаиваемые поверхности чистые.
- Включите паяльник и установите температуру выше точки плавления вашего припоя. 600–650 °F (316–343 °C) — хорошая начальная температура для припоя на основе свинца, а 650–700 °F (343–371 °C) — для бессвинцового припоя.
- На несколько секунд прижмите наконечник к электроду и контактной точке/площадке. Идея состоит в том, чтобы довести оба до температуры пайки одновременно.
- Прикоснитесь проводом припоя к выводу и контактной площадке/площадке несколько раз, пока припой не потечет вокруг вывода и контакта.
- Осмотрите паяное соединение, чтобы убедиться в полном покрытии области контакта и вывода. Если это сквозной вывод, отверстие должно быть заполнено, а паяное соединение образует слегка пирамидальную форму.
- При необходимости обрежьте провод ножницами. Не обрезайте места пайки, это может повредить соединение.
- При использовании флюса, активированного канифолью, флюса на водной основе, или если эстетический вид остатков флюса является проблемой, очистите участок с помощью средства для удаления флюса.
.jpg)

Сопутствующие товары:
- Жала для пайки Plato
- Свинцовые ножницы Plato
- Средство для удаления флюса Techspray G3
- Techspray E-LINE Flux Remover
Насколько горячим я должен установить паяльник?
600°- 650°F (316°- 343°C) является хорошей отправной точкой для припоя на основе свинца и 650°- 700°F (343°- 371°C) для бессвинцового припоя. Вы хотите, чтобы жало было достаточно горячим, чтобы расплавить эффективность припоя, но избыточное тепло может повредить компоненты, поскольку тепло распространяется по выводам, и это сократит срок службы паяльного жала.
Как отличить хорошую пайку от плохой?
Осмотрите паяное соединение, чтобы убедиться в полном покрытии области контакта и вывода. На что обратить внимание:
- Если это ввод со сквозным отверстием, отверстие должно быть заполнено, а паяное соединение образует слегка пирамидальную форму.
- Если это паяное соединение для поверхностного монтажа, припой должен полностью покрывать контактную площадку и окружать вывод.
- Вывод не должен болтаться или шевелиться после пайки.
- Припой не должен перетекать или накладываться на другие контактные площадки/площадки.
- При использовании припоя на основе свинца место пайки должно быть блестящим. К сожалению, бессвинцовая поверхность имеет более матовую поверхность, поэтому блеск в этом случае не является хорошим показателем.

Как выбрать лучшее жало для ремонта печатной платы?
Цель состоит в том, чтобы форма и размер наконечника соответствовали контактной площадке. Это позволяет максимизировать площадь контактной поверхности, чтобы нагревать вывод и контактную поверхность как можно быстрее. Если вы выберете наконечник слишком большого размера, вам придется нагревать больший объем наконечника, что замедлит рекуперацию тепла — время, необходимое наконечнику для повторного нагрева после пайки соединения. Кроме того, существует риск взаимодействия с другими компонентами и контактными площадками. Если вы выберете слишком маленькую насадку, у вас не будет достаточной площади поверхности насадки, соприкасающейся с проводом, или контактной площадки для эффективной передачи тепла. Это займет больше времени, что замедлит работу и может увеличить тепловую нагрузку на компонент.
Кроме того, существует риск взаимодействия с другими компонентами и контактными площадками. Если вы выберете слишком маленькую насадку, у вас не будет достаточной площади поверхности насадки, соприкасающейся с проводом, или контактной площадки для эффективной передачи тепла. Это займет больше времени, что замедлит работу и может увеличить тепловую нагрузку на компонент.
Убедитесь, что вы используете паяльник и жала, предназначенные для пайки электронных плат. Наконечники, предназначенные для других применений, таких как витражи, сантехника или тяжелые электромонтажные работы, обычно намного больше, чем то, что подходит для электроники.
Паяльные жала бывают разных форм, чтобы упростить различную геометрию печатных плат:
- Заостренные или конические – Конец паяльного жала заостряется или закругляется на плоской поверхности. Размер определяется диаметром конца, поэтому он может варьироваться от 0,1 мм до 1 мм или больше. Эти наконечники обычно используются, когда требуется высокая точность, например, с очень тонкими безвыводными компонентами для поверхностного монтажа. Они могут быть длинными для большей досягаемости в плотной конструкции платы или иметь более короткий микронаконечник, чтобы уменьшить количество металла наконечника, который необходимо нагреть. Это может улучшить рекуперацию тепла. Концы наконечников также могут быть согнуты, чтобы не мешать другим компонентам или контактным площадкам.
- Лезвие или нож – Наконечник лезвия обычно используется для пайки волочением, когда припой наносится на несколько контактных площадок. Это обычное дело при пайке компонентов с технологией поверхностного монтажа (SMT). Размер измеряется по длине лезвия и может составлять 6,3 мм (1/4 дюйма) или больше.
- Долото или отвертка – Долото позволяет нагревать большую площадь контакта, поэтому его можно использовать для пайки через отверстия. Длина может варьироваться, а также может быть согнута, например, с коническим наконечником. Размер в основном указывается как длина плоской области, но глубина или толщина кончика также могут варьироваться. Они могут быть настолько маленькими, что выглядят почти как точка, например, менее 1 мм и шириной 5 или 6 мм.
- Скос – Скошенный наконечник имеет плоский овальный конец, установленный под углом. Представьте себе металлический стержень, поперечное сечение которого находится под углом. Размер определяется диаметром «стержня» или вала, а иногда и углом скоса. Скос может варьироваться от 1 мм до 4 мм или даже больше.
- Наконечники Flow – Наконечник Flow похож по конструкции на скошенный наконечник, но вместо плоской области он представляет собой небольшое углубление или чашечку. Это также называется «мини-волновой наконечник» и обычно используется для пайки сопротивлением, как описано выше.
 Они могут быть длинными для большей досягаемости в плотной конструкции платы или иметь более короткий микронаконечник, чтобы уменьшить количество металла наконечника, который необходимо нагреть. Это может улучшить рекуперацию тепла. Концы наконечников также могут быть согнуты, чтобы не мешать другим компонентам или контактным площадкам.
Они могут быть длинными для большей досягаемости в плотной конструкции платы или иметь более короткий микронаконечник, чтобы уменьшить количество металла наконечника, который необходимо нагреть. Это может улучшить рекуперацию тепла. Концы наконечников также могут быть согнуты, чтобы не мешать другим компонентам или контактным площадкам.  Они могут быть настолько маленькими, что выглядят почти как точка, например, менее 1 мм и шириной 5 или 6 мм.
Они могут быть настолько маленькими, что выглядят почти как точка, например, менее 1 мм и шириной 5 или 6 мм. Сопутствующие товары:
- Паяльные наконечники Plato
Можно ли установить максимальную температуру нагрева для ускорения пайки?
В пайке, как и во всем остальном, важна скорость. Операторы повышают температуру пайки, чтобы ускорить отвод тепла. Это позволяет им быстрее переходить от одного паяного соединения к другому. Загвоздка – чем выше температура, тем короче срок службы наконечника. Конечно, паяльные станции могут нагреваться до 900°F, но 750°F — это максимальное значение для бессвинцового провода. Дополнительное тепло также может излишне нагружать компоненты, увеличивая вероятность выхода из строя печатной платы в дальнейшем.
Операторы повышают температуру пайки, чтобы ускорить отвод тепла. Это позволяет им быстрее переходить от одного паяного соединения к другому. Загвоздка – чем выше температура, тем короче срок службы наконечника. Конечно, паяльные станции могут нагреваться до 900°F, но 750°F — это максимальное значение для бессвинцового провода. Дополнительное тепло также может излишне нагружать компоненты, увеличивая вероятность выхода из строя печатной платы в дальнейшем.
Почему припой капает с жала?
Это признак того, что паяльное жало нуждается в очистке, поэтому оно «холодное» (хотя оно еще очень горячее, так что не трогайте!). Когда флюс и окисление накапливаются со временем, тепло не передается так эффективно, и припой не смачивается и не растекается по наконечнику должным образом. Припой будет плавиться, но просто стекает с наконечника. Это затрудняет перемещение, чтобы припаять области контактов так, как вам это может понадобиться.
Как почистить паяльник?
Паяльные станции обычно поставляются с губкой и/или латунной подушечкой «brillo». Цель состоит в том, чтобы удалить излишки флюса и припоя с наконечника. Если слишком много флюса накапливается и пригорает на жало паяльника, оно в конечном итоге высыхает и становится непригодным для использования (но не обязательно безвозвратным). Если инструменты для чистки наконечников не используются должным образом, они могут принести больше вреда, чем пользы. Выбирая губку, убедитесь, что она изготовлена из натуральной целлюлозы (например, сменные губки Plato). Синтетические губки расплавятся на жало паяльника и могут сократить срок службы наконечника. Используйте чистую деионизированную воду. Водопроводная вода может содержать минералы, которые могут скапливаться на наконечнике. Когда вы пропитаете губку, отожмите ее, чтобы с нее не капала вода. Слишком много воды может увеличить тепловую нагрузку на наконечник и замедлить восстановление наконечника.
Цель состоит в том, чтобы удалить излишки флюса и припоя с наконечника. Если слишком много флюса накапливается и пригорает на жало паяльника, оно в конечном итоге высыхает и становится непригодным для использования (но не обязательно безвозвратным). Если инструменты для чистки наконечников не используются должным образом, они могут принести больше вреда, чем пользы. Выбирая губку, убедитесь, что она изготовлена из натуральной целлюлозы (например, сменные губки Plato). Синтетические губки расплавятся на жало паяльника и могут сократить срок службы наконечника. Используйте чистую деионизированную воду. Водопроводная вода может содержать минералы, которые могут скапливаться на наконечнике. Когда вы пропитаете губку, отожмите ее, чтобы с нее не капала вода. Слишком много воды может увеличить тепловую нагрузку на наконечник и замедлить восстановление наконечника.
Когда паяльное жало почернело из-за пригорания флюса и больше не смачивается должным образом, настало время для чистящих инструментов в крайнем случае. Лудильщик наконечника (Plato #TT-95) представляет собой комбинацию бессвинцового припоя и очистителя. Пока паяльник прогрет до полной температуры, обваляйте его в оловянном жале. Когда вы скатываете его, он должен изменить цвет с черного на блестящий серебристый, так как запеченный флюс счищается. Затем сотрите излишки олова с паяльного жала и повторно залудите с помощью проволочного припоя. Не позволяйте названию одурачить вас — «кончик олова» не предназначен для того, чтобы оставлять его на кончике.
Лудильщик наконечника (Plato #TT-95) представляет собой комбинацию бессвинцового припоя и очистителя. Пока паяльник прогрет до полной температуры, обваляйте его в оловянном жале. Когда вы скатываете его, он должен изменить цвет с черного на блестящий серебристый, так как запеченный флюс счищается. Затем сотрите излишки олова с паяльного жала и повторно залудите с помощью проволочного припоя. Не позволяйте названию одурачить вас — «кончик олова» не предназначен для того, чтобы оставлять его на кончике.
Полировальные бруски также доступны и используются для очистки наконечника от остатков флюса. Это следует использовать только в крайнем случае, потому что вы будете удалять железо вместе со сгоревшим флюсом. Как только на наконечнике появляются питтинги — настоящие дыры в железе — его пора заменить.
Сопутствующие товары:
- Губки Plato
- Очиститель латунных наконечников Plato
- Платоновый наконечник Tinner
Что лучше использовать для очистки паяльных наконечников: латунную подушечку brillo или губку?
Как и все остальное, у каждого есть свои плюсы и минусы:
Очиститель латунных наконечников
- Pro-Быстрый и простой в использовании, не требует пропитки водой и не вызывает термического шока. наконечник для пайки.
- Con – Абразивен, несмотря на то, что латунь мягче железа на конце наконечника. Он имеет тенденцию царапать хромированное покрытие, что предотвращает смачивание наконечника припоем. Это может привести к проникновению коррозии под покрытие, что сократит срок службы наконечника.
 наконечник для пайки.
наконечник для пайки. Не забудьте использовать колющие движения, используя латунный очиститель наконечника. Протирание поверхности увеличивает вероятность разбрызгивания расплавленного припоя.
Губка из целлюлозы
- Pro – эффективный и быстрый способ очистки наконечника. Они поставляются с различными отверстиями или прорезями, чтобы сделать это еще быстрее и проще, а также чтобы избежать разбрызгивания расплавленного припоя.
- Con — охлаждает наконечник, поэтому требует, чтобы наконечник снова нагревался. Это также может привести к термическому удару наконечника, особенно если губка чрезмерно насыщена. Это может сократить срок службы наконечника из-за образования микротрещин в железном покрытии.
Убедитесь, что вы используете целлюлозную губку, предназначенную для очистки паяльных наконечников. Целлюлоза – это натуральный материал, получаемый из древесной массы. Он не расплавится и не повредит жало паяльника, как синтетическая губка. Губка не должна быть мокрой, только слегка влажной. Тщательно отожмите его после насыщения деионизированной (DI) водой. Рекомендуется деионизированная вода, чтобы предотвратить накопление минералов на жало паяльника. После того, как паяльное жало было очищено, не забудьте повторно оловить его, расплавив небольшое количество припоя на конце жала. Это предотвращает коррозию рабочего конца наконечника, выполненного из железа, при воздействии воздуха в течение определенного периода времени. Сопутствующие товары:
- Губки Платона
- Очиститель латунных наконечников Plato
Нужно ли счищать весь припой с жала после окончания пайки?
Общепринятой практикой является протирание паяльного жала перед тем, как положить его обратно в держатель. Это обнажает необработанное железо на рабочем конце наконечника, которое ржавеет на открытом воздухе. Добавьте любой остаточный флюс в смесь, и у вас будет преждевременно изъеденный паяльный наконечник. Перед перерывом или остановкой на день сотрите остатки флюса и припоя и повторно лужите, нанеся свежий припой на конец жала.
Это обнажает необработанное железо на рабочем конце наконечника, которое ржавеет на открытом воздухе. Добавьте любой остаточный флюс в смесь, и у вас будет преждевременно изъеденный паяльный наконечник. Перед перерывом или остановкой на день сотрите остатки флюса и припоя и повторно лужите, нанеся свежий припой на конец жала.
Что можно сделать, чтобы увеличить срок службы паяльного жала?
После перехода со свинцовых припоев на бессвинцовые припои часто жалуются на короткий срок службы наконечника. Более высокая температура, необходимая для бессвинцовых припоев и флюсов, в сочетании с большей активностью приводит к более быстрому выгоранию наконечника. Часто кончики чернеют, припой капает и просто стекает с конца наконечника. Его также можно назвать «холодным наконечником», но будьте осторожны, не прикасайтесь к нему голыми пальцами!
Жала для пайки имеют медный сердечник, передающий тепло от нагревательного элемента к рабочему концу (наконечнику жала). Поскольку медь очень мягкая, легко подвергается коррозии и изнашивается, для покрытия меди используются другие металлы, включая внешний слой железа. Хотя железо очень твердое, в конце концов оно все равно подвергается коррозии. Кроме того, он может быть покрыт флюсом и другими загрязнениями, что может привести к обезвоживанию. Коррозия и высыхание замедляют пайку и, в конечном итоге, потребуют утилизации наконечника. Хотя все наконечники отправятся в мусорное ведро, оператор может предпринять несколько шагов, чтобы увеличить срок службы наконечников:
Поскольку медь очень мягкая, легко подвергается коррозии и изнашивается, для покрытия меди используются другие металлы, включая внешний слой железа. Хотя железо очень твердое, в конце концов оно все равно подвергается коррозии. Кроме того, он может быть покрыт флюсом и другими загрязнениями, что может привести к обезвоживанию. Коррозия и высыхание замедляют пайку и, в конечном итоге, потребуют утилизации наконечника. Хотя все наконечники отправятся в мусорное ведро, оператор может предпринять несколько шагов, чтобы увеличить срок службы наконечников:
- Выключить огонь
- Тщательно очистите наконечник
- Лужение паяльного жала
- Используйте специальные чистящие средства
Если вы покидаете паяльную станцию более чем на 5 минут, выключайте ее. Когда вы оставляете станцию включенной, жало остается при температуре пайки, что еще больше сокращает срок службы жала. Современное паяльное оборудование нагревается до температуры пайки за считанные секунды, поэтому экономия времени не стоит сокращения срока службы жала.
Сопутствующие товары:
- Губки Plato
- Очиститель латунных наконечников Plato
- Платоновый наконечник Tinner
Когда следует выбрасывать старое жало?
Если наконечник черный и не смачивается (припой не прилипает к нему), что называется «холодным наконечником», его, как правило, можно очистить и использовать снова. Как только появятся питтинги и видимая коррозия, пришло время для нового наконечника. Внешняя сторона паяльного жала покрыта железом поверх теплопроводного медного центра. Это защищает мягкую, подверженную коррозии медь от агрессивных флюсов. Как только флюс пройдет через железное покрытие через ямки, наконечник будет быстро съеден.
Как избежать коррозии печатной платы после окончания пайки?
Остатки флюса могут вызвать рост дендритов и коррозию на сборках печатных плат, поэтому убедитесь, что вы используете лучшие методы очистки платы. После замены компонентов и удаления излишков припоя…
- Тщательно очистите участок качественным средством для удаления флюса.
- Наклоните доску так, чтобы чистящее средство и остатки с него стекали.
- При необходимости осторожно протрите печатную плату щеткой из конского волоса или безворсовой салфеткой, а затем промойте.
- При использовании салфетки убедитесь, что на печатной плате не остаются волокна или ворсинки, которые впоследствии могут вызвать проблемы.

Это необязательный шаг для флюса без очистки, но все же хорошая идея для плат с высокой плотностью населения или плат с высоким напряжением. Это абсолютно необходимо, независимо от типа флюса, если вы планируете после ремонта нанести защитное покрытие.
Сопутствующие продукты:
- Techspray G3 Flux Remover
- Средство для удаления флюса Techspray E-LINE
- Кисти Techspray
- Салфетки Techspray
10 советов по качественной пайке
- Начните с чистой поверхности.
- Подберите размер проволочного припоя к тому, что вы паяете.

Добавить комментарий