Содержание
Стандарты и другие документы, вступающие в силу в июле 2020 года. Часть 2
В следующем месяце вступят в силу документы:
ГОСТ Р 58672-2019 Безопасность игрушек. Часть 8. Руководящие указания по определению возраста
Утвержден: Федеральное агентство по техническому регулированию и метрологии, 21.11.2019.
Введен с: 01.07.2020.
ГОСТ Р 58710-2019 Профилемер метеорологический температурный. Общие технические требования
Утвержден: Федеральное агентство по техническому регулированию и метрологии, 29.11.2019.
Введен с: 01.07.2020.
ГОСТ Р 58712-2019 Автоматизированная метеорологическая измерительная система. Общие технические требования
Утвержден: Федеральное агентство по техническому регулированию и метрологии, 29.11.2019.
Введен с: 01.07.2020.
ГОСТ Р 58731-2019 Внутренний водный транспорт. Гидрографические работы. Термины и определения
Утвержден: Федеральное агентство по техническому регулированию и метрологии, 10. 12.2019.
Введен с: 01.07.2020.
ГОСТ Р 58732-2019 Внутренний водный транспорт. Гидрографические работы. Техническая документация. Общие требования и нормы
Утвержден: Федеральное агентство по техническому регулированию и метрологии, 10.12.2019.
Введен с: 01.07.2020.
ГОСТ Р 58733-2019 Внутренний водный транспорт. Гидрографические работы. Выполнение работ. Основные требования
Утвержден: Федеральное агентство по техническому регулированию и метрологии, 10.12.2019.
Введен с: 01.07.2020.
ГОСТ Р 58734-2019 Внутренний водный транспорт. Гидрографические работы. Требования безопасности
Утвержден: Федеральное агентство по техническому регулированию и метрологии, 10.12.2019.
Введен с: 01.07.2020.
ГОСТ Р 58735-2019 Внутренний водный транспорт. Гидрографические работы. Оценка качества работ. Общие положения и требования к оценке
Утвержден: Федеральное агентство по техническому регулированию и метрологии, 10.12. 2019.
2019.
Введен с: 01.07.2020.
ГОСТ Р 58736-2019 Стоянки маломерных судов. Общие требования
Утвержден: Федеральное агентство по техническому регулированию и метрологии, 10.12.2019.
Введен с: 01.07.2020.
ГОСТ Р 58737-2019 Места отдыха на водных объектах. Общие положения
Утвержден: Федеральное агентство по техническому регулированию и метрологии, 10.12.2019.
Введен с: 01.07.2020.
ГОСТ Р 58738-2019 Суда малые. Основные данные
Утвержден: Федеральное агентство по техническому регулированию и метрологии, 10.12.2019.
Введен с: 01.07.2020.
ГОСТ Р 58740-2019 Внутренний водный транспорт. Объекты инфраструктуры. Расчеты общей устойчивости. Основные требования
Утвержден: Федеральное агентство по техническому регулированию и метрологии, 10.12.2019.
Введен с: 01.07.2020.
ГОСТ Р 58741-2019 Причальные сооружения малого флота. Общие положения
Утвержден: Федеральное агентство по техническому регулированию и метрологии, 10. 12.2019.
12.2019.
Введен с: 01.07.2020.
ГОСТ Р 58742-2019 Причальные сооружения малого флота. Требования функциональной безопасности
Утвержден: Федеральное агентство по техническому регулированию и метрологии, 10.12.2019.
Введен с: 01.07.2020.
ГОСТ Р 58744.1-2019 Внутренний водный транспорт. Объекты инфраструктуры. Набережные, подпорные стены тонкостенные (шпунтовые). Основные требования к расчету и проектированию
Утвержден: Федеральное агентство по техническому регулированию и метрологии, 10.12.2019.
Введен с: 01.07.2020.
ГОСТ Р 58745.1-2019 Внутренний водный транспорт. Объекты инфраструктуры. Набережные, подпорные стены полугравитационные и гравитационные. Основные требования к расчету и проектированию
Утвержден: Федеральное агентство по техническому регулированию и метрологии, 10.12.2019.
Введен с: 01.07.2020.
ГОСТ Р 58799-2020 Автомобильные транспортные средства. Гайки шестигранные приварные
Утвержден: Федеральное агентство по техническому регулированию и метрологии, 04. 02.2020.
02.2020.
Введен с: 01.07.2020.
ГОСТ Р 58800-2020 Интеллектуальная собственность. Использование товарного знака
Утвержден: Федеральное агентство по техническому регулированию и метрологии, 04.02.2020.
Введен с: 01.07.2020.
ГОСТ Р 58816-2020 Нежелательные явления при применении лекарственных средств для ветеринарного применения. Методы оценки
Утвержден: Федеральное агентство по техническому регулированию и метрологии, 21.02.2020.
Введен с: 01.07.2020.
ГОСТ Р 58818-2020 Дороги автомобильные с низкой интенсивностью движения. Проектирование, конструирование и расчет
Утвержден: Федеральное агентство по техническому регулированию и метрологии, 15.04.2020.
Введен с: 01.07.2020.
ГОСТ Р 58853-2020 Производственные услуги. Добровольная пожарная охрана. Общие требования
Утвержден: Федеральное агентство по техническому регулированию и метрологии, 15.05.2020.
Введен с: 01.07.2020.
ГОСТ Р ИСО 28000-2019 Технические условия для систем менеджмента безопасности цепи поставок
Утвержден: Федеральное агентство по техническому регулированию и метрологии, 23. 12.2019.
12.2019.
Введен с: 01.07.2020.
ГОСТ Р ИСО 28001-2019 Системы менеджмента безопасности цепи поставок. Наилучшие практики осуществления безопасности цепи поставок, оценки и планов безопасности. Требования и руководство по применению
Утвержден: Федеральное агентство по техническому регулированию и метрологии, 23.12.2019.
Введен с: 01.07.2020.
ГОСТ Р ИСО 28002-2019 Системы менеджмента безопасности цепи поставок. Устойчивость цепи поставок. Требования и руководство по применению
Утвержден: Федеральное агентство по техническому регулированию и метрологии, 23.12.2019.
Введен с: 01.07.2020.
ГОСТ Р ИСО 28003-2019 Системы менеджмента безопасности цепи поставок. Требования к органам, проводящим аудит и сертификацию систем менеджмента безопасности цепи поставок
Утвержден: Федеральное агентство по техническому регулированию и метрологии, 23.12.2019.
Введен с: 01.07.2020.
ГОСТ Р ИСО 28004-1-2019 Системы менеджмента безопасности цепи поставок. Руководящие указания по внедрению ИСО 28000. Часть 1. Общие принципы
Руководящие указания по внедрению ИСО 28000. Часть 1. Общие принципы
Утвержден: Федеральное агентство по техническому регулированию и метрологии, 23.12.2019.
Введен с: 01.07.2020.
ГОСТ Р ИСО 28004-2-2019 Системы менеджмента безопасности цепи поставок. Руководящие указания по внедрению ИСО 28000. Часть 2. Руководство по внедрению ИСО 28000 в морских портах, относящихся к среднему и малому бизнесу
Утвержден: Федеральное агентство по техническому регулированию и метрологии, 23.12.2019.
Введен с: 01.07.2020.
Информация. Рекомендации для владельцев домашних животных и врачей ветеринарных клиник, связанные со вспышкой COVID-19
Утвержден: Федеральная служба по ветеринарному и фитосанитарному надзору, 27.03.2020.
Вводится с: 23.07.2020.
Решение 1. Об утверждении Руководства по установлению допустимых пределов воздействия на здоровье в целях идентификации рисков при производстве лекарственных средств на общих производственных (технологических) линиях
Утвержден: Коллегия Евразийской экономической комиссии, 14. 01.2020.
01.2020.
Вводится с: 17.07.2020.
СП 455.1311500.2020 Блок начальных классов с дошкольным отделением в составе общеобразовательных организаций. Требования пожарной безопасности
Утвержден: МЧС России, 10.01.2020.
Вводится с: 10.07.2020.
СП 456.1311500.2020 Многофункциональные здания. Требования пожарной безопасности
Утвержден: МЧС России, 15.01.2020.
Введен с: 01.07.2020.
СП 475.1325800.2020 Парки. Правила градостроительного проектирования и благоустройства
Утвержден: Министерство строительства и жилищно-коммунального хозяйства Российской Федерации, 22.01.2020.
Вводится с: 23.07.2020.
СП 476.1325800.2020 Территории городских и сельских поселений. Правила планировки, застройки и благоустройства жилых микрорайонов
Утвержден: Министерство строительства и жилищно-коммунального хозяйства Российской Федерации, 24.01.2020.
Вводится с: 25.07.2020.
СП 477.1325800.2020 Здания и комплексы высотные. Требования пожарной безопасности
Требования пожарной безопасности
Утвержден: Министерство строительства и жилищно-коммунального хозяйства Российской Федерации, 29.01.2020.
Вводится с: 30.07.2020.
СП 480.1325800.2020 Информационное моделирование в строительстве. Требования к формированию информационных моделей объектов капитального строительства для эксплуатации многоквартирных домов
Утвержден: Министерство строительства и жилищно-коммунального хозяйства Российской Федерации, 14.01.2020.
Вводится с: 15.07.2020.
СП 481.1325800.2020 Информационное моделирование в строительстве. Правила применения в экономически эффективной проектной документации повторного использования и при ее привязке
Утвержден: Министерство строительства и жилищно-коммунального хозяйства Российской Федерации, 17.01.2020.
Вводится с: 18.07.2020.
Федеральный закон 123-ФЗ О проведении эксперимента по установлению специального регулирования в целях создания необходимых условий для разработки и внедрения технологий искусственного интеллекта в субъекте Российской Федерации — городе федерального значения Москве и внесении изменений в статьи 6 и 10 Федерального закона «О персональных данных»
Утвержден: Президент Российской Федерации, 24. 04.2020.
04.2020.
Введен с: 01.07.2020.
Выступающая сварка для крепления гаек и болтов
Рисунок 1. Изученные приварные гайки
Кузов современного автомобиля содержит около 300 сварных и перфорированных крепежных элементов, таких как болты, гайки и шпильки. Качество крепления этих креплений к штампованным элементам кузова имеет решающее значение для безопасности и надежности конечного продукта. К таким креплениям крепятся такие ответственные узлы, как передний и задний мосты, к ним крепятся ремни безопасности и рулевая колонка, а также они обеспечивают заземление электрических проводов. 1
Выступающая сварка является наиболее распространенным методом приварки гаек и болтов с М- или Т-образной резьбой. Эти гайки и болты снабжены кольцевыми выступами или тремя-четырьмя отдельными выступами, в зависимости от применения. Благодаря кольцевому выступу и пластиковой вставке некоторые типы гаек обеспечивают водонепроницаемое соединение. Кольцевой выступ также предпочтителен для навесного оборудования, подверженного усталостным напряжениям и высоким нагрузкам. По сравнению с крепежом с отдельными выступами кольцевой выступ обеспечивает меньшее количество точек зарождения трещин.
Кольцевой выступ также предпочтителен для навесного оборудования, подверженного усталостным напряжениям и высоким нагрузкам. По сравнению с крепежом с отдельными выступами кольцевой выступ обеспечивает меньшее количество точек зарождения трещин.
Процесс рельефной сварки
Сварка крепежных деталей сопротивлением, обычно называемая рельефной сваркой, аналогична контактной точечной сварке. Однако в процессе точечной сварки размер контактной поверхности наконечника электрода определяет протекание тока, тогда как при рельефной сварке протекание тока ограничено рельефным или обработанным выступом. Для приварки крепежа подходят источники питания как переменного, так и постоянного тока. На тепловой баланс при рельефной сварке влияют следующие факторы: 2
- Проекция и расположение
- Толщина листа, к которому крепится крепеж
- Тепло- и электропроводность свариваемых металлов
- Скорость нагрева
- Тип электродного сплава
Выступающая сварка сварного шва гайка или приварной болт включает в себя три этапа. На первом этапе выступ находится в контакте с сопрягаемым листом. Затем ток начинает нагревать выступ до температуры сварки. Затем сила электрода вызывает быстрое разрушение нагретого выступа, и происходит плавление.
На первом этапе выступ находится в контакте с сопрягаемым листом. Затем ток начинает нагревать выступ до температуры сварки. Затем сила электрода вызывает быстрое разрушение нагретого выступа, и происходит плавление.
Сила тока для рельефной сварки обычно меньше, чем сила тока, необходимая для получения соответствующих точечных сварных швов. Выступ будет быстро нагреваться, а чрезмерный ток расплавит его и приведет к выбросу. Однако ток должен быть по крайней мере достаточно высоким, чтобы создать плавление до того, как выступ полностью разрушится.
Короткое время сварки может быть желательно с производственной точки зрения, но для этого потребуется соответственно более высокая сила тока. Поэтому важно оптимизировать параметры сварки, чтобы предотвратить перегрев и выброс металла. В некоторых случаях, например, при приварке крепежных деталей к высокопрочным сталям (HSS), импульсная сварка может быть выгодна для контроля скорости нагрева. Это также полезно при рельефной сварке толстых листов и при сварке металлов с низкой теплопроводностью.
Усилие электрода должно быть достаточным для полного выравнивания выступов, когда они достигают температуры сварки, и для приведения крепежного элемента в контакт с деталью из листового металла. Чрезмерное усилие преждевременно разрушит выступы, и сварной шов будет иметь неполное проплавление в центре. Сварочный аппарат должен иметь возможность следовать за движением электродов по мере разрушения выступов. Медленное отслеживание приведет к выбросу металла до того, как детали будут сведены вместе.
Испытания приварки гаек из современных высокопрочных сталей
Для испытаний были выбраны три типа приварных гаек (см. Рисунок 1 ). Были исследованы два размера резьбы (M6 и M8), обычно используемые в производстве корпусов в белом (BIW). Листовые материалы, использованные в этом исследовании (см. , рис. 2, ), имели предел прочности от 460 мегапаскалей (МПа) до 1550 МПа. 3
Испытания сварки были направлены на установление максимально возможного диапазона силы тока, от минимального утвержденного значения крутящего момента — 32 ньютон-метра (Нм) для M6 и 63 Нм для M8 — сварного шва до предела разбрызгивания.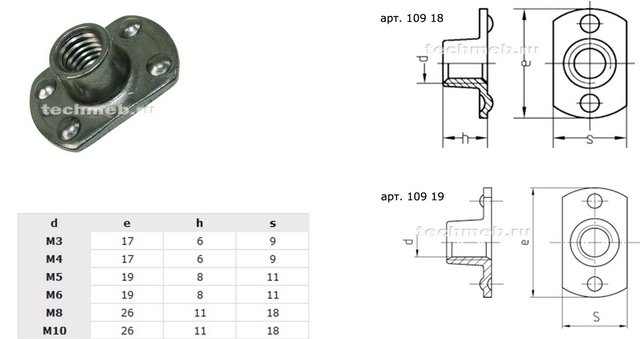 Исследовалась только одноимпульсная сварка с фиксированными настройками параметров (см. 9).0039 Рисунок 3 ). Для испытаний сварки использовались стационарные аппараты контактной сварки как с MFDC (постоянный ток средней частоты ~ 1000 Гц), так и с переменным током (переменный ток = 50 Гц), а для контроля процесса сварки использовались внешние измерительные устройства.
Исследовалась только одноимпульсная сварка с фиксированными настройками параметров (см. 9).0039 Рисунок 3 ). Для испытаний сварки использовались стационарные аппараты контактной сварки как с MFDC (постоянный ток средней частоты ~ 1000 Гц), так и с переменным током (переменный ток = 50 Гц), а для контроля процесса сварки использовались внешние измерительные устройства.
На рис. 4 показана нагрузка на отрыв в зависимости от сварочного тока для различных приварных гаек, приваренных к Dogal 600DP (толщина 1,5 мм). Цветные линии представляют утвержденный диапазон тока для каждого типа гайки.
Рисунок 2. Изученные материалы стального листа
Из-за больших выступов гаек M8 для создания сварного шва требовался более высокий сварочный ток по сравнению со сварными гайками M6. Кроме того, сварочный ток зависел от геометрического дизайна выступов. Кольцевой выступ высокопроизводительной (HP) приварной гайки требовал гораздо более высокого сварочного тока по сравнению с тремя и четырьмя выступами шестиугольной (Hex) и квадратной (SQ) гаек соответственно.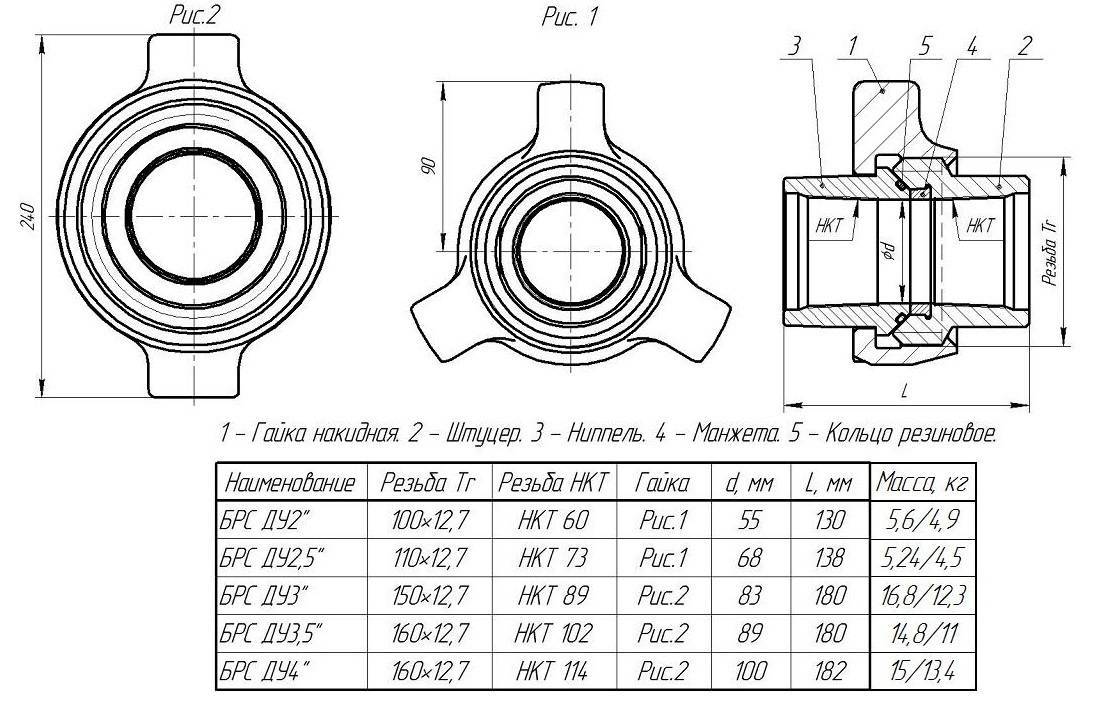
Как и ожидалось, самое высокое усилие отрыва было зафиксировано для приварной гайки HP M8 для всех листовых материалов, участвовавших в исследовании. Однако интересно отметить удивительно большую разницу в прочности между гайками, сваренными АС, и гайками, сваренными MFDC. Гайки, сваренные переменным током, продемонстрировали превосходное усилие отрыва. Это объясняется гораздо более быстрым током, создаваемым при сварке переменным током, что улучшает формирование сварного шва. AC также увеличил диапазоны тока для гаек SQ и Hex.
Для улучшения характеристик гаек и прочности соединения при сварке MFDC были проведены испытания с различными предварительными импульсами и настройками линейного изменения тока. Применение очень высокого начального импульса тока, за которым следует более низкий, повысило прочность гайки Hex M6 на отрыв более чем на 100 процентов. Однако, несмотря на текущую модификацию формы, усилие отрыва всегда было ниже по сравнению с гайками, приваренными АС.
Характеристики статической прочности
Нагрузка приварных гаек в испытаниях не отражает того, как нагрузки применяются в реальных приложениях тела. Здесь гайка монтируется на обратной стороне листа (см. , рис. 5 ), которая обычно называется пластиной с гайкой и обычно изготавливается из более толстого материала, чем окружающие компоненты листа. Таким образом, гайка должна протягиваться сквозь лист при экстремальных условиях нагрузки, что, конечно же, значительно увеличивает прочность всего резьбового соединения.
Три типа резьбовых приварных гаек M8 — SQ с четырьмя отдельными выступами, Hex с тремя отдельными выступами и круглые HP с кольцевым выступом — были включены в испытания на протягивание. 4 Листовой материал с цинковым покрытием DP600 трех толщин: 1,2, 1,65 и 2,0 мм.
Лист квадратный, размером 125 на 125 мм. В середине листа пробито отверстие диаметром 10 мм, относительно которого перед сваркой центрировалась гайка. Для каждой комбинации было проведено пять повторных тестов.
Для каждой комбинации было проведено пять повторных тестов.
В каждом испытании в гайку ввинчивался «свежий» болт, обозначенный как M845 12,9 DIN 912 с головкой под торцевой ключ. Затем к торцевой головке прикладывали нагрузку сквозным протягиванием с использованием сервогидравлической машины для испытаний на растяжение при скорости испытания 10 мм в минуту.
В испытаниях на протягивание разрушение листа произошло почти во всех испытаниях для листа толщиной 1,2 мм и 1,65 мм, в то время как разрушение резьбы было наиболее частым видом разрушения гаек, прикрепленных к листу толщиной 2,0 мм. материал (см. Рисунок 6 ). Влияние толщины листа на различные типы гаек можно увидеть на рис. 7 .
Максимальное напряжение, рассчитанное по оси Y, основывалось на общей контактной поверхности фланца приварной гайки, а не только на площади сварки.
Влияние толщины листа на максимальную нагрузку было наибольшим для шестигранных гаек. Увеличение толщины листа с 1,2 до 1,65 мм (37 процентов) увеличило максимальную нагрузку на 21 процент, а увеличение толщины листа с 1,65 до 2,0 мм (66 процентов) увеличило нагрузку на 43 процента.
Рисунок 3. Общие параметры сварки для исследования
Тенденция к разрушению резьбы в материале толщиной 1,65 мм была выше для гаек HP из-за большей площади контактного фланца — на 7 процентов больше, чем у Hex, и на 26 процентов больше, чем у SQ.
Прочность и толщина листового материала, а также площадь контакта между листом и фланцем приварной гайки влияют на режим разрушения и максимальную нагрузку. С более толстым листом резьбовое соединение было более подвержено разрушению резьбы.
На максимальное смещение, измеренное в точке, где нагрузка начинает уменьшаться, главным образом повлиял режим разрушения. Смещение всегда было меньше, когда происходило разрушение резьбы.
Характеристики усталостной прочности
Усталостная долговечность листового металла, близкого к приварной гайке, зависит от типа гайки и ее размера, толщины и прочности листового материала, типа нагрузки и направления нагрузки.
Критические сварные гайки или болтовые соединения в конструкции кузова автомобиля подвергаются главным образом изгибающим усталостным нагрузкам, которые вызывают усталостные трещины в листовом металле. Поэтому был проведен усталостный эксперимент для оценки характеристик усталости листового металла в условиях усталостного нагружения при изгибе. 5
Эксперимент включал изменение геометрии и размеров гаек, а также марки и толщины листового металла. Были проведены испытания как одинарного, так и двойного листа (см. , рис. 8, ). В последней конфигурации гайка была приварена к более толстому листу, который имел самый высокий предел текучести.
Два из трех типов приварных гаек, использованных в статических испытаниях, также использовались для оценки усталости: шестигранная с тремя отдельными выступами и круглая гайка HP с кольцевым выступом. Исследование также включало сравнение резьбовых гаек M8 и M10.
Листовой образец был изготовлен в виде круглой пластины с внешним диаметром 120 мм. Было пробито отверстие и к центру пластины с выступом приварена гайка. Испытуемый объект помещался в приспособление, где круговой зажим гарантировал свободный диаметр листа 100 мм.
Было пробито отверстие и к центру пластины с выступом приварена гайка. Испытуемый объект помещался в приспособление, где круговой зажим гарантировал свободный диаметр листа 100 мм.
Муфта крепилась к раструбу, где резьбовое соединение было предварительно нагружено в соответствии со стандартами. Усталостная нагрузка (сила) прикладывалась к объекту испытаний через эту муфту, где длина плеча рычага (толстая труба) составляла 70 мм, для создания изгиба пластины вокруг оси X.
Результаты экспериментов по усталости обобщены в Рисунок 9 . Разброс результатов считался низким, поскольку каждый набор данных более или менее находился на подогнанной к нему кривой.
Рис. 4. Нагрузки на отрыв в зависимости от сварочного тока для различных типов гаек, приваренных к 1,5-мм стали Dogal 600DP с использованием как MFDC, так и переменного тока. Максимальное и минимальное значения сварочного тока представляют собой границы допустимого диапазона тока.
Гайки HP оказались менее опасными по сравнению с шестигранными гайками при той же величине обратной нагрузки, а конфигурация гаек HP выдержала большее количество циклов нагрузки.
Увеличение толщины листового металла казалось лучшим способом улучшить усталостные характеристики сварной гайки, в то время как увеличение размера резьбы или использование более прочного листового материала привели лишь к незначительным улучшениям. Применение высокопрочной стали для приварных гаек, подвергающихся малоамплитудным усталостным нагрузкам, не рекомендуется.
При испытаниях двухлистовых образцов усталостная трещина всегда начиналась и росла в более толстом листе, к которому приваривалась гайка. Это испытание больше напоминало реальные условия нагружения, которые проявляются в креплении BIW, и ясно демонстрирует эффекты распределения нагрузки в конфигурации с двойным листом, что помогает улучшить усталостные характеристики приварной гайки.
Рекомендации
На выбор типа крепежа влияет множество факторов, таких как условия нагрузки, толщина и марка листа, производственные предпочтения, обеспечение качества и функции. Также важно установить, какая часть системы винтовых соединений является ограничивающим фактором (прочность резьбы или крепление крепежа к листовой части), чтобы избежать дорогостоящего превышения размеров.
Также важно установить, какая часть системы винтовых соединений является ограничивающим фактором (прочность резьбы или крепление крепежа к листовой части), чтобы избежать дорогостоящего превышения размеров.
При меньших нагрузках и небольших размерах резьбы (M6 и M8) пуансонные и сварные крепежные детали можно считать равноценными по своей способности выдерживать нагрузку. В таких случаях характеристики конкретного производственного процесса могут определять, какая застежка лучше.
Для более высоких нагрузок и больших размеров резьбы рекомендуется использовать сварной крепеж. Для этих условий нагружения приварная гайка также должна располагаться на стороне листа, противоположной направлению нагружения. Такая конструкция сводит к минимуму влияние дефектов сварки, поскольку гайку необходимо протягивать через лист или пластину гайки. Толщина такой пластины гайки может быть максимально увеличена до 2,0 мм. Более высокие калибры не имеют смысла, потому что в этом случае прочность резьбы, по-видимому, является ограничивающим фактором.
Добавить комментарий